基于PLC的操作手系統的設計
2020-10-21 16:09:07邢陽陽
科學與財富 2020年10期
摘 要:在現代化的工業控制中,通過伺服電機控制的操作手的運用越來越普及,為了能讓教學更好的與實際銜接,設計了一種教學用的操作手系統。該設計以伺服電機控制為基礎,以PLC為控制核心、傳感器為檢測元件、氣動設備為驅動力,通過編程可以實現對操作手的精確控制進而完成工件的搬運。該系統可以用于獨立學科實驗,也可用于綜合性的課程設計。
關鍵詞:伺服電機;PLC;氣動技術
前言
操作手和機械手類似,都是是模仿人手的部分動作,按照給定動作、軌跡實現自動抓取、搬運的自動化控制裝置。隨著機械手的應用不斷普及,在精度、穩定性、安全性更高的要求下,通過PLC控制伺服電機的操作手,在自動化工業的生產加工方面應用越來越廣泛。
一、操作手系統的組成
該系統主要針對具有一定專業知識之后的專業課學習,在系統的設計中有氣動機械爪手、雙桿氣缸、旋轉臺、單桿氣缸、磁性開關、穩壓電源、伺服電動機、PLC各模塊、按鈕板、I/O轉換端子、電氣網孔板、各種電磁閥組成,可以完成將工件從傳輸線搬運到加工檢測單元待料區工位,待加工檢測完成后再搬運至傳送線。
氣動機械手:雙向電磁閥控制,抓緊到位時,磁性傳感器檢測到位并把信號輸入PLC,完成抓緊工件的動作。
雙導桿氣缸:雙向電磁閥控制,一個信號控制手臂的伸出,一個信號控制手臂縮回。
回轉臺:采用伺服電機和蝸輪蝸桿結構控制,運行穩定。
單桿氣缸:單向電磁閥控制,電磁閥得電,氣缸桿伸出,失電之后,氣缸桿縮回。
磁性傳感器:檢測氣缸的伸縮到位情況。氣缸伸縮到位之后,磁性傳感器把檢測到的信號傳到PLC的輸入端。(磁性開關的藍線接電源負極,棕線接PLC的輸入端口)。
開關電源:為系統提供電源。
I/O轉接端子:把PLC的輸入輸出端口轉接到各個傳感器和按鈕的接線端。
控制按鈕板:控制整個系統的啟動、調試、停止、復位、單機、聯機等。
安裝支架:用來安裝各個氣缸和傳感器。
電氣網孔板:用來安裝PLC各個模塊、斷路器、繼電器、穩壓電源、I/O轉換端子、擴展端子等。
二、硬件的設計
操作手主要完成工件的搬運功能,系統開始工作后,操作手手臂伸出,檢測到位后,下降,檢測到位之后執行夾緊,然后抬起縮回,到位之后伺服電機旋轉,然后手臂伸出,下降,松開。完成物料的搬運過程,每一個動作的前提都是前一個動作到位檢測之后才能執行。其中I1.0到I1.5接控制面板上的點動開關和選擇開關,實現整個單元的控制;I0.0到I0.6分別接的是操作手各部位的磁性開關和限位開關,用來檢測氣缸伸縮和電機旋轉到位情況;Q0.2到Q0.6分別接電磁閥,通過控制電磁閥得電失電進而控制氣缸伸縮加緊松開;Q1.0、Q1.1分別接的控制開關上的指示燈,起提示操作的作用。I/O分配如表1,外部接線如圖1.
磁性開關主要檢測氣缸伸縮的到位情況,有兩條線,棕色的接PLC的輸入端口,藍色的接電源0V,當檢測到氣缸的伸縮到位后,給PLC一個輸入信號。如圖2所示。
限位開關有兩條接線,棕色的接PLC的輸入端,藍色接電源0V,當操作手或刀具庫旋轉到位后,觸動開關閉合,給PLC一個輸入信號。如圖3所示。
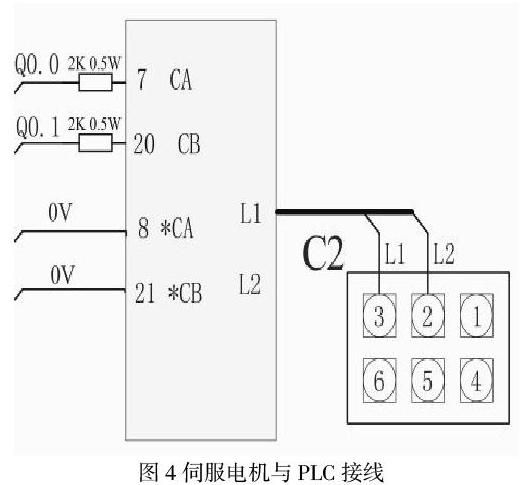
伺服電機在操作手單元中,控制機械手的旋轉,旋轉角度和方向主要由編寫的程序實現,其與PLC的接線有兩端,一端用來控制電機的方向,一端輸出控制電機轉動的角度。伺服電機與PLC接線如圖4所示。脈沖由Q0.0輸入,方向通過Q0.1控制。
伺服單元主要由觸摸屏、RS485接口、電池、接線端子、接線端子、模擬控制器等組成,這里選取alpha 5 smart系列伺服,并對參數進行設置。
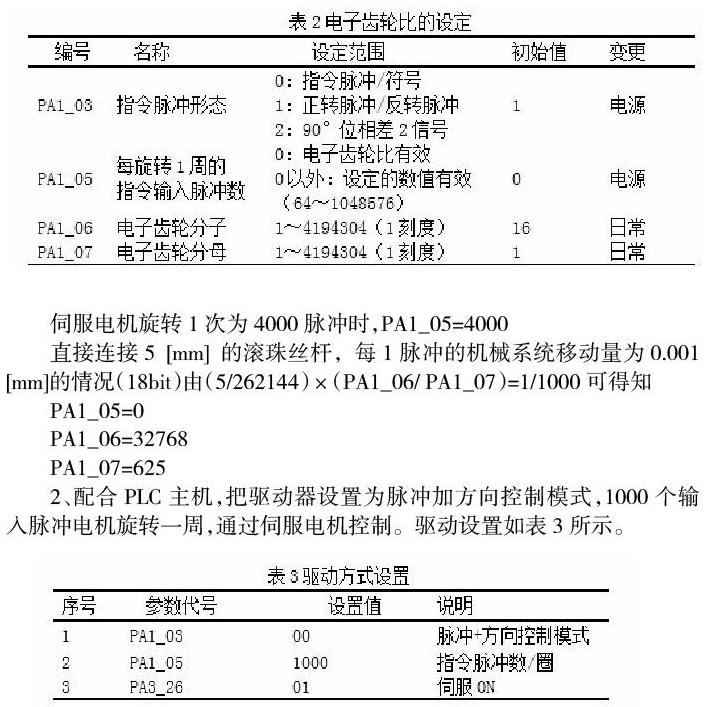
1、電子齒輪比的設定
通過正脈沖/反脈沖控制,PA1-03設置初值為1;通過脈沖數控制電機旋轉的角度,所以設為電子齒輪比有效,PA1-05設置初值為0;設置如表2所示。
伺服電機旋轉1次為4000脈沖時,PA1_05=4000
直接連接5[mm]的滾珠絲桿,每1脈沖的機械系統移動量為0.001[mm]的情況(18bit)由(5/262144)×(PA1_06/ PA1_07)=1/1000可得知
PA1_05=0
PA1_06=32768
PA1_07=625
2、配合PLC主機,把驅動器設置為脈沖加方向控制模式,1000個輸入脈沖電機旋轉一周,通過伺服電機控制。驅動設置如表3所示。
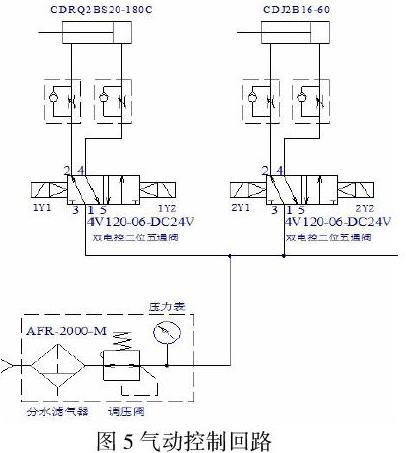
氣動元件是系統的執行元件,執行的動作都是根據PLC的邏輯控制實現的。氣缸使用單電控5/2通電磁閥或雙電控5/2通電磁閥進行控制。電磁閥線圈接在PLC對應的輸出上,通過控制電磁閥線圈的通電與失電,以此控制氣缸的伸和縮。
氣動控制回路接線如圖5所示,氣源通過水分濾氣器、壓力煲、手滑閥等通過氣管連接到電磁閥得氣源進口,再通過電磁閥得氣動接頭連接到各個氣缸上面。1Y1、1Y2、2Y1、2Y2、都是是控制氣缸的電磁閥,它們分別接入PLC相應的輸出口,由PLC控制得電與否。每個氣缸的前后極限位置分別安裝檢測伸縮到位的磁性傳感器。
各單元的供氣由各單元的過濾減壓閥供給,額定的使用氣壓為600kPa,一般調至0.5MPa即可正常使用。
三、小結
設計了操作手的硬件結構,PLC與傳感器,伺服電機燈的外部接線,包括伺服電機的選型及參數的設置一個完整的操作手系統,使用時可以通過單純的編程練習,使操作手按規定的要求實現搬運動作;也可讓學生拆裝完成各類綜合性設計。
參考文獻:
[1] 邢陽陽. 基于PLC的柔性加工系統的設計與實現[D].重慶:重慶郵電大學,2017.
[2] 邢陽陽.基于PLC的機械手搬運系統的設計[J].河北農機. 2019(06), 72-73.
作者簡介:
邢陽陽(1987-),女,漢族,河南,重慶郵電大學移通學院,講師,碩士,控制工程.
