曳引電梯鋼絲繩張力不均的在線檢測技術分析
2020-10-26 09:00:34葉玉龍劉道秀
機電工程技術 2020年9期
葉玉龍,劉道秀
(安慶市特種設備監督檢驗中心,安徽安慶 246000)
0 引言
為了確保電梯的安全運行,給乘客的安全出行提供可靠保障,就要確保曳引鋼絲繩中的張力保持均衡。本文中所提出的曳引電梯鋼絲繩檢測技術能夠對鋼絲中的張力進行檢測,一旦發現其出現張力不均的問題就能及時通知后臺的技術人員采取有效的改善措施。文中所提及的檢測技術是通過對傳統的檢測技術進行改善而形成的在線檢測技術,其能夠克服傳統檢測技術精度不高以及無法及時反饋的問題,進而提高電梯運行的安全性。
1 曳引鋼絲繩張力不均的原因與影響
1.1 曳引鋼絲繩張力不均的原因
曳引電梯是依靠曳引鋼絲繩壓緊在曳引輪上所形成的摩擦力而實現上下運行的,曳引鋼絲繩對于電梯的安全運行具有十分重要的影響。只有所有曳引鋼絲繩的張緊力和運行速度保持一致,才能夠確保曳引鋼絲繩中的拉力相等。
為了滿足曳引條件,鋼絲繩與輪槽接觸之間的比壓公式如下所示:

式中:T 為曳引鋼絲繩張力;n 為曳引鋼絲繩根數;d 為曳引鋼絲繩直徑;D為曳引輪直徑;β為半圓型切口槽的切口角。
根據上式能夠看出,曳引鋼絲繩的比壓p與其張力T之間具有一定的正比例關系。在曳引鋼絲繩的實際工作過程中,當其中的張力不均時,較大的張力會加速曳引輪輪槽的磨損速度,長此以往,就會造成曳引輪槽的磨損程度不盡相同,進而引起比壓發生變化,從而導致曳引鋼絲繩的張力不均問題[1]。
由于比壓p與曳引鋼絲繩的根數n之間存在反比關系,隨著受力曳引鋼絲繩數量的逐漸減少,比壓會逐漸增大。
除了上述原因能夠導致曳引鋼絲繩中的張力不均,還存在如下幾種可能的原因,這與電梯的整體質量息息相關:
(1)曳引輪節圓直徑加工精度存在較大的誤差;
(2)電梯設計質量不合格,導致其運行過程中的載荷不均,轎廂長期處于單側受力的狀態,而單側受力會導致曳引鋼絲繩的同側長期處于緊繃狀態,這就導致曳引輪輪槽發生不均勻的磨損;
(3)沒有將曳引鋼絲繩中的應力完全消除,這就導致電梯投入運行后的一段時間內每根鋼絲繩的結構性伸長不盡相同[2]。
1.2 曳引鋼絲繩張力不均的影響
當曳引鋼絲繩出現張力不均的問題時,其中張力較大的鋼絲繩就會對曳引輪輪槽形成較大的壓應力,隨著時間的不斷延長,鋼絲繩會由于磨損較大而造成直徑變小,并且還會大大增加斷絲斷股的概率。同時,曳引輪輪槽也會由于磨損過大直徑逐漸變小,甚至還能在在曳引輪上可明顯看到鋼絲繩嵌入曳引輪輪槽的深淺不一,這就會造成曳引鋼絲繩在運行過程中的速度不等,而導致快慢偏差。
根據曳引鋼絲繩運行過程中的線速度公式可知,進入輪槽較深鋼絲繩所對應的輪槽半徑相對較小,由此鋼絲繩運行過程中的線速度也較小,相反的,進入較淺的鋼絲繩線速度較大。但是所有的曳引鋼絲繩在運行過程中需要保持相同的行程,這就會導致嵌入較淺的鋼絲繩在曳引輪槽內間歇性的向后滑移,而嵌入較深的鋼絲繩則會在曳引輪槽內間歇性地向前滑移,這就會造成鋼絲繩出現“竄繩”或“竄槽”。其在電梯運行過程中的表現為,乘客在乘坐電梯時會感受到一定的頓挫感,進而影響乘坐過程中的舒適度。隨著曳引鋼絲繩磨損的不斷加劇,其滑移量也會逐漸增大,這就會給電梯的安全運行造成非常大的隱患,如果沒有及時采取有效的處理措施,就可能導致事故的發生[3]。
2 曳引鋼絲繩張緊力偏差自檢測原理
根據國家標準對曳引鋼絲繩張力的相關要求可知:曳引電梯懸掛鋼絲繩的一端至少設置一個自動調節裝置,用以對曳引鋼絲繩中的張力進行科學合理的調整,進而確保每根鋼絲繩中的張力處于平衡狀態,并且每一個鋼絲繩中的張力與平均值之間的偏差要小于5%[4]。
當前,曳引電梯中用以調整繩頭的裝置如圖1所示,其通過繩頭組合將曳引鋼絲繩與螺桿之間進行有效的連接,在借助彈簧、螺母以及上下鐵板之間的結合而牢固的固定在槽鋼支架上。鐵板的中間位置處設置有相應的壓力傳感器,其通過檢測壓縮彈簧在工作過程中的變形量對曳引鋼絲繩中的張力大小變化進行監測[5]。

圖1 曳引鋼絲繩繩頭調節裝置示意圖
2.1 曳引鋼絲繩張力偏差設計原理
檢測裝置通過框架固定在機房工字鋼梁上,通過L 連接板將鋼絲繩繩頭螺桿與導繩輪之間進行牢固連接,確保兩者在電梯運行過程中能夠保持相同的狀態,再通過細鋼絲繩、導輪繩以及反輪繩之間的配合將各繩頭螺桿串聯到一起,最終將細的鋼絲繩繞過刻度盤固定在繩頭螺桿上。
根據胡克定律Fh=k Δ x,能夠計算出繩頭位置處的彈簧壓縮量,而鋼絲繩中的曳引力與其位移變化量之間存在正比例的關系,再根據GB 7588-2003附錄M,能夠進一步計算出校核符合要求的曳引力T1和T2。由電梯的曳引比能夠得到曳引鋼絲繩繩頭的預緊力Fh=T1,再通過對刻度輪和指針打板進行有針對性的調整,設定好初始位置。當曳引鋼絲繩中的張力發生變化后,得到彈簧的壓縮量為Δ L,刻度輪在細鋼絲繩的帶動下逐漸旋轉,進而就能將曳引鋼絲繩的直線位移按照等比例關系轉變為刻度輪的圓弧位移。根據同心圓原理,由于刻度輪與刻度盤的直徑比為1∶5,刻度輪所發生的圓弧位移需要放大5倍后轉化到刻度盤上[6]。
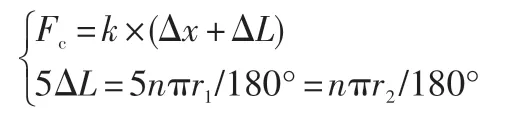
根據上式,曳引鋼絲繩在工作過程中所發生的位移Δ L就能轉化為刻度盤上的圓弧位移。當曳引鋼絲繩中的張力超過平均值的5%時,指針打板就會發生逆時針旋轉,進而能夠觸動到相應的檢測開關,這樣就能將曳引鋼絲繩張力不均的信號進一步傳輸至控制柜的主板中,從而就能對曳引鋼絲繩運行過程中的張力變化情況進行實時監測[7]。
2.2 曳引電梯鋼絲繩張力計算原理
根據GB 7588-2003附錄中的相關要求,為了對不同運行狀態下曳引鋼絲繩的張力進行準確的監測,可以按照下述的公式進行計算。
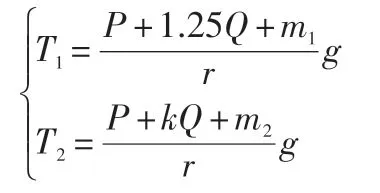
(1)電梯轎廂處于裝載運行狀態
T1/T2的靜態比值與轎廂中有125%額定載荷并處于最底層相當,計算公式如下所示:
(2)電梯轎廂處于緊急制動狀態
T1/T2的動態比值與轎廂空載時相當,計算公式如下所示:
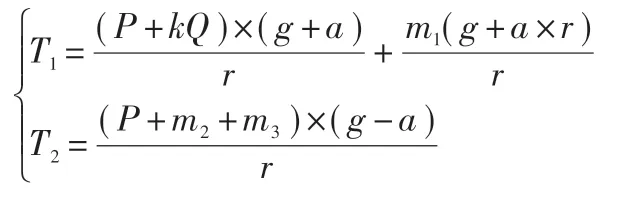
(3)電梯轎廂處于滯留狀態
T1/T2的比值與轎廂空載并重壓在緩沖器時相當,計算公式如下所示:
T1、T2分別為懸掛轎廂和對重一側所承受拉力,在實際的計算過程中,需要結合電梯的運行狀態進行有針對性的選擇[8]。
3 曳引鋼絲繩張緊力偏差自檢測實效分析
通過扭矩扳手將繩頭位置的螺紋預緊力設置為100 N·m,進而確保所有曳引鋼絲繩中的張力保持一致,此時張力指示針位于零刻度處。將扭矩扳手中的預緊力調整為105 N·m,此時曳引鋼絲繩中的張力已經超過平均值的5%,即出現了張力不均現象。裝置中的鋼絲繩在繩頭拉力的作用向向下移動,進而就能帶動指針打板進行逆時針旋轉,并啟動檢測開關,系統就能及時發現曳引鋼絲繩中存在的張力不均現象。
4 結束語
總而言之,本文中的曳引電梯鋼絲繩張力不均在線檢測技術,是在傳統檢測技術的基礎上,對后者進行改進而形成的。該技術能夠對曳引電梯運行過程中鋼絲繩的張力進行實時監測,一旦出現張力不均的問題能及時反饋至后臺的技術人員,進而為電梯的安全運行提供可靠保障。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中國品牌(2019年10期)2019-10-15 05:57:12
小學生學習指導(低年級)(2018年3期)2018-01-31 02:18:58
海峽科技與產業(2016年3期)2016-05-17 04:32:12
小學生時代·綜合版(2016年7期)2016-05-14 17:53:49
小說月刊(2015年11期)2015-04-23 08:47:36