磁控旋轉電弧焊技術在管件焊接的研究進展及應用
2020-10-28 12:09:28劉紅兵彭銘建劉旭楊瑾宣揚
焊接 2020年5期
關鍵詞:焊縫
劉紅兵,彭銘建,劉旭,楊瑾,宣揚
(1.上海工程技術大學,上海 201620;2.揚州東升汽車零部件股份有限公司,江蘇 揚州 211403)
0 前言
管件結構重量輕、剛性好、成本低,在石油化工和天然氣傳輸管道、汽車工業等有廣泛的應用。隨著制造工業的快速發展,管件的焊接效率和質量成為普遍關注的重要問題。目前管件焊接的實際應用中,主要以熔化極氣體保護焊、非熔化極氣體保護焊、旋轉摩擦焊、閃光對焊等為主。然而現有的焊接都存在較多的局限性,如:氣體保護焊焊前需要對工件開坡口,采用多層多道焊,需要大量的填充金屬,焊接易出現氣孔缺陷;氬弧焊焊接質量好,但效率較低;旋轉摩擦焊焊件一端需要高速旋轉,容易受管件結構和尺寸的影響;而閃光對焊焊接時很難保證對工件精度的要求。磁控旋轉電弧焊(簡稱磁弧焊)作為一種新型的焊接工藝,在管件焊接上具有無可比擬的優勢,它焊接速度快效率高、焊縫質量高,不需要添加額外的焊接耗材,工藝節能環保,非常符合現代綠色制造的趨勢[1]。
近年來,隨著對磁弧焊技術研究的深入,磁弧焊技術穩步提高日漸成熟,使其在制造業的許多領域的應用越來越廣。特別是在發展迅速的汽車行業,對汽車的需求增長,促使高效的磁弧焊焊接技術廣泛應用于汽車半軸、傳動軸、軸套、后橋總成、車輪軸承座、管道和管道總成、減震器總成、螺紋套筒總成等制造領域[2-3]。
1 磁弧焊焊接特點及原理
1.1 磁弧焊的特點
磁弧焊是一種利用電弧和壓力進行焊接的特殊的焊接工藝,屬于特殊的壓力焊,它與旋轉摩擦焊一樣在焊接管棒狀材料具有一定優勢,如焊接無需填充焊絲、施加壓力、焊接穩定性好、自動化程度高。不同的是磁弧焊利用電弧放電所產生的熱加熱焊件,電弧在外加磁場和感應磁場之間復雜的相互作用下繞管件高速旋轉加熱,達到熔融狀態后在壓力的作用下實現連接。而旋轉摩擦焊是利用工件間旋轉摩擦生熱作為熱源加熱,焊接時需要工件一端高速旋轉摩擦生熱,這樣會限制焊接產品結構及尺寸,難以焊接不能旋轉的部件[4-5]。雖然改進的摩擦焊新工藝—Friex不需兩端工件旋轉,但中間焊接環的材料、尺寸和旋轉速度都會嚴重影響接頭的性能和成形,高速旋轉時會由于安裝和定位精度等原因,出現接頭偏心、飛邊不封閉等缺陷[6]。另外,旋轉摩擦焊時頂鍛壓力較大,焊接薄壁管件時容易失穩變形,因此更適合焊接厚度較大管件或實心棒材。
相比而言,磁弧焊焊接時管狀構件兩端夾緊固定,電弧在外加磁場的作用繞著管旋轉,磁弧焊焊接零件不需旋轉,工件能精確定位對齊,而且能保證管件的橢圓度。磁弧焊時電弧需要持續旋轉,要求焊接位置應為封閉結構,因此磁弧焊工藝常用于管狀或類管狀連接,在管板上也能實現很好的連接,是焊接管狀或非對稱結構件最佳焊接方法,可以實現1~16 mm厚管材的自動化焊接。磁弧焊的電弧移動速度可達到200 m/s,高速旋轉的電弧在接頭處產生均勻的熱,同時磁弧焊不存在與熔化焊相關的復雜的熔池冶金反應,從而能得到變形小、缺陷少的高質量焊接接頭。另外,磁弧焊在異種材料焊接上也有較大優勢,如焊接汽車穩定桿時,若使用常規的氣體保護焊焊接球墨鑄鐵與低碳鋼時需要焊接預熱、焊后保溫,且易出現熱裂紋缺陷,而采用磁弧焊能獲得穩定的、高質量的焊縫。在焊接過程中不產生煙塵和夾雜,也不需要填充焊材,為各種接頭焊接節約了大量成本。整個焊接過程操作可完全由自動化設備完成,大批量生產能夠節省大量的人力物力,大幅度提高生產效率(焊接時間2~10 s)。
1.2 磁弧焊的原理
磁弧焊是利用磁場力驅動電弧沿焊件端面高速旋轉,把焊接端面均勻快速加熱到熔融狀態,然后快速施加壓力頂鍛從而形成牢固接頭的焊接方法。如圖1所示,在焊件兩端外加極性相反的永磁體或激勵線圈,使其產生一個磁場B。焊件通過電流I引弧時,在磁場作用下會生產一個作用力F,F的大小與磁感應強度B、電流I、電弧長L成正比:當交角為90°時,F=B·I·L,其中電弧長度L受焊接間隙大小影響,力的方向可以通過Fleming左手定則確定。焊接時,外加磁體產生的磁力沿工件徑向,正好與電弧垂直相交,電弧始終受到一個沿截面切線方向的力的作用,推動電弧沿工件端面快速旋轉加熱工件,因此,可以通過調節磁場強度、電弧電流的大小或電弧間隙的寬度,來調整焊接接頭質量[7]。
圖1 磁弧焊原理圖和受力示意圖
磁弧焊焊接過程電弧受力分析如圖2所示,焊接時在焊件端產生的感應磁場B會產生軸向分量Ba和徑向分量Br;對應的電弧電流I分為徑向分量Ir和軸向分量Ia。電弧在電流軸向分量Ia與磁場分量Br的相互作用在電弧上產生較大的磁場力FBr,推動電弧沿管壁切向做高速圓周運動。另外,焊接過程中還存在著另外一個推動電弧向徑外運動的力FBa,它是由電弧的徑向電流分量Ir穿過磁場的軸向分量Ba時產生。磁弧焊開始時,由于電弧吹弧效應,電弧被推到接頭的深處,首先加熱管的內壁,隨后FBa力將電弧向外推,使得焊接管外側和內側都能夠均勻加熱,從而使磁弧焊可以焊接較厚的管材[8]。
圖2 電弧受力分析示意圖
1.3 磁弧焊焊接過程
磁弧焊焊接過程的一般可以分為以下6個階段(圖3[9]):起弧階段、電弧開始旋轉階段、電弧旋轉過渡階段、電弧穩定階段、電弧旋轉不穩定階段與頂鍛階段。在I階段,原相互接觸的兩工件被拉開出一定縫隙(2~3 mm),并在間隙中起弧;在Ⅱ階段,電弧在焊接電弧與徑向磁場的相互作用下以較低的旋轉速度從工件的內部向徑外表面移動。在此階段,磁場如果不充分或不適當將導致熄弧;電弧旋轉速度超過臨界速度V1進入Ⅲ階段,電弧速度急劇增大至V2;在Ⅳ階段,電弧穩定旋轉加熱工件表面,沿表面形成一層熔融的金屬;在Ⅴ階段,當熔融的金屬進入間隙,會造成電弧旋轉的不穩定,電弧速度大幅度波動;同時,在Ⅵ階段,工件在外力的頂鍛作用下排出熔融的金屬,電弧熄滅,焊接過程結束。在不影響描述焊接動態過程下,磁弧焊的這些階段又可以看作為4個階段,即引弧、穩弧、電弧旋轉和頂鍛[10]。磁弧焊焊接因素較為復雜,涉及電與磁的相互關系,各階段的時間、電流等參數都會對焊接過程產生一定的影響。因此,對磁弧焊工藝參數的研究顯得尤為重要。
圖3 磁弧焊焊接不同階段與焊接過程示意圖
2 磁弧焊的研究進展
磁弧焊焊接工藝不同于電弧熔化焊和摩擦焊固相連接,焊接參數組合較為復雜,焊縫區組織及其性能上存在較大的區別。近年來,隨著磁弧焊技術的優勢日益突顯,研究人員展開了對磁弧焊的焊接工藝參數、缺陷檢測及模擬等方面大量研究。
Sivasankari等人[11]以MIAB焊接的6 mm厚的低合金鋼管為研究對象,通過改變電弧旋轉電流、電弧峰值電流和電弧旋轉時間來研究對熱機械影響區(TMAZ)的影響,分析其焊接性能(圖4)。結果表明:在電弧旋轉電流310 A、峰值電流800 A時抗拉強度最高為511 MPa,在母材處斷裂,且根部彎曲試驗未發現外露缺陷。電弧旋轉電流越大,焊縫的抗拉強度和延性越好;在較高的電弧旋轉電流下,電弧旋轉時間和峰值電流的影響很小。

圖4 MIAB焊接T11管的宏觀結構
試驗研究分析表明,電弧旋轉速度對焊縫影響較大,調整MIAB焊接電流、電壓、磁通密度等參數組合得到合適的電弧速度,可以顯著改善焊接質量。Panda等人[12]采用試驗與數值相結合的方法,根據焊接電流、電弧電壓、磁線圈電流、磁線圈電壓四種參數輸入下測量MIAB焊接中T11合金管的電弧速度,并基于MGGP演化方法的數值計算過程,得到了電弧速度與四個輸入量之間的函數關系,模型預測結果與試驗數據吻合較好。如圖5所示,研究表明焊接電流和電弧電壓與電弧速度是線性變化的,而磁線圈電流與電弧速度是拋物線型增長的;其中焊接電流對電弧速度的影響最大,其次是電弧電壓、磁線圈電流和磁線圈電壓。
圖5 參數輸入對MIAB過程電弧速度的貢獻百分比
磁通密度是影響電磁力的重要因素之一,而電磁力又反過來影響電弧的旋轉,從而影響焊接質量。Arungalai Vendan等人[13]利用Ansys有限元模擬軟件研究MIAB焊接過程中的磁通密度和電磁力的分布,如圖6所示。仿真結果表明:電弧慢速旋轉時,磁通量密度主要集中在兩管之間的中心,遠離中心的地方逐漸減小;力的方向與焊接電流方向和磁通密度方向呈垂直向外,沿焊縫邊緣均勻分布,電磁力較大有利于推動電弧由內徑向外徑均勻旋轉加熱,提高焊接質量。
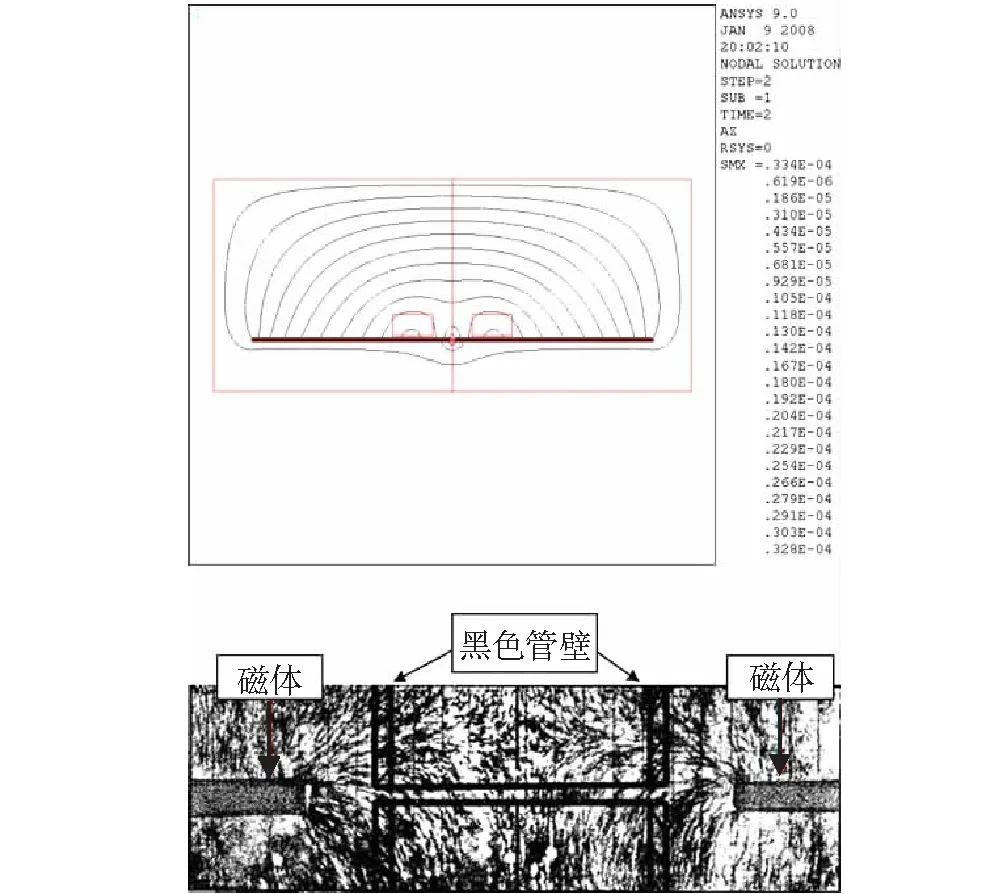
圖6 磁通密度在管間隙區域的分布
Manoharan等人[14]對T11合金管MIAB焊接接頭進行金相檢驗和無損檢測,以確定采用MIAB焊接工藝焊接承壓合金鋼管的可行性。研究發現所有被測MIAB焊接試樣的質量都在可接受范圍內(缺陷比例約為1%~2%)。試樣的宏觀和微觀結構分析表明,焊接區域具有良好的結合性和微觀結構完整性。X射線衍射分析表明了MIAB焊接過程中接頭中的雜質相已被排出,焊縫中沒有夾雜物,焊后可以獲得合格的承壓合金鋼管。
磁弧焊因其快速高效及質量穩定性好等特點因而被大量研究,但主要集中在合金鋼管的焊接上,在非磁性有色金屬如鋁上的應用研究較少。Mori等人[15]對鋁或鋁與銅小口徑管道對接焊的焊接工藝進行探索研究。對不同頂鍛條件下的焊接接頭進行拉伸試驗,發現斷裂都發生在焊縫區域。與鋼鐵材料相比,鋁、銅實現良好焊接較為困難,輕質合金焊接過程中磁通密度對電弧運動影響較大,從而影響焊接質量。
3 磁弧焊設備研制及應用現狀
磁弧焊技術是由烏克蘭E.O.Paton電焊研究所在上世紀50~60年代發展起來用于焊接小直徑薄壁管的新工藝。1972年KUKA公司開發出第一臺商用磁弧焊焊機,并將其命名為Magnetarc工藝。由于磁弧焊焊接在管狀或類管狀結構上具有獨特的優勢,該焊接技術發展迅速,在歐洲和烏克蘭有廣泛的應用[16-18]。而國內早期冶金部建筑研究院和成都電焊機研究所[19]對磁弧焊技術有一定的研究,但在工程應用中使用較少。
早期的磁弧焊主要集中在小直徑、薄壁管的單一對接應用工藝上。蘇聯在1979年建造奧運會館時,在燃弧時間1.8 s的工藝狀態下完成25 000根φ38 mm結構鋼管的對焊,加速了工程進度;英國利用磁弧焊工藝焊接壁厚小于5 mm的管子,取代了部分電阻對焊、閃光對焊和摩擦焊任務,焊接周期可縮短至2.5 s,一臺設備每天可焊1 000個接頭[20]。
隨著對磁弧焊研究的深入,磁弧焊已不局限于單一的薄壁小直徑管對接,朝向大厚度大管徑和非圓構件發展,應用領域也越來越廣。烏克蘭E.O. Paton電焊研究所開發的磁弧焊設備能夠用于最大直徑219 mm、最大壁厚16 mm管件焊接,部分實心棒材也可以焊接。而日本JIT公司已經開發出K-782型MIAB焊機能夠焊接35 mm厚的鋁合金管件,售價為420萬美元/臺。
過于昂貴的造價使得磁弧焊技術很難大規模的推廣應用,該工藝比較適合在連續生產的行業應用如汽車行業[21]。德國蒂森克虜伯汽車系統公司和中國東升汽車零部件股份有限公司已經在駕駛室懸架系統(如圖7)上大量使用磁弧焊技術,能夠有效提高焊接質量以及生產節拍。福特汽車公司Hagan等人[22]在Fiesta后橋十字管總成制造過程中使用了磁弧焊技術,相對與于常見的摩擦焊和閃光對焊,更容易保證法蘭主軸和軸管之間的徑向關系且在零件上不會留下過多的夾緊標記。隨著汽車工業需求的不斷增長,加上磁弧焊技術的不斷優化,以及自動化、機器人和先進的控制方法,該技術在汽車傳動軸、軸、油箱排氣管道或減震器的生產上也得到了廣泛應用[23]。

圖7 駕駛室穩定桿
4 結束語
磁弧焊技術具有效率高、無焊接耗材、焊接變形小、焊接穩定性好、接頭強度高等特點,在管件焊接上的優勢顯著優于氣體保護焊、旋轉摩擦焊和閃光對焊。但磁弧焊磁控旋轉電弧焊焊接參數較多,參數之間存在相互影響;不同材料厚度、實心或空心都會對磁通密度產生影響,改變電弧速度,進而影響焊接質量;磁控旋轉電弧焊焊受磁通密度的影響較大,只適用于磁性材料的焊接,在非磁性材料應用幾乎沒有。隨著對汽車等行業對材料減重的深入,對輕質材料鋁合金、鈦合金等的焊接需求將不斷增加,因此加強輕質合金磁弧焊技術研究對今后實際應用將具有重要意義,也可以進一步拓展磁弧焊技術的應用領域。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
