厚板Invar鋼多層多道焊與多層擺動(dòng)焊效率與接頭質(zhì)量對(duì)比分析
2020-10-29 06:30:16郝巨李玉楊朱永苗張家豪占小紅
焊接 2020年5期
郝巨,李玉楊,朱永苗,張家豪,占小紅
(1.中航飛機(jī)股份有限公司,西安 710089;2.南京航空航天大學(xué),南京 211106)
0 前言
先進(jìn)復(fù)合材料成功地作為飛機(jī)結(jié)構(gòu)材料迄今有幾十年的歷史,可以大幅度提升新一代大型飛機(jī)核心性能,成為繼鋼、鋁、鈦合金之后第四大航空結(jié)構(gòu)材料[1]。隨著大型飛機(jī)對(duì)承載性能的要求變高,復(fù)材零部件結(jié)構(gòu)變得越大越復(fù)雜,因此復(fù)材模具材料其成形過程變得尤為重要。國外大量采用Invar鋼作為復(fù)材模具,因?yàn)橄啾扔谄渌>卟牧掀錈崤蛎浵禂?shù)更接近復(fù)材,能夠有效解決因熱膨脹系數(shù)差異較大而引發(fā)殘余應(yīng)力過大、裝配誤差等問題[2-3]。因此,Invar鋼已經(jīng)逐漸作為飛機(jī)零件模具型材的必然選擇。
國內(nèi)外諸多學(xué)者都對(duì)Invar鋼的連接工藝進(jìn)行了研究。吳東江等人[4]利用脈沖激光作為焊接熱源,對(duì)2 mm,0.85 mm的Invar鋼進(jìn)行了焊接試驗(yàn)。結(jié)果表明,激光功率、脈沖寬度是焊縫表面形貌和接頭質(zhì)量的主要因素,同時(shí)焊縫處的晶粒度要比基體的粗大,引起焊接區(qū)域硬度下降,將導(dǎo)致熔池冷卻后容易出現(xiàn)熱裂紋。黃鋼華等人[5]研究了20 mm厚的Invar鋼鎢極惰性氣體保護(hù)焊。結(jié)果表明,未焊透缺陷形成主要與坡口間隙有關(guān),這是因?yàn)門IG焊接過程中外界空氣氣流極易干擾起弧與收弧過程,從而產(chǎn)生氣孔。張家銘[6]依次對(duì)3 mm,12 mm,25.4 mm厚度Invar鋼進(jìn)行雙面多層多道TIG焊接工藝。在合理參數(shù)基礎(chǔ)上,采用有限元法研究了Invar鋼厚板焊接大型曲面模具結(jié)構(gòu)件時(shí)翻轉(zhuǎn)次數(shù)與層間冷卻溫度對(duì)焊接變形的影響,并采用火焰矯正法對(duì)焊后變形進(jìn)行控制。采用無損探傷技術(shù)和顯微鏡觀察微觀組織等方法分析了常見的內(nèi)部缺陷,如氣孔、裂紋的產(chǎn)生原因并提出相應(yīng)改善措施。Li等人[7]分析并比較了不開坡口5 mm厚Invar鋼激光焊接和復(fù)合焊的微觀組織、熱膨脹系數(shù)和力學(xué)性能。拉伸試驗(yàn)表明,焊接接頭處都出現(xiàn)斷裂,但復(fù)合焊接抗拉強(qiáng)度高于激光焊接。
中厚板的焊接工藝多用于復(fù)雜構(gòu)件,而傳統(tǒng)的單道焊接很難滿足厚板焊接的質(zhì)量要求,國內(nèi)學(xué)者針對(duì)厚板焊接進(jìn)行了研究。楊晗等人[8]在45鋼表面進(jìn)行了多層多道堆焊試驗(yàn),結(jié)果表明,后一道焊接的熱輸入會(huì)有利于前一道焊縫及熱影響區(qū)的組織細(xì)化,焊縫組織主要含有細(xì)小等軸晶和柱狀晶。Zhan等人[9]采用擺動(dòng)焊焊接厚板Invar鋼。結(jié)果表明,在層間產(chǎn)生了良好的熔合層,沒有明顯的缺陷。所有拉伸試驗(yàn)均發(fā)生韌性斷裂,斷口由等軸韌窩組成。
前述論文表明電弧焊和激光焊被廣泛運(yùn)用于連接Invar鋼[10],但電弧焊的焊接工作效率比較低,激光焊接受構(gòu)件結(jié)構(gòu)限制較大。同時(shí),國內(nèi)大部分研究都集中在中小厚度Invar鋼,而大型高性能飛機(jī)復(fù)合材料零部件要求大厚度Invar鋼模具件。對(duì)于厚板連接常用的方法有多層多道焊和擺動(dòng)焊,但是工作量較大、生產(chǎn)效率低、熱輸入較大多且情況復(fù)雜,因此有必要對(duì)厚板Invar鋼多層多道焊和多層擺動(dòng)焊進(jìn)行研究。
文中對(duì)19 mm厚的Invar鋼焊接試板進(jìn)行了多層多道焊和多層擺動(dòng)焊試驗(yàn),并對(duì)比分析了兩種焊接工藝的效率和功耗,同時(shí)對(duì)比分析了兩種焊接接頭的焊接質(zhì)量。
1 厚板Invar鋼多層多道焊與多層擺動(dòng)焊試驗(yàn)
1.1 試驗(yàn)材料及設(shè)備
焊接試驗(yàn)中采用19 mm厚的Invar鋼板作為母材,其具體化學(xué)成分見表1。焊接試驗(yàn)的試板尺寸規(guī)格為100 mm×50 mm,坡口角度60°,具體焊接結(jié)構(gòu)形式如圖1所示。焊絲采用Invar M93焊絲,其化學(xué)成分與Invar鋼十分相近,焊絲直徑為1.2 mm。該項(xiàng)目采用的焊接設(shè)備:型號(hào)為Fronius Trans Tig 5000 Job G/F的TIG焊機(jī)、型號(hào)為Fronius Trans Plus Synergic 5000 Steel的MIG焊機(jī),配套設(shè)施有保護(hù)氣體及柔性工作臺(tái)等,如圖2所示。

表1 Invar鋼化學(xué)成分(質(zhì)量分?jǐn)?shù),%)
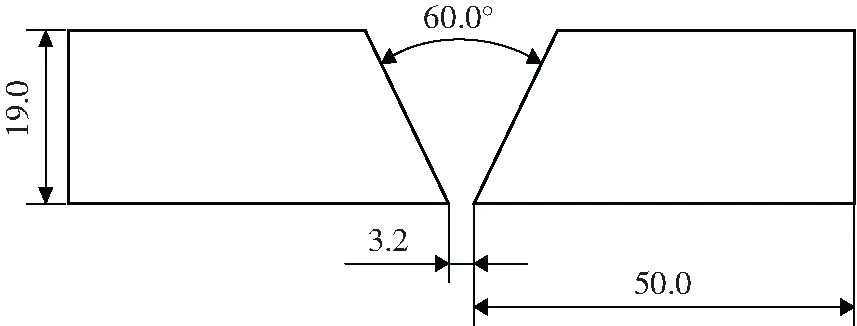
圖1 焊接結(jié)構(gòu)示意圖

圖2 焊接設(shè)備
焊前清理時(shí),使用角磨機(jī)和砂紙清理焊件坡口與兩側(cè)的氧化層與雜質(zhì),隨后用丙酮溶液擦拭,在室溫下干燥。
1.2 多層多道焊與多層擺動(dòng)焊接試驗(yàn)
焊前準(zhǔn)備后,分別進(jìn)行多層多道焊和多層擺動(dòng)焊試驗(yàn),其中,多層多道焊采用2層TIG打底,然后使用MIG來填充和蓋面,一共有7層焊道。多層擺動(dòng)焊則是使用1層TIG打底,一共有5層焊道。使用具體的焊接工藝參數(shù)見表2、表3。
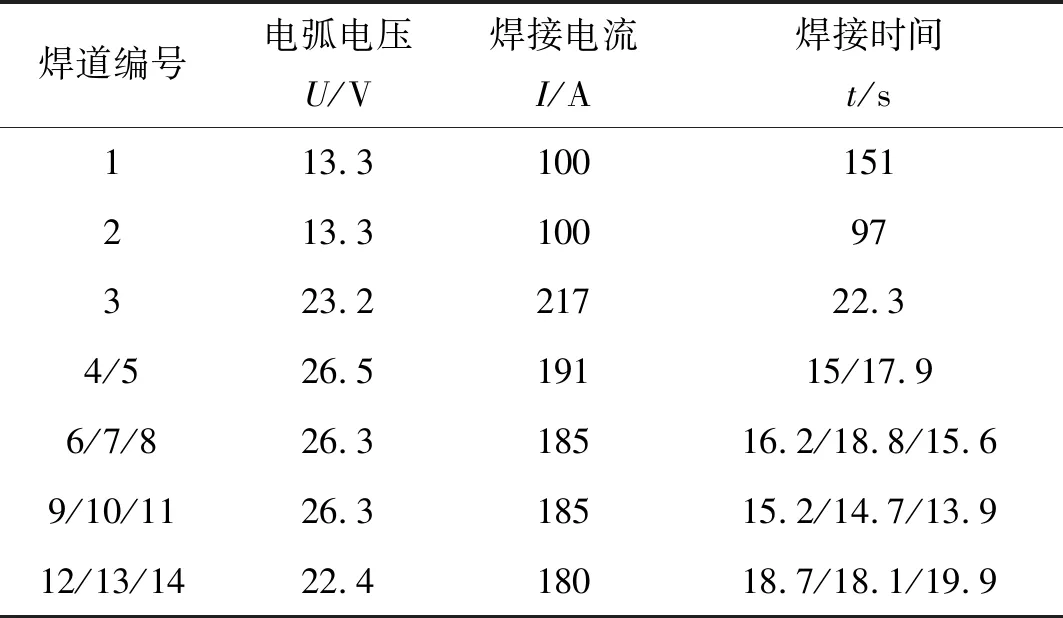
表2 多層多道焊接工藝參數(shù)
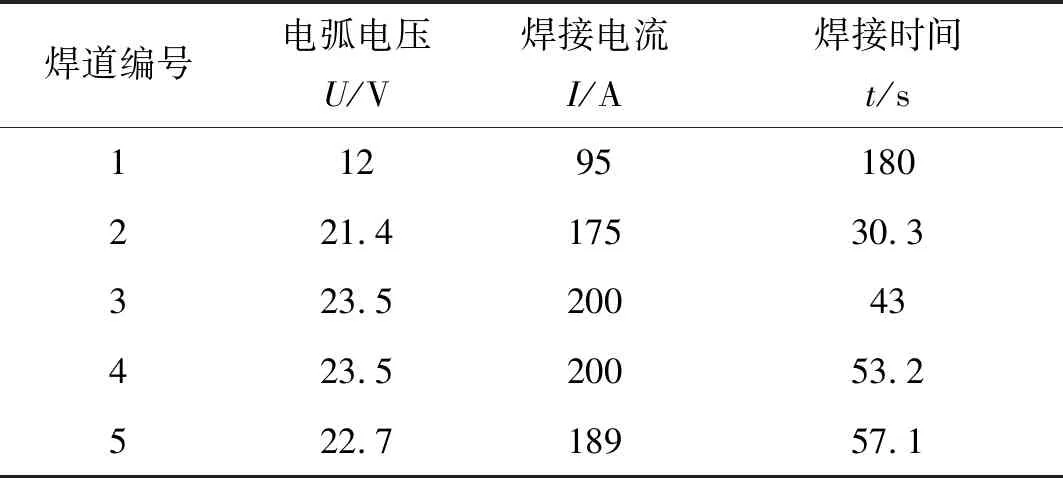
表3 多層擺動(dòng)焊接工藝參數(shù)
進(jìn)行完焊接試驗(yàn)后,對(duì)焊件進(jìn)行線切割,選取合適部位取樣,使用不同型號(hào)的砂紙研磨取得的試樣,再在拋光機(jī)上進(jìn)行拋光,拋光后使用王水進(jìn)行腐蝕,在金相顯微鏡下觀察腐蝕后的試樣。
2 試驗(yàn)結(jié)果及工藝對(duì)比
使用多層多道焊和多層擺動(dòng)焊都可以有效地連接厚板Invar鋼,因此比較2種工藝的優(yōu)劣對(duì)于厚板Invar鋼焊接工藝的優(yōu)化至關(guān)重要。該節(jié)對(duì)2種工藝下厚板Invar鋼的焊接質(zhì)量、效率和功耗進(jìn)行了對(duì)比和分析。
2.1 焊縫宏觀形貌對(duì)比
圖3、圖4分為2種工藝的焊縫宏觀形貌,對(duì)比研究表明,多層擺動(dòng)焊的焊縫正面成形要優(yōu)于多層多道焊,焊縫正面成形更加美觀整潔,并且有魚鱗形的焊縫出現(xiàn),飛濺較少。總體來看,多層擺動(dòng)焊的焊縫宏觀成形要優(yōu)于多層多道焊。
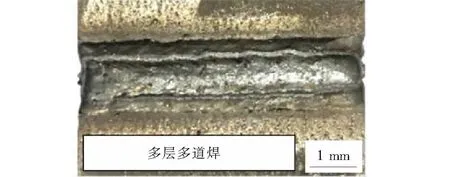
圖3 多層多道焊縫宏觀形貌
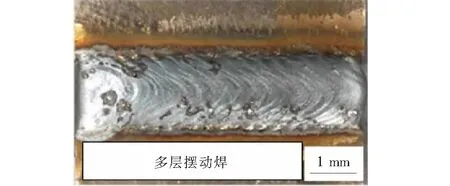
圖4 多層擺動(dòng)焊縫宏觀形貌
2.2 焊接效率對(duì)比
根據(jù)上述的多層多道焊和多層擺動(dòng)焊試驗(yàn),計(jì)算每焊接1 m長度的Invar鋼厚板時(shí)2種工藝分別需要的時(shí)間,以此來對(duì)比兩種工藝的生產(chǎn)效率。
平均焊接單位長度所消耗的時(shí)間為:
(1)
式中:T為平均焊接單位長度所消耗的時(shí)間(s);K為系數(shù),取10(試驗(yàn)材料長度為100 mm);ti為焊接道數(shù)為i時(shí)的焊接時(shí)長(s);n為焊接的總道數(shù)。
2種工藝下焊接長度為1 m厚板Invar鋼所需的時(shí)間見表4,可以發(fā)現(xiàn)多層擺動(dòng)焊的焊接效率要高于多層多道焊。平均焊接單位長度Invar鋼,多層擺動(dòng)焊比多層多道焊要節(jié)約近20%的時(shí)間。
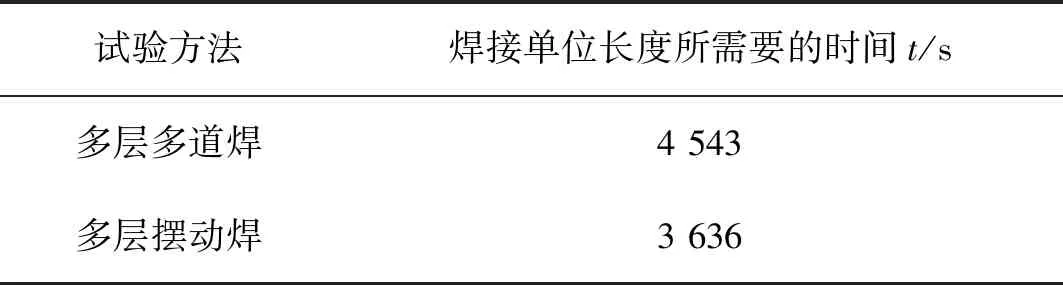
表4 2種焊接工藝焊接單位長度Invar鋼所需時(shí)間
2.3 焊接功耗對(duì)比
根據(jù)上述試驗(yàn)來分析2種工藝的焊接功耗,計(jì)算每焊接1 m長度的Invar鋼厚板時(shí)2種工藝焊機(jī)分別需要輸出的能量,以此來對(duì)比2種工藝的輸出耗能。
平均焊接單位長度焊機(jī)所消耗的能量為:
(2)
式中:Q為平均焊接單位長度焊機(jī)所消耗的能量J;Ui為焊接編號(hào)為i道時(shí)的電壓(V);Ii為焊接編號(hào)為i道時(shí)的電流(A);ti為焊接編號(hào)為i道時(shí)的焊接時(shí)長(s);n為焊接的總道數(shù)。
基于上式可以計(jì)算出平均焊接1 m厚板Invar鋼時(shí)焊機(jī)所輸出的能量,結(jié)果見表5。可以發(fā)現(xiàn),在焊接單位長度的厚板Invar鋼時(shí),多層擺動(dòng)焊所消耗的能量為12.97 MJ/m,多層多道焊所消耗的能量為10.16 MJ/m,多層擺動(dòng)焊耗能要比多層多道焊耗能低21.7%左右。
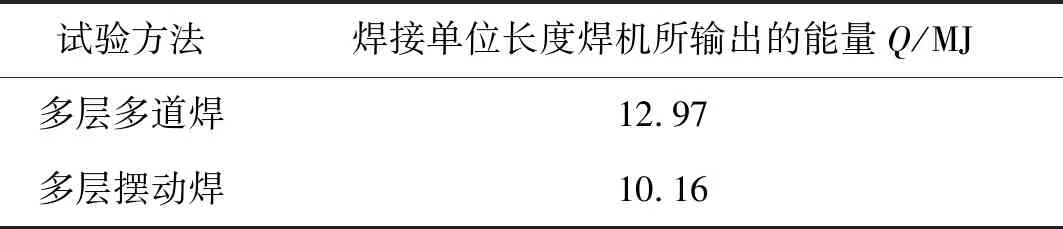
表5 2種工藝焊接單位長度Invar鋼焊機(jī)所輸出的能量
3 金相分析
3.1 層間微觀組織對(duì)比分析
對(duì)試驗(yàn)后的焊件進(jìn)行切樣,使用金相砂紙對(duì)所切試樣進(jìn)行研磨,再在拋光機(jī)上拋光,最后用相機(jī)和光學(xué)顯微鏡觀察多層擺動(dòng)焊和多層多道焊接的橫截面圖像,如圖5和圖6所示。由圖5可知,多層擺動(dòng)焊焊縫表面光滑、質(zhì)量良好、無明顯的表面缺陷,同時(shí)擺動(dòng)焊電弧在側(cè)壁停留時(shí)間長,可以提高側(cè)壁受熱量及改善熔合不良的情況。多層多道焊的宏觀截面圖如圖6所示,可以發(fā)現(xiàn)焊接接頭成形良好,截面無燒傷、宏觀裂紋等缺陷,但是相比于擺動(dòng)焊表面很不均勻,有明顯的焊道痕跡。
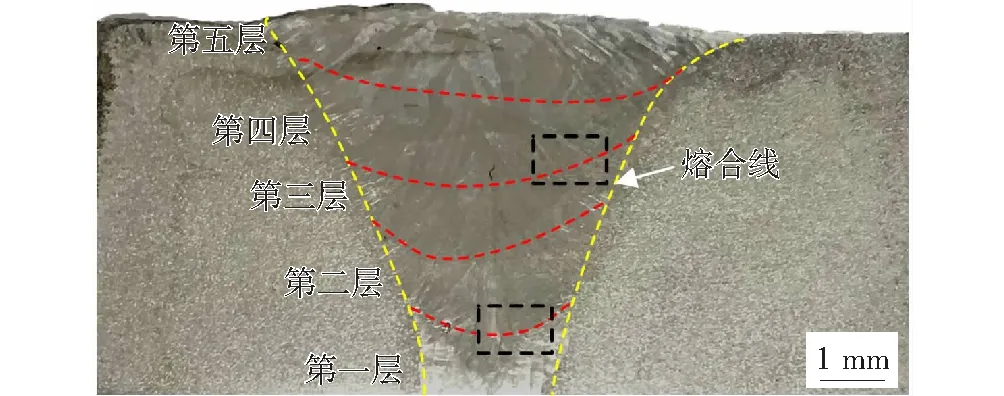
圖5 多層擺動(dòng)焊的橫截面圖像
多層擺動(dòng)焊和多層多道焊的層間在焊接過程中都會(huì)發(fā)生重熔,二次凝固后形成層間重熔區(qū),層間組織的對(duì)比分別如圖7、圖8所示。多層擺動(dòng)焊的重熔區(qū)熔合良好,沒有裂紋、氣孔、未熔合等缺陷。而多層多道焊卻出現(xiàn)了明顯的未熔合缺陷,如圖8b所示。一方面是由于層間焊道表面的氧化層未被清理造成的,層間清理不好容易導(dǎo)致層間夾渣和熔合不良;另一方面是焊道數(shù)過多,焊縫冷卻階段凝固收縮沒有液態(tài)金屬及時(shí)補(bǔ)充從而產(chǎn)生未熔合。由于焊槍的擺動(dòng)運(yùn)動(dòng)對(duì)熔池產(chǎn)生了攪拌作用,導(dǎo)致熔化速度過高,多層擺動(dòng)焊的層間組織出現(xiàn)了明顯的外延結(jié)晶,生長方向垂直于熔合線并且傾向于彼此平行,柱狀晶的生長一直延續(xù)到下一焊道的組織;而多層多道焊的層間組織取向與上一焊道和下一焊道的組織都不太一樣,外延結(jié)晶現(xiàn)象非常微弱。此外,多層擺動(dòng)焊和多層多道焊的層間組織由于經(jīng)過了多次的熱輸入,重熔之后晶粒變得細(xì)小均勻,相比之下明顯可以看出,多層多道焊的重熔區(qū)組織更為細(xì)小。同時(shí),多層擺動(dòng)焊和多層多道焊的晶粒尺寸隨著層數(shù)的增加而減小,原因是在底層的焊縫組織受到的縱向熱輸入不斷增加,在后續(xù)焊縫的熱作用下垂直生長。
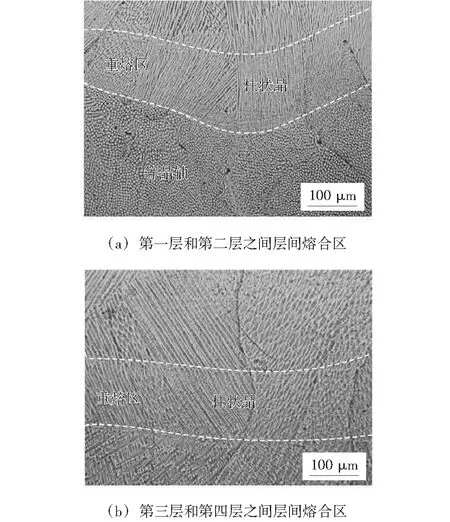
圖7 圖5中多層擺動(dòng)焊層間熔合區(qū)金相圖
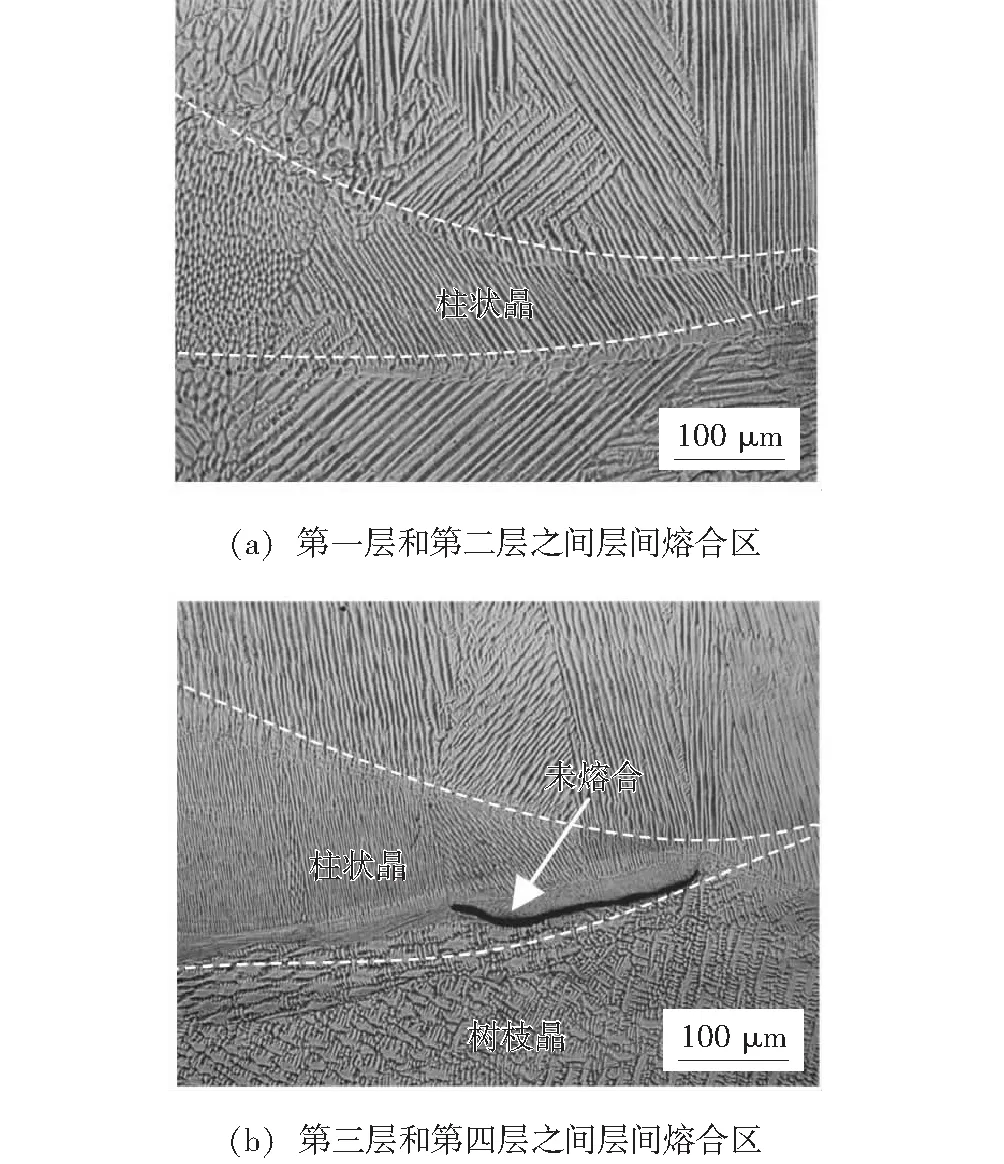
圖8 圖6中多層多道焊層間熔合區(qū)金相圖
3.2 晶粒尺寸及熱影響區(qū)對(duì)比分析
圖9a~圖9b、圖10a~圖10b分別是多層擺動(dòng)焊和多層多道焊在光學(xué)顯微鏡下低倍、高倍的焊縫中心處金相照片,焊縫中心基本都存在2種類型的晶粒——大量方向不同的細(xì)長柱狀晶和少量的等軸晶。并且隨著焊縫中心逐漸向焊縫側(cè)過渡時(shí),有明顯的等軸晶粒轉(zhuǎn)變?yōu)橹鶢罹и厔?shì),這是由于焊縫中心區(qū)域溫度梯度小,促進(jìn)了等軸晶的生核與長大;而焊縫兩側(cè)與母材存在較大的溫度梯度,是柱狀晶體形核和生長的先決條件。
用100 μm的直線分別測量多層多道焊和擺動(dòng)焊的亞晶粒尺寸,其值由式(3)測得:
(3)
式中:L為測試線的長度,n為計(jì)數(shù)的細(xì)胞晶體的數(shù)量;ε表示晶粒尺寸,單位為μm。測得的結(jié)果見表6。
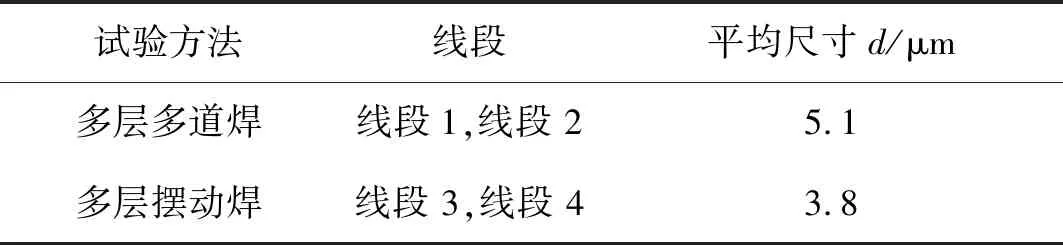
表6 2種焊接工藝焊縫中心區(qū)域的亞晶粒尺寸
在多層擺動(dòng)焊和多層多道焊的焊縫中心各取了2條100 μm直線,最后求得多層多道焊的平均晶粒尺寸為3.8 μm,多層擺動(dòng)焊的平均晶粒尺寸為5.1 μm。多層多道焊平均晶粒尺寸小于多層擺動(dòng)焊,是由于多層多道焊的焊道數(shù)更多,每層的焊縫尺寸較小,后續(xù)的焊接都會(huì)對(duì)前面形成的焊縫組織產(chǎn)生熱作用,相當(dāng)于進(jìn)行了更多次數(shù)的熱處理,最終形成了更細(xì)的晶粒。同時(shí)擺動(dòng)焊是沿曲線進(jìn)行焊接,因此單道線速度較小、熱輸入較大,對(duì)焊縫會(huì)造成更大的熱輸入,有利于晶粒不斷長大。
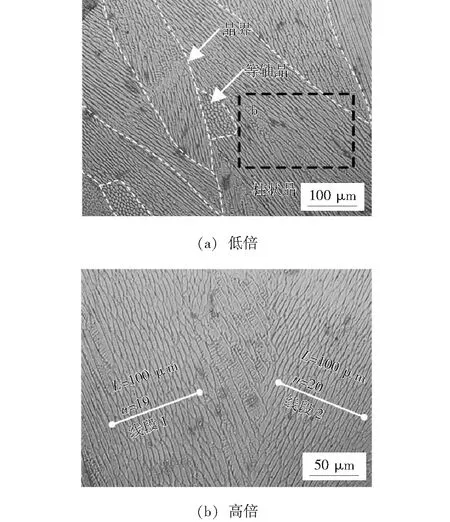
圖9 多層擺動(dòng)焊焊縫中心處金相圖

圖10 多層多道焊焊縫中心處金相圖
多層擺動(dòng)焊和多層多道焊的熱影響區(qū)組織分別如圖11、圖12所示,母材組織如圖13所示。結(jié)果表明,母材都是由單相奧氏體晶粒組成,在母材和焊縫之間觀察到的粗大等軸晶的區(qū)域?yàn)闊嵊绊憛^(qū)。由于多次焊接,每一次焊接后熱影響區(qū)都會(huì)在焊縫金屬回火過程中經(jīng)歷一次熱過程,導(dǎo)致熱影響區(qū)晶粒長大。通過對(duì)比,明顯發(fā)現(xiàn)多層擺動(dòng)焊的熱影響區(qū)的等軸晶晶粒大小要較多層多道焊的粗大,因?yàn)槎鄬訑[動(dòng)焊焊接過程中速度是不均勻的,在熔池兩側(cè)停留的時(shí)間較長,促進(jìn)了晶粒的生長。熱影響區(qū)的寬度大小測量如圖11和圖12所示,測量3次取平均值。多層擺動(dòng)焊的熱影響區(qū)寬度大約為135 μm,而多層多道焊由于多次加熱,熱影響時(shí)間更久,導(dǎo)致熱影響區(qū)晶粒尺寸更大,約171 μm。
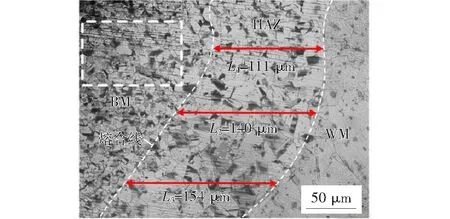
圖11 多層擺動(dòng)焊熱影響區(qū)金相圖

圖12 多層多道焊熱影響區(qū)金相圖
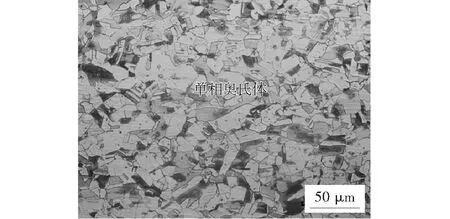
圖13 母材區(qū)域金相圖
3.3 顯微硬度對(duì)比分析
采用HVS50硬度計(jì)對(duì)多層擺動(dòng)焊和多層多道焊的硬度進(jìn)行了測定,加載15 s,載荷9.8N。測量位置分別處于距離底層高6 mm和15 mm處,測量路徑從焊縫中心處直到母材。多層擺動(dòng)焊和多層多道焊的硬度測量結(jié)果如圖14、圖15所示,x軸是測量點(diǎn)到焊縫中心的距離mm,y軸是維氏硬度值HV。硬度分布圖表明在距離底層15 mm時(shí),硬度最低的位置一般處于熱影響區(qū)。
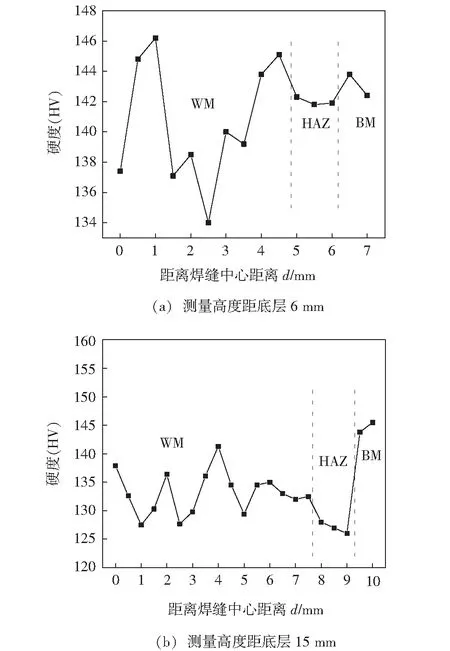
圖14 多層擺動(dòng)焊顯微硬度測量結(jié)果
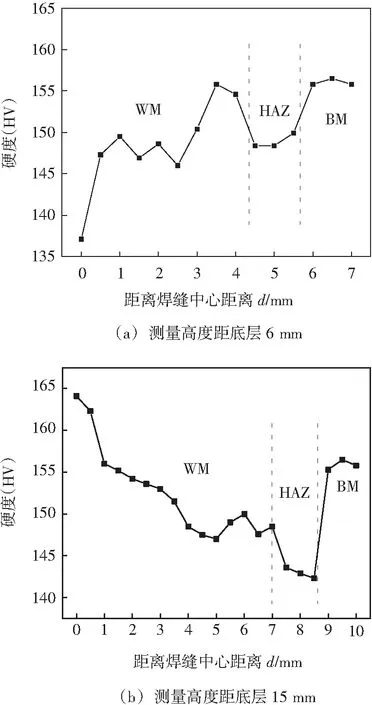
圖15 多層多道焊顯微硬度測量結(jié)果
由于電弧加熱,熱影響區(qū)晶粒長大,焊接接頭的軟化使熱影響區(qū)的硬度降低,因此熱影響區(qū)一般都是焊接接頭的薄弱點(diǎn)。同時(shí)硬度最高的位置一般處于焊縫中心處,因?yàn)橹行奶帨囟忍荻容^小形成大量的等軸晶,由于細(xì)晶強(qiáng)化提高了材料的硬度。但是在距離底層高6 mm時(shí),會(huì)發(fā)現(xiàn)焊縫區(qū)的硬度大部分不僅比母材低,還低于熱影響區(qū)。這是因?yàn)樵娇拷讓樱ЯT酱髮?dǎo)致顯微硬度越低。將兩種工藝的顯微硬度進(jìn)行對(duì)比,顯然多層多道焊的硬度平均值高于多層擺動(dòng)焊,正是因?yàn)槎鄬佣嗟篮感∮诙鄬訑[動(dòng)焊的晶粒平均尺寸,這在前文也通過計(jì)算證明。
4 結(jié)論
(1)在焊接單位長度的19 mm厚Invar鋼時(shí),多層擺動(dòng)焊比多層多道焊要節(jié)約近20%的時(shí)間,多層擺動(dòng)焊輸出耗能要比多層多道焊輸出耗能低21.7%左右。
(2)多層擺動(dòng)焊的層間重熔區(qū)熔合良好,多層多道焊卻出現(xiàn)了明顯的未熔合缺陷。多層擺動(dòng)焊和多層多道焊的層間組織由于經(jīng)過了多次的熱輸入,重熔之后晶粒變得細(xì)小均勻。
(3)多層多道焊的晶粒平均尺寸為3.8 μm,多層擺動(dòng)焊的晶粒平均尺寸為5.1 μm;多層擺動(dòng)焊的熱影響區(qū)寬度大約為135 μm,多層多道焊熱影響區(qū)寬度大約為171 μm。
(4)在距離底層15 mm時(shí),硬度最低的位置一般處于熱影響區(qū);在距離底層高6 mm時(shí),會(huì)發(fā)現(xiàn)焊縫區(qū)的硬度大部分低于熱影響區(qū)。通過對(duì)比分析,多層多道焊的硬度平均值高于多層擺動(dòng)焊。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
