旋轉(zhuǎn)軸式超聲波焊接工藝參數(shù)測量及分析
2020-10-28 12:09:30李平陳啟愉李小民黃棟王宇
焊接 2020年5期
關(guān)鍵詞:工藝
李平,陳啟愉,李小民,黃棟,王宇
(廣東省智能制造研究所,廣州 510651)
0 前言
醫(yī)用升溫毯是一種在手術(shù)過程中持續(xù)保持病人體溫的透氣毯,該毯由兩層PP無紡布以一定方式封閉結(jié)合而成,緊貼病人皮膚一面的升溫毯有孔眼,通過向毯的夾層吹入熱氣體,溫熱的氣體再由孔眼釋放出來,從而圍繞在患者周圍,達到保持患者體溫的目的[1-2]。兩層無紡布需通過特定方式將四周縫合并達到一定結(jié)合強度,保證充熱氣過程中不爆開。傳統(tǒng)上常采用熱合機或高溫模具實現(xiàn)邊的焊合,該方式對模具的恒溫控制及長尺寸模具的溫度一致性有較高要求,同時高溫模具需與無紡布隔離以防止誤焊或過焊,且須設(shè)置防燙安全防護措施以保證操作人員安全。相比傳統(tǒng)熱焊方式,超聲波焊接的優(yōu)勢明顯。其原理是利用縱波的波峰傳遞振幅到無紡布的縫隙,在加壓的情況下使兩層無紡布接觸部位高頻摩擦,分子間急速產(chǎn)生熱量、熔融固化而實現(xiàn)焊接[3],具有短時、低溫及環(huán)保的特點。
目前,許多研究者對超聲波焊接工藝參數(shù)開展了相關(guān)研究。張凱[4]研制了在預熱下錐形口罩耳帶超聲波焊接裝置,并通過試驗獲知在75 ℃預熱、0.5 MPa壓力下較理想的成形結(jié)果。王衛(wèi)玉[5]研制了無紡布電機消音棉超聲波焊接裝置,并通過焊接試驗及實物結(jié)合特征比對觀察,得到0.5 MPa壓力、保壓1.1 s時能達到理想成型效果。二者均采用超聲點焊方式,焊接工藝參數(shù)對產(chǎn)品質(zhì)量的影響程度無法判斷。另外,趙玉津等[6]采用正交試驗方法對鋁銅的焊接工藝參數(shù)進行研究,明確了焊接能量對焊接接頭的拉伸力影響最大,并得到了最優(yōu)工藝參數(shù)。趙德望等[7]針對鎂鈦異質(zhì)金屬的超聲波焊接工藝參數(shù)進行了研究,通過全試驗、極差及方差分析得到焊接壓力是最顯著影響因素,其次是焊接時間和焊接振幅,并明確了參數(shù)間的交互作用對性能也有顯著的影響。但所采用的試驗分析方法都是針對金屬材料,并未對PP無紡布材料進行研究探討。
文中采用正交試驗設(shè)計方法,通過測量獲得各焊接工藝參數(shù)的水平值,以PP無紡布超聲波焊接花紋處的結(jié)合力大小為試驗指標,運用極差法和方差法分析超聲波焊接工藝參數(shù)對結(jié)合強度的影響程度,以確定旋轉(zhuǎn)軸式超聲波焊接的最優(yōu)工藝參數(shù)。
1 試驗材料、試驗路線及超聲波焊接裝置
醫(yī)用升溫毯由兩層PP無紡布組成,無紡布單側(cè)表面覆有薄膜(材料為PE)。超聲波裝置工作過程中產(chǎn)生高頻振動使無紡布接觸部位高頻摩擦,繼而溫度上升使薄膜層和纖維層熔融結(jié)合。從升溫毯上截取的試樣尺寸及焊接位置如圖1所示,試樣尺寸為150 mm × 30 mm,網(wǎng)狀花紋焊接寬度為10 mm,廢料裁切刃口距離花紋右側(cè)10 mm。
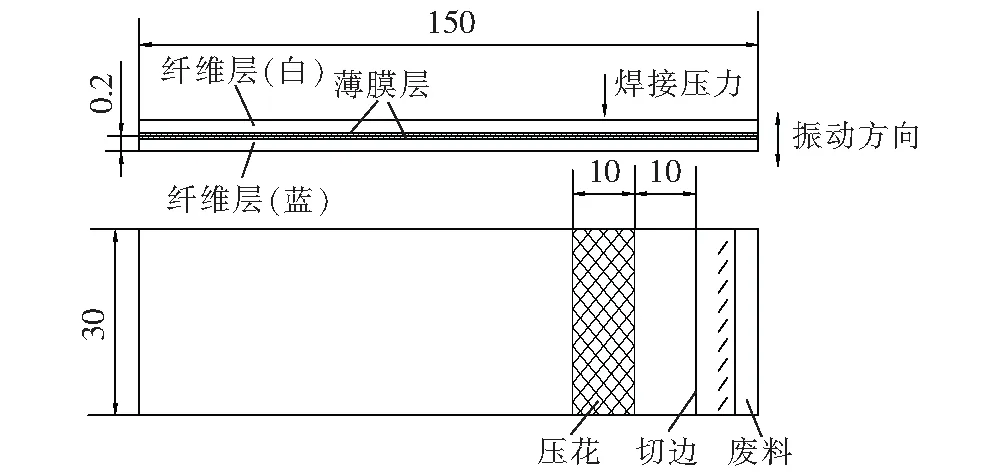
圖1 試樣尺寸及焊接位置圖
為確定旋轉(zhuǎn)軸式超聲波焊接的最優(yōu)工藝參數(shù),設(shè)計了正交試驗技術(shù)路線,如圖2所示。

圖2 正交試驗技術(shù)路線
根據(jù)焊邊及廢料切除的功能要求,設(shè)計了圓柱形的超聲波焊接上模,模具上設(shè)置有雕花網(wǎng)紋圓柱及切邊刃口圓柱,通過兩個軸徑的尺寸公差控制,可在焊接過程中同時實現(xiàn)邊合焊接及廢料切除,具體結(jié)構(gòu)形式如圖3所示。
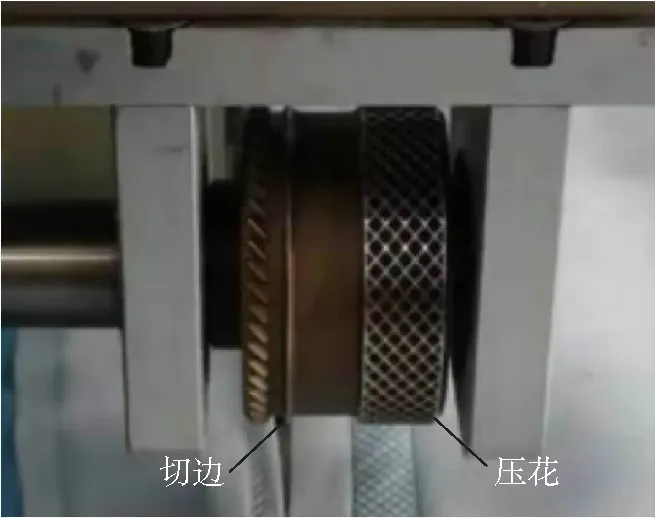
圖3 超聲波焊接上模結(jié)構(gòu)
作為超聲波振動激勵的下模為上端平面、外徑45 mm的圓柱形鋼模。超聲波焊接裝置采用專用超聲波發(fā)生器,其頻率為20 kHz,功率3 kW,具備3檔功率可調(diào)功能,可輸出不同大小超聲波振幅。根據(jù)超聲波焊接的原理設(shè)計了旋轉(zhuǎn)軸式超聲波焊接裝置,具體結(jié)構(gòu)組成如圖4所示。
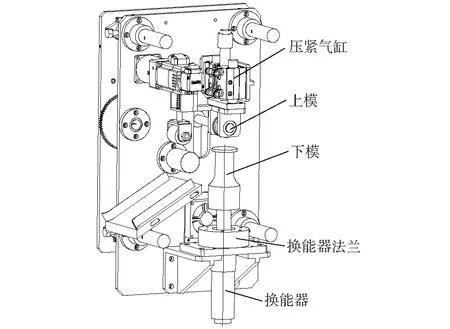
圖4 旋轉(zhuǎn)軸式超聲波焊接裝置
2 焊接工藝參數(shù)測量及正交試驗設(shè)計
文中研究的旋轉(zhuǎn)軸式超聲波焊接過程,影響無紡布焊接質(zhì)量的3個主要工藝參數(shù)為旋轉(zhuǎn)軸轉(zhuǎn)速、焊接壓力、振幅,三者彼此相互獨立、交互作用較小,故在正交試驗中將忽略此3因素間的交互作用。采用的超聲波焊接裝置具備3個功率檔位,通過廣陸數(shù)字測控的0~12.7 mm數(shù)顯千分表測量該裝置空載狀態(tài)下各功率檔位的焊接模具振幅值,具體參數(shù)見表1。

表1 焊接模具的振幅 mm
文中采用亞德客SR200調(diào)壓閥調(diào)節(jié)并讀取焊接壓力值,當超聲波焊接的壓力低于0.22 MPa時,因氣壓過低使氣缸運行阻滯,導致被焊無紡布的焊接深度不夠,結(jié)合強度達不到要求;當壓力高于0.4 MPa時,易出現(xiàn)無紡布瓷化脆裂現(xiàn)象,故焊接壓力宜在0.22~0.4 MPa范圍內(nèi)選取,計算得到焊接壓力中間水平2的理論值為0.31 MPa,但由于壓力表的最小刻度為0.2 MPa,為試驗調(diào)節(jié)方便,壓力水平2設(shè)置為0.3 MPa。旋轉(zhuǎn)軸旋轉(zhuǎn)速度的快慢直接影響焊接時間長短。基于當前生產(chǎn)速度要求的80 mm/s,同時為考量不同生產(chǎn)速度下焊接質(zhì)量狀態(tài),分別在其兩側(cè)選取75 mm/s和85 mm/s作為試驗參數(shù)水平,采用手持式轉(zhuǎn)速儀測量上模軸心在焊接過程的實際旋轉(zhuǎn)速度,分別得到對應生產(chǎn)速度下的旋轉(zhuǎn)速度為31.85 r/min,33.97 r/min,36.09 r/min。
因此,在該正交試驗中將旋轉(zhuǎn)軸旋轉(zhuǎn)速度(r/min)、焊接壓力(MPa)、焊接振幅(μm)分別設(shè)為因素A、因素B、因素C,并且旋轉(zhuǎn)軸旋轉(zhuǎn)速度、焊接壓力和焊接振幅設(shè)定為3水平,根據(jù)測定值得到具體水平見表2。
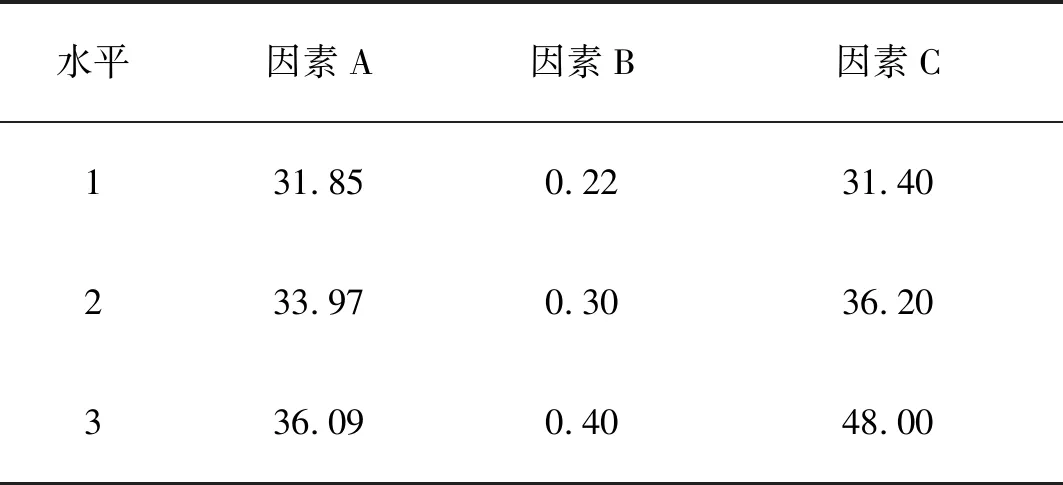
表2 正交試驗因素水平表
基于正交表 L9(34)進行試驗,分別在不同因素水平下焊接無紡布,取試驗號2的樣品在Sinpo視覺影像測量儀下觀察焊接花紋,其紋路形貌特征如圖5所示,可見纖維層已熔融。
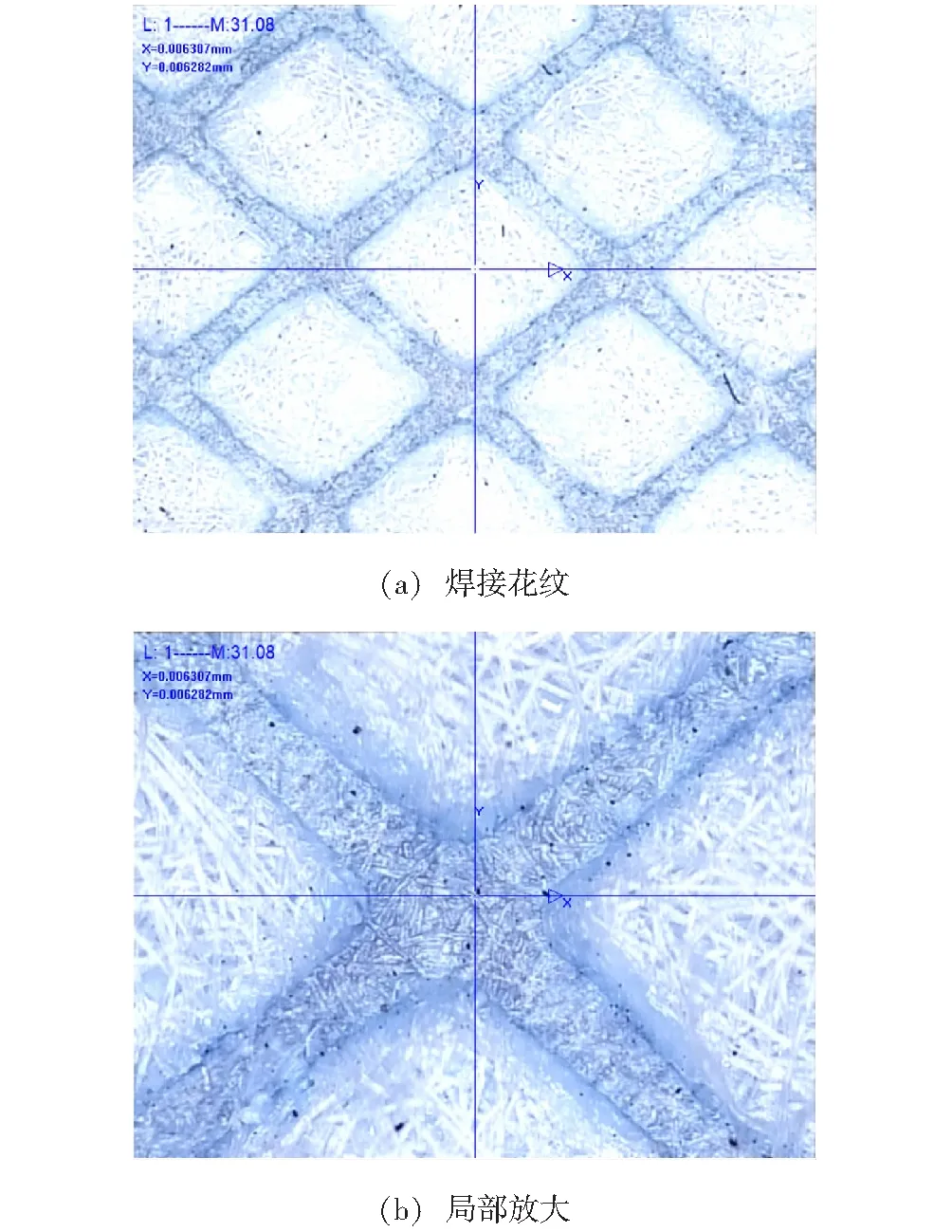
圖5 焊接花紋形貌特征
焊接花紋斷面及切邊斷面的形貌特征如圖6所示,兩層無紡布熔接狀態(tài)良好。
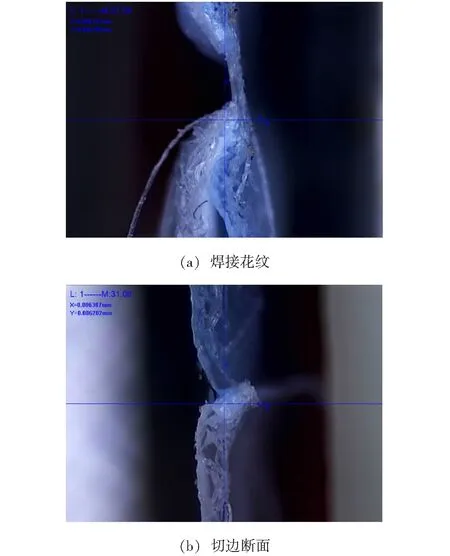
圖6 焊接花紋及切邊斷面的形貌特征
文中以拉伸試驗中無紡布焊接花紋處的結(jié)合力為試驗指標,測量過程中保證被測樣品的拉斷部位在焊接結(jié)合處,母材斷裂的樣品不計入統(tǒng)計結(jié)果。如圖7所示,采用萬能試驗機測量焊接成品的結(jié)合力大小,拉伸速率設(shè)置為2 cm/min,每組試驗進行3次測試,結(jié)合力取3次測試的平均值。
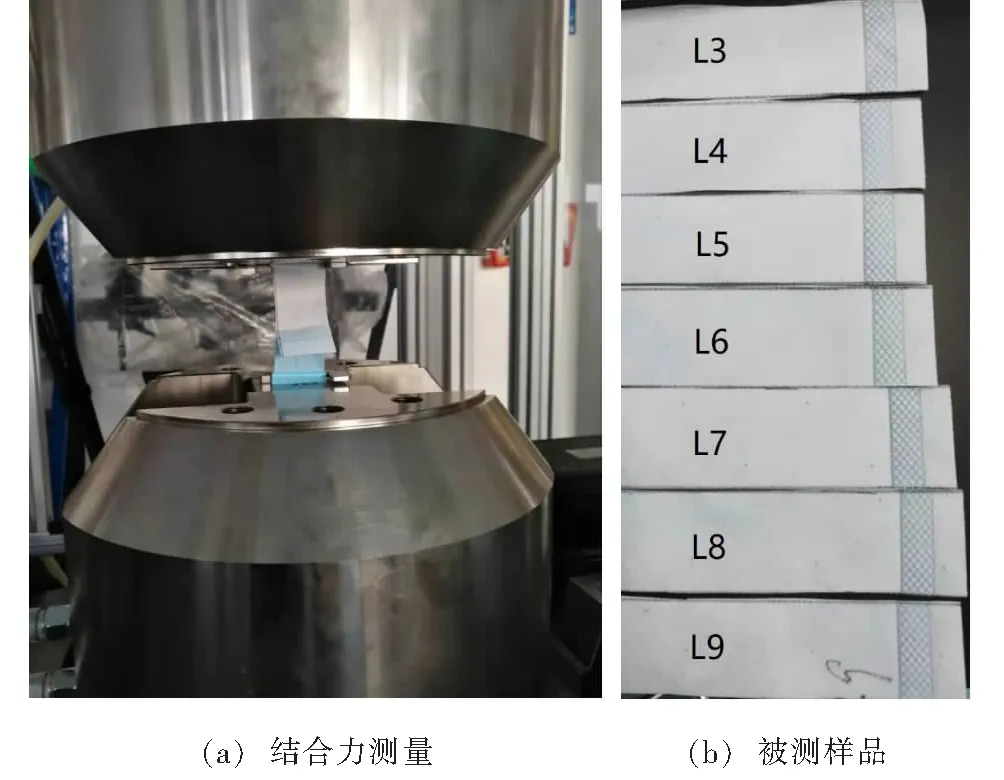
圖7 焊接花紋處的結(jié)合力測量及被測樣品
3 正交試驗結(jié)果分析
正交試驗結(jié)果見表3,可以看出第3號試樣(A1B3C3)的結(jié)合力最高,為17.118 N,但是否為最優(yōu)參數(shù)仍需要進一步分析。
極差法適用于分析各因素對試驗指標的影響程度,及確定最優(yōu)試驗方案,其計算式為:
(1)


表3 正交試驗及試驗結(jié)果
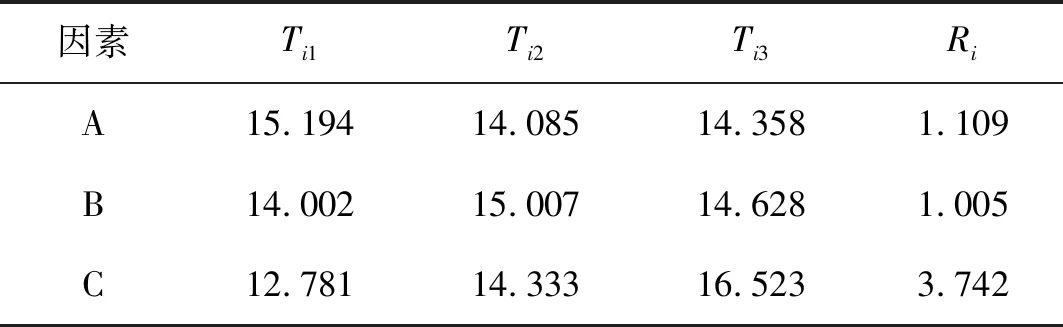
表4 正交試驗極差分析結(jié)果
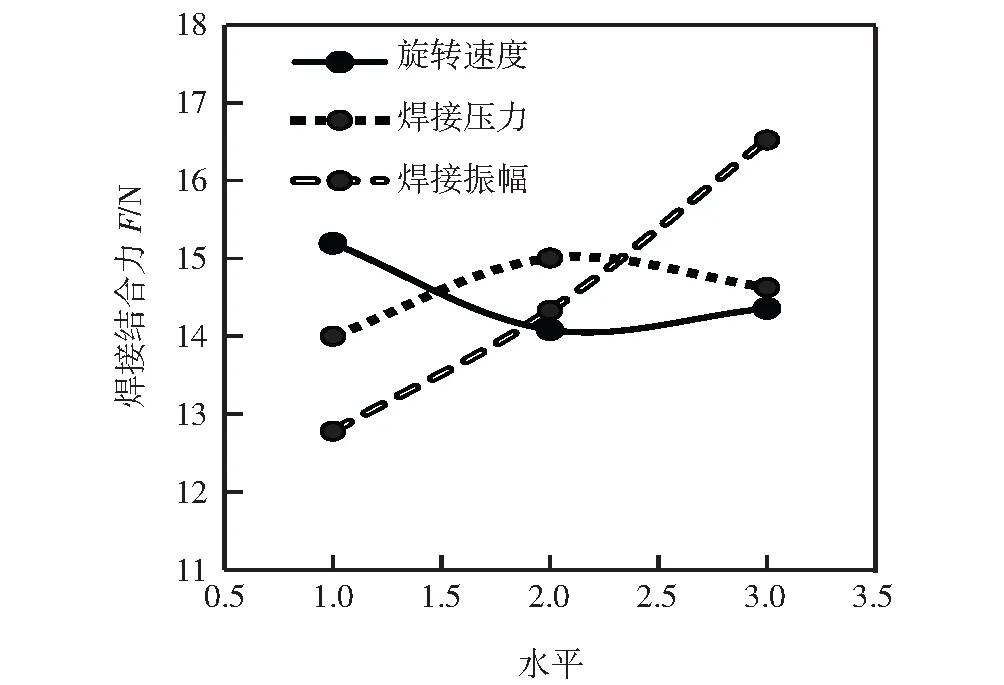
圖8 Tij變化趨勢圖
方差分析是科學試驗及數(shù)據(jù)統(tǒng)計分析中的重要方法之一[8],它主要用于對試驗結(jié)果數(shù)據(jù)變動的分析,了解哪些因素對指標產(chǎn)生顯著影響。該研究對試驗數(shù)據(jù)進行方差分析的結(jié)果見表5,進一步探討了焊接工藝參數(shù)對焊接質(zhì)量的影響。
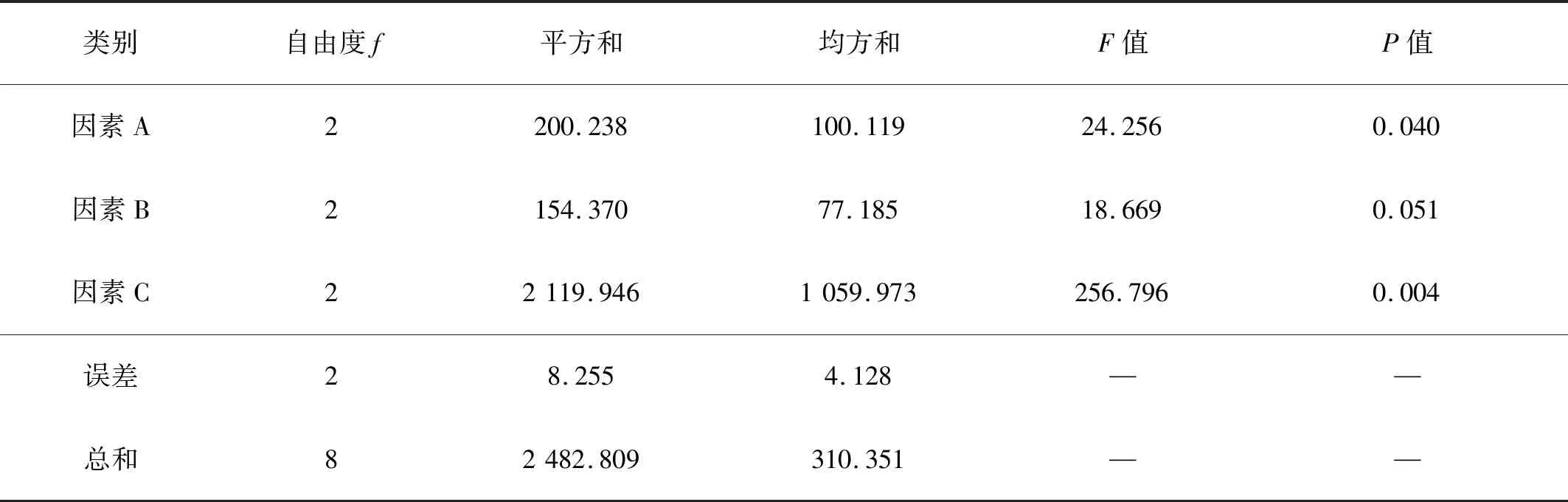
表5 正交試驗方差分析結(jié)果
通過分析可以看出,振幅的F=256.796>F0.95;2,2=19。F1-α;x,y為方差分析中F值的對比值,其中:α代表顯著性水平;x代表來源的自由度;y代表誤差自由度。當來源的F>F1-α;x,y時,證明存在顯著性差異;旋轉(zhuǎn)軸旋轉(zhuǎn)速度F=24.256>F0.95;2,2=19,焊接壓力F=18.669 (1)隨超聲波振幅的增大,無紡布的焊接結(jié)合強度增強,旋轉(zhuǎn)軸旋轉(zhuǎn)速度越快使得焊接時間越短,從而會降低焊接結(jié)合強度,而當無紡布被模具壓實后單獨增大壓力對焊接質(zhì)量影響并不顯著。 (2)通過正交試驗分析獲得了旋轉(zhuǎn)軸式超聲波焊接PP無紡布材料的最優(yōu)焊接工藝參數(shù),具體為旋轉(zhuǎn)軸旋轉(zhuǎn)速度31.85 r/min、焊接壓力0.3 MPa、焊接振幅48 μm。4 結(jié)論
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
