飛機(jī)機(jī)翼翼梁類零件變形控制方法研究
2020-10-30 03:21:10王聰陳波
航空工程進(jìn)展 2020年5期
王聰,陳波
(1.航空工業(yè)西安飛機(jī)工業(yè)(集團(tuán))有限責(zé)任公司 數(shù)控加工廠, 西安 710089)
(2.航空工業(yè)西安飛機(jī)工業(yè)(集團(tuán))有限責(zé)任公司 技改基建部, 西安 710089)
0 引 言
飛機(jī)零件的主要承力部件可以分為梁、框、肋、壁板、長(zhǎng)桁、接頭等類型,隨著國(guó)內(nèi)航空產(chǎn)業(yè)的蓬勃發(fā)展,飛機(jī)零件的發(fā)展趨勢(shì)逐漸向高精度、大尺寸、復(fù)雜化發(fā)展。多類型飛機(jī)結(jié)構(gòu)件尺寸持續(xù)加大,為了保證大尺寸結(jié)構(gòu)件滿足高精度裝配的要求,對(duì)零件的制造提出了更高的要求,不僅要求其具有良好的剛性,同時(shí)還要滿足輕量化的要求。但是,很多飛機(jī)零部件具有截面積小而整體輪廓尺寸過大的特點(diǎn),導(dǎo)致其在加工過程中,隨著零件剛性的降低,極易產(chǎn)生振動(dòng),影響零件的加工精度與表面質(zhì)量,因此需要采用更高的標(biāo)準(zhǔn)、更好的工藝[1]。飛機(jī)零件在實(shí)際加工過程中需要進(jìn)行相應(yīng)的加工變形控制,例如提高顫振穩(wěn)定性,進(jìn)行誤差補(bǔ)償?shù)萚2-5]。由于加工效率高,加工的零件變形小,表面精度高,生產(chǎn)成本低等優(yōu)勢(shì),高速切削加工成為目前滿足飛機(jī)零部件加工精度需求的主要加工方式[6-10]。此外,零件的加工精度還受到刀具長(zhǎng)度、工件形狀及裝夾方式等因素的影響,需要在加工前進(jìn)行全面考慮[11-13]。
梁類零件以鋁合金材料為主,其具體加工步驟大致分為粗銑,半精銑與精銑等過程。作為機(jī)翼裝配定位的基準(zhǔn)零件,梁類零件的精度會(huì)對(duì)機(jī)翼的整體裝配產(chǎn)生很大影響,如何減少梁類零件在加工過程中的變形,提高加工零件制造精度就顯得尤為重要。梁類零件從結(jié)構(gòu)特點(diǎn)上可分為雙面梁和單面梁兩種,雙面梁的加工雖然更復(fù)雜,但是由于零件材料從兩面去除,導(dǎo)致零件的槽腔深度淺且兩面的材料去除量幾乎一致,零件的變形比較容易控制;反而是單面梁,零件材料從一側(cè)去除,材料去除量不均勻,且零件槽腔較深,加工過程中變形很大,難以控制。通過零件實(shí)際加工情況的經(jīng)驗(yàn)分析,單面梁類零件加工材料去除量較大(最高達(dá)94%以上),加工周期長(zhǎng),該類零件的翹曲及扭曲變形問題難以被克服,關(guān)鍵工藝流程的控制及理論修正補(bǔ)償成了零件質(zhì)量的技術(shù)攻關(guān)難點(diǎn)。張?jiān)姷萚14]通過采用逐層加工,非對(duì)稱加工以及分散加工三種加工方式來(lái)達(dá)到最大限度減小變形的效果;針對(duì)細(xì)長(zhǎng)梁類零件,安衛(wèi)星[15]在原有的加工方案基礎(chǔ)上進(jìn)行工藝方法與編程方式的優(yōu)化,以達(dá)到有效控制長(zhǎng)梁類零件變形的目的;谷妍[16]給出一種高速銑削的有效加工方案,通過實(shí)際加工驗(yàn)證了方案的有效性;黃樂明[17]提出一種針對(duì)短梁類零件的工藝優(yōu)化措施,推進(jìn)相應(yīng)零件生產(chǎn)工藝與產(chǎn)品性能的改善;卞偉宇等[18]針對(duì)典型的鈦合金梁類零件,從工件的定位裝夾方式入手,結(jié)合新的工序安排,完成具體的工藝方案改進(jìn)。
有限元軟件的發(fā)展也為控制零件加工變形開創(chuàng)了新的思路,通過采用有限元方法對(duì)不同工藝參數(shù)的加工過程進(jìn)行仿真,或者根據(jù)得到的表面殘余應(yīng)力來(lái)預(yù)測(cè)變形,進(jìn)而完成加工過程的變形補(bǔ)償[19-23]。
上述的多種變形控制方法都是通過優(yōu)化工藝方案、參數(shù)、工裝定位等減小零件加工中產(chǎn)生的變形,但只要存在機(jī)械加工,零件的變形必然存在。
本文結(jié)合現(xiàn)有零件平面度控制方法在實(shí)際生產(chǎn)過程中的具體數(shù)據(jù),提出一種梁類零件變形控制方法,優(yōu)化梁基準(zhǔn)面修正時(shí)的余量分布,根據(jù)余量創(chuàng)新基準(zhǔn)面過修正的方法(通過人為方式預(yù)先引入反方向的變形,抵消零件加工中產(chǎn)生的變形),旨在改善數(shù)控加工階段零件的平面度狀態(tài),實(shí)現(xiàn)工藝改進(jìn)與變形控制。
1 典型零件介紹
某機(jī)型外翼內(nèi)后梁及單面梁典型結(jié)構(gòu)如圖1~圖2所示,毛料尺寸3 620 mm×1 580 mm×155 mm,共兩件,材料為7050-T7451,零件凈質(zhì)量114 kg,毛料質(zhì)量1 241 kg,零件為單面梁結(jié)構(gòu)形式,底面為梁基準(zhǔn)面,另一面為帶肋位筋,加強(qiáng)筋槽腔結(jié)構(gòu),可以在保證零件強(qiáng)度與壽命的強(qiáng)度下零件更加的輕量化[24-26]。由于零件的結(jié)構(gòu)特點(diǎn),材料的去除95%發(fā)生在槽腔面,從材料變形角度考慮,為降低因材料去除正反面不均衡造成的變形,將毛料余量盡可能地分配在無(wú)筋的基準(zhǔn)面一側(cè)去除。即便如此,零件的加工變形依然存在,需要采用其他加工方法來(lái)減小零件變形。

圖1 某機(jī)型外翼內(nèi)后梁
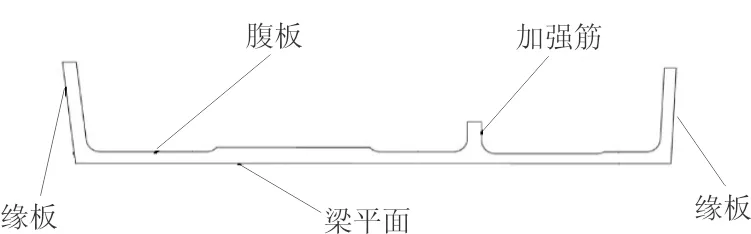
圖2 單面梁典型結(jié)構(gòu)
梁類零件的加工通常將粗加工和精加工分開,粗加工機(jī)床需用機(jī)床平臺(tái)較為開敞的三坐標(biāo)高速銑床加工,三坐標(biāo)的主軸剛性相對(duì)加穩(wěn)定,高速銑削的加工方法有利于降低材料的加工殘余應(yīng)力,減小變形;精加工機(jī)床通常選用五坐標(biāo)高速龍門銑設(shè)備,梁的外形為理論外形面,部分筋位為肋的定位面,帶角度,需要五坐標(biāo)機(jī)床才能完成加工,同時(shí)高速銑能夠降低零件的殘余應(yīng)力,有利于零件變形的控制。
通過對(duì)批產(chǎn)零件的數(shù)據(jù)分析,零件主要的變形反映在馬刀彎、長(zhǎng)度延展、平面度翹曲方面。本文主要闡述平面度翹曲變形的控制方法。通過對(duì)數(shù)十架零件翹曲變形的測(cè)量,記錄及分析總結(jié),零件的變形趨勢(shì)如圖3所示。
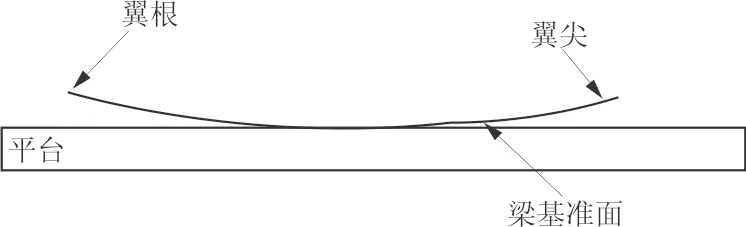
圖3 梁類零件翹曲變形示意圖
對(duì)于此類零件的加工,零件的翹曲變形主要受零件兩面材料去除量不均勻、設(shè)備精度、環(huán)境溫濕度、加工流程、材料應(yīng)力釋放等方面的影響。
2 典型零件加工流程及變形控制方法
梁零件的加工流程相對(duì)簡(jiǎn)單,一般根據(jù)梁基準(zhǔn)面的結(jié)構(gòu)來(lái)確定精加工的方案。以某型機(jī)內(nèi)后梁為例,因基準(zhǔn)面有一處凹槽,故精加工采取2工位加工,此零件的加工流程分為5個(gè)工位進(jìn)行,分別為粗加工2個(gè)工位,修基準(zhǔn)1個(gè)工位,精加工2個(gè)工位。零件的加工流程如圖4所示。

圖4 梁類零件的典型加工流程
2.1 加工過程檢測(cè)方法
為了更準(zhǔn)確的記錄加工過程中零件的變形情況,對(duì)零件上的16處位置(如圖5所示)的翹曲變形情況進(jìn)行記錄,確定零件的變形趨勢(shì)。精加工前的檢測(cè)方法為將零件自由放置在機(jī)床平臺(tái)上,用百分表檢查零件上表面,按圖5所示位置記錄變形量,精加工后的檢測(cè)方法為將零件基準(zhǔn)面貼合平臺(tái),用塞尺檢查各檢測(cè)位置間隙,并進(jìn)行記錄。

圖5 平面度檢測(cè)位置圖
通過數(shù)據(jù)的積累,長(zhǎng)度為3 500 mm,厚度為150 mm尺寸級(jí)別的梁類零件(粗加工余量設(shè)置如表1所示),粗加工過程中,零件的翹曲量為2.5~4 mm,精加工過程中零件的翹曲量為1.5~2 mm,加工流程中的修正梁基準(zhǔn)面是決定整個(gè)零件加工完成后翹曲變形量的最重要環(huán)節(jié),此環(huán)節(jié)控制的好壞直接影響著零件粗加工變形是否直接疊加給精加工,直接決定零件最終的變形量。

表1 典型結(jié)構(gòu)粗加工余量設(shè)置
2.2 加工過程控制方法
(1)粗加工余量設(shè)置及工藝設(shè)計(jì)
粗加工的目標(biāo)是快速地去除余量,提高工作效率。該零件除梁基準(zhǔn)面留2 mm余量外,其余部位余量全部按3 mm設(shè)置。加工機(jī)床采用三坐標(biāo)龍門銑床,原材料采用套料形式,一次加工兩件產(chǎn)品。加工刀具選取大直徑刀具,例如φ40 mm,長(zhǎng)短刀分開,短刀加工槽腔上半部分,采取層優(yōu)先的方式進(jìn)行,在保證高效加工的同時(shí),層優(yōu)先有利于減小零件變形;槽腔的下半部分,采用長(zhǎng)刀進(jìn)行,依然采用層優(yōu)先方式加工,加工效率按上半部分適當(dāng)降低。長(zhǎng)短刀及層優(yōu)先的加工方法使得零件的毛料去除在各區(qū)域內(nèi)均勻進(jìn)行,有利于零件材料內(nèi)形力平衡,不易造成材料內(nèi)應(yīng)力的不規(guī)則變化,有利于變形的控制。
(2)精加工前修整基準(zhǔn)
粗加工完成后,自然時(shí)效48 h,然后開始進(jìn)行修正零件基準(zhǔn)面,如圖6所示。基準(zhǔn)面的修正量必須要大于零件粗加工的變形量,即必須超過最少修正面,但是不能超過零件正反兩面的精加工余量之和,即不能超過最大修正面。最少修正面可以徹底消除零件粗加工的變形,使得零件最終的變形只受精加工變形的影響,與粗加工變形無(wú)關(guān)。最大修正面,可以保證修正完成后,槽腔面的余量最小,精加工變形最小,理論上可以滿足零件的加工要求,但是為了降低零件的質(zhì)量風(fēng)險(xiǎn),保證零件能夠正常加工完成,修正時(shí),不建議按最大修正面進(jìn)行加工,最少給槽腔面留0.5 mm加工余量。
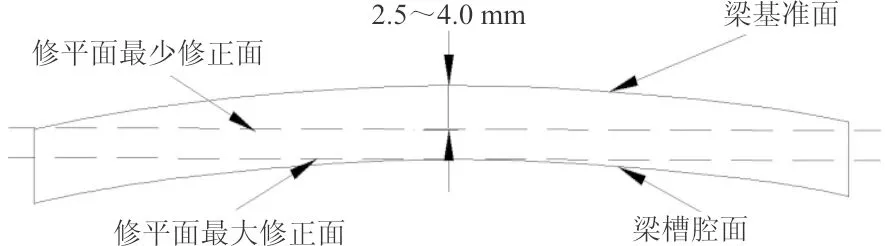
圖6 修正基準(zhǔn)示意圖
上述修正方法只用于零件粗加工變形的消除,不能消除零件精加工的變形,即使精加工采用高速銑設(shè)備等一系列較小變形的控制手段,變形依然存在,無(wú)法在加工過程中消除。對(duì)于零件平面度要求嚴(yán)格的零件,可采用基準(zhǔn)過修正方法,該方法需要大量的精加工變形數(shù)據(jù)積累,在修正基準(zhǔn)時(shí),人為進(jìn)行過修正,過修正量必須參考同類零件精加工過程的變形量數(shù)據(jù)積累,如圖7所示。該方法有待進(jìn)一步試驗(yàn)驗(yàn)證。

圖7 基準(zhǔn)過修正示意圖
基準(zhǔn)過修正原理為:通過對(duì)零件精加工變形量的積累和分析,確定該零件精加工的平均變形量,在精加工前修正基準(zhǔn)時(shí),將零件進(jìn)行裝夾(人為向上施力,增加零件變形量),然后進(jìn)行修正,如圖7所示。修正完成后,零件在自由狀態(tài)下應(yīng)為兩頭高中間低的凹曲面狀態(tài),與精加工變形狀態(tài)及趨勢(shì)相反。精加工過程中,過修正量h與槽腔面的加工變形相抵消(部分抵消),從而減小零件最終變形,改善零件的平面度狀態(tài),在此過程中,需要保證零件的粗加工變形量與過修正量之和不大于零件正反面的余量之和。
(3)精加工工藝設(shè)計(jì)
梁基準(zhǔn)面加工完成后,零件最終的變形量基本確定,槽腔面的精加工方法只能很小程度改善零件的變形狀態(tài),但是依舊需要研究和總結(jié),掌握其變形規(guī)律,在加工過程中逐漸克服。
精加工的加工流程一般為:預(yù)精銑腹板-精銑腹板-精銑筋高緣板高-精銑緣板厚-精銑筋厚-卸外形。整個(gè)過程中的重點(diǎn)工作是確定最優(yōu)的加工刀具和加工參數(shù)方案,在發(fā)揮機(jī)床性能的同時(shí),提高零件加工效率。細(xì)節(jié)化編程方面,同一槽腔的上中部和根部依據(jù)加工余量的不同,采用不同的切深切寬和切削速度,提高零件加工效率和表面質(zhì)量。
通過對(duì)上述變形控制方法的研究、試驗(yàn),試驗(yàn)前對(duì)10件樣本按圖5的位置進(jìn)行檢測(cè)并記錄,平面度值最大3.35 mm,最小2.5 mm。經(jīng)過11件樣本的加工試驗(yàn),試驗(yàn)完成后記錄零件的平面度值,最大為1.6 mm,最小為1.3 mm,試驗(yàn)前后各樣本平面度值記錄如表2所示。

表2 試驗(yàn)前后平面度記錄表
3 結(jié) 論
(1) 本文所提的研究方法使得零件在加工過程中的平面度得到明顯改善,其平面度值由2.5~3.35 mm提升至當(dāng)前的1.5 mm,達(dá)到數(shù)控加工階段穩(wěn)定、可控的平面度控制量,同時(shí)又具備穩(wěn)定生產(chǎn)的能力。
(2) 該方法不僅可用于梁類零件的變形改善,還可根據(jù)實(shí)際情況推廣至壁板類、肋類零件,改善數(shù)控加工階段零件的平面度,降低裝配的難度及裝配應(yīng)力。
猜你喜歡
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
兒童故事畫報(bào)(2019年5期)2019-05-26 14:26:14
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長(zhǎng)指南(2015年7期)2015-08-11 15:03:12
小雪花·成長(zhǎng)指南(2015年4期)2015-05-19 14:47:56
