淺析非調整型鋅鎳合金產品開發及應用
2020-10-30 15:15:52柴正龍聶文斌丁旭胡如忠魏源李永華
世界有色金屬 2020年16期
柴正龍,聶文斌,丁旭,胡如忠,魏源,李永華
(1.云南馳宏鋅鍺股份有限公司,云南 曲靖,655000;2.云南馳宏資源綜合利用有限公司,云南 曲靖,655000)
目前,國內超高壓輸變電發展迅速,推動了輸變電鐵塔行業的快速發展。項目組組織調研云南省內近百家輸變電鐵塔熱浸鍍企業,都是使用鋅鎳合金熱浸鍍鋅。市場上均使用鋅鎳中間合金,重量10kg,含鎳1%~10%左右,熱浸鍍鋅合企業在熱浸鍍輸變電鐵塔時,需要重新配制鋅鎳合金,將鎳降到0.04%,配制合金技術難度較大,且成分配制穩定性較差,經常會影響鍍鋅效果,出現鍍層表面發黑,超厚的現象。經過多次攻關試驗,成功開發含鎳0.04%的合金,可以直接熔化用于浸鍍,減少了配制合金過程中的鋅損失,且成分穩定,鍍層均勻,防止漏鍍,增強鍍層表面的光潔度、美譽度、耐蝕性,該品種合金已經成功走向市場。
1 鋅鎳合金成分選擇
熱浸鋅鎳合金鍍層商品名稱為“Technigalva”,技術是80年代中后期,北美、西歐和澳大利亞發展的一種新技術,Zn-Ni合金相圖見圖1:
鋅鎳原子序數接近,難點在合金化的過程。根據圖1顯示,在含鎳量0.25%的鋅鎳合金發生共晶,其結晶溫度418.5℃,Zn-0.5%Ni、Zn-1%Ni、Zn-2%Ni三種合金的共熔點分別在440℃、520℃、580℃左右,一般來說,只要超過合金共熔點20℃就可以將另外一種金屬完全熔化。熔煉合金時需要升溫至相應合金熔點以上100℃~150℃,才能保證鎳能充分熔化和縮短熔煉時間,鎳與鋅的熔點相差十分懸殊,其合金化機理是鋅先熔化,已熔化的鋅液包圍著鎳料,并在其表面合金化,是一種擴散溶解的合金化過程,鎳隨熔煉溫度升高和電爐自身攪拌作用而慢慢熔化,鎳的熔化與均勻化是關鍵技術問題,采用電爐熔煉鋅鎳合金,電爐的自身強烈攪拌作用有效解決鋅鎳合金均勻化問題。
本項目開發的鋅鎳合金實現熱浸鍍企業熱浸鍍輸變電鐵塔時無需調整直接浸鍍。故本項目的鋅鎳合金在使用穩定化的同時避免了傳統熱浸鍍鋅中間調整合金的二次重熔配制的能耗。
通過資料查閱、文獻分析和輸變電鐵塔鋼結構件熱浸鍍鋅企業的需求現狀,結合合金相圖、相關理論以及當前鋼構件選材的發展趨勢,通過研究,設計了合金成分(見表1)。

圖1 Zn-Ni合金相圖

表1 鋅鎳合金成分表
2 鋅鎳合金的生產工藝流程
為了加快鎳在鋅液中的熔化速度,經過實驗,采用了帶電磁攪拌的工頻無芯感應電爐,通過鋅液對鎳塊的侵蝕和電磁攪拌加速,能在較短時間實現鎳塊的完全熔化及均勻化過程,所生產的鋅鎳合金錠,可以根據客戶要求,實現10kg~1800kg不等的單錠重量,充分滿足客戶差異化需求。

圖2 鋅鎳合金工藝流程
3 鋅鎳合金性能測試
為了給客戶提供更好的熱浸鍍指導,項目組測試了鋅鎳合金的相關物理性能,結果如下:
3.1 流動性
流動性越好,鍍層越薄,越均勻,有利于熱浸鍍。圖3為鋅鎳合金流動性和溫度之間的關系曲線,圖中可以看出,鋅鎳合金的流動性隨著溫度的升高而變好,440℃~450℃溫度區間,合金的流動性緩慢變好,但流動性改善幅度不大,這一溫度區間為常規的熱浸鍍鋅溫度區間,故當采用鋅鎳合金浴熱浸鍍鋅時,從鋅浴流動性考慮可有一個較寬的溫度區間選擇(440℃ ~450℃)。

圖3 為鋅鎳合金流動性和溫度之間的關系曲線。
3.2 表面張力
表面張力越小,越能促進合金與基材之間的潤濕,熱浸鍍效果更好。圖4為熱鍍鋅鎳合金表面張力和溫度之間的關系曲線,從圖中可以得出,鋅鎳合金的表面張力隨著溫度的升高呈減小趨勢。溫度為450℃和455℃時鋅浴的表面張力值較低。
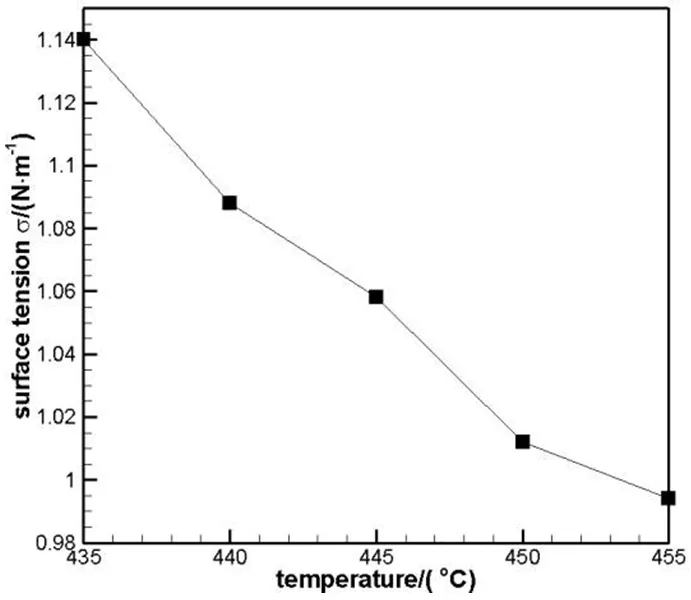
圖4 熱鍍鋅鎳合金表面張力與溫度之間的關系曲線
3.3 組織結構
圖5為450℃+60s 浸鍍條件下鍍層的SEM形貌,從圖中可以得出,純鋅浴和鋅鎳合金浴中獲得的鍍層均由純鋅層和合金相層組成。熱浸鍍鋅層由明顯的δ、ξ、η組成,其中δ相層很薄,ξ相層較厚;熱浸鍍鋅鎳層由明顯的δ、ξ、η組成,其中的δ相層比熱浸鍍鋅層中的δ相層厚,ξ相層比熱浸鍍鋅層中ξ相層薄;熱浸鍍鋅鎳鍍層的厚度比熱浸鍍鋅層要薄,可以節約成本。
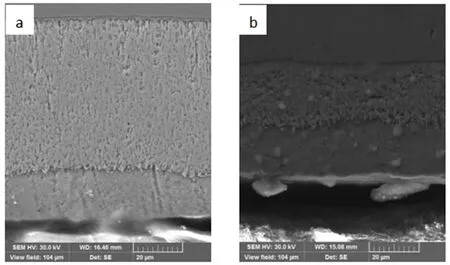
圖5 450℃+60s條件下熱浸鍍鍍層SEM形貌
3.4 鍍層厚度
表2為純鋅浴和鋅鎳合金浴中浸鍍120s不同浸鍍溫度獲得鍍層的厚度。從表中也可以發現,在相同浸鍍時間下,當浸鍍溫度相同或隨著浸鍍溫度的增加,兩種鍍層的厚度都呈增加趨勢,但與熱浸鍍鋅層相比,鋅鎳熱浸鍍層的厚度增加緩慢,且鋅鎳鍍層的厚度低于純鋅鍍層的厚度。表2浸鍍時間120s獲得鍍層的厚度。
3.5 熱浸鍍鋅鎳鍍層的中性鹽霧腐蝕測試及分析
表3為450℃+60s浸鍍獲得兩種鍍層的中性鹽霧腐蝕實驗結果,從腐蝕數據可以得出,當鋅鎳熱浸鍍層比純鋅有更好的耐蝕性能。
3.6 Q235、Q345 牌號基材鋅鎳合金熱浸鍍的適應性測試結果
取Q235、Q345兩種牌號基材角鋼各鍍400片,施鍍過程補加3次鋅鎳合金,補加4次助鍍液。實鍍過程鍍層的外觀質量統計情況如表4所示,統計發現,角鋼各400片實鍍過程,經過3次補加合金、4次補加助鍍液、2次變換浸鍍參數,均能獲得外觀質量合格的鍍層。結合前述溫度對鍍層厚度及合金相層厚度的影響及規律,建議企業合金的熱浸鍍溫度介于440℃~450℃。

表2 浸鍍時間120s獲得鍍層的厚度(μm)

表3 450℃+60s浸鍍鍍層的中性鹽霧腐蝕實驗結果

表4 鋅鎳合金熱鍍實鍍鍍層外觀質量統計情況
4 鋅鎳合金產品開發小結
(1)鋅鎳合金的流動性隨著溫度的升高而變好,表面張力隨著溫度的升高而減低,440℃~450℃溫度區間,合金的流動性波動緩慢,表面張力較小,綜合流動性和鍍層的增厚速率考慮,鋅鎳合金的浸鍍溫度區間可選擇440℃~450℃。
(2)450℃+60s浸鍍條件下鋅鎳鍍層由純鋅層和合金相層組成,鍍層中存在界面明顯的δ、η、ξ;與相同浸鍍條件下的熱浸鍍鋅層對比,鋅鎳鍍層中的δ相層稍厚,ξ相較薄,鍍層總厚度薄。
(3)當浸鍍溫度不變,鋅鎳鍍層的厚度以及合金相層厚度均隨著浸鍍時間的延長而增厚,但增厚速率明顯較熱浸鍍純鋅層緩慢,鎳對合金相層尤其是ξ相的生長有抑制作用,有利于減薄鍍層,降低鋅耗。
(4)鋅鎳合金中的鎳及其它元素具有鍍層減薄作用,相同浸鍍條件下,鋅鎳鍍層的厚度低于純鋅鍍層,減薄的鋅鎳鍍層仍具有優異的耐蝕性能。
(5)與傳統熱浸鍍鋅層對比,鋅鎳合金熱鍍不會產生漏鍍、表面附著顆粒(鋅渣)、色澤不均勻等外觀質量缺陷。鋅鎳合金熱鍍Q345基材時,鍍層表面不產生明顯的暗斑缺陷,合金中鎳及其它元素可以一定程度上抑制桑德林效應。
(6)非調整型鋅鎳合金對于輸變電鐵塔企業具有生產一步到位,不需使用鋅鎳母合金進行調整,加料便捷,產品質量穩定,降低生產成本低等優點。
5 鋅鎳合金產品市場應用
項目組研發的鋅鎳合金第1年銷售1000t左右,主要用于云南省內輸變電鐵塔熱浸鍍。項目組經過市場調研和市場開拓,逐步將鋅鎳合金銷售到省外,不僅僅用于輸變電鐵塔熱浸鍍,還用于鋼屋架、鋼網架、鋼托架、鋼桁架、鋼柱、鋼梁、鋼樓板、鋼支撐、鋼墻架、鋼檁條、鋼平臺、鋼梯、鋼欄桿、零星鋼構等的熱浸鍍,從省外和用途兩個方面大幅拓展了鋅合金的銷售渠道,目前年銷售量在5000t以上,隨著,項目組的不斷開拓市場,鋅鎳合金的銷售在穩步增長。