鋁電解槽陽極電流分布在線監測理論分析計算
2020-10-30 15:15:58張旭貴
世界有色金屬 2020年16期
張旭貴
(中鋁鄭州有色金屬研究院有限公司,河南 鄭州 450041)
鋁電解槽是鋁電解生產過程中最重要的一個環節,在電解槽的運行過程中,槽內的物料平衡與能量平衡狀態都是在不斷的變化,還有諸多因素也影響到槽況的實時變化[1,2]。其中,陽極的工作狀態也直接影響著電流效率、電能消耗、噸鋁陽極碳耗等各項經濟技術指標,因此碳陽極運行狀況也決定著鋁電解槽生產是否正常,若陽極導桿的等距壓降出現不穩定變化,往往會造成陽極局部過熱,改變了電解質的導電性和表面張力等特性,大大突出了電解槽內熔體中的電流分布,改變了陽極電流密度,嚴重危害了鋁電解生產的正常運行,從而影響到鋁電解槽的生產效率和其他重要性能指標[3]。
在預焙電解槽生產過程中,陽極電流分布測量工作是非常關鍵的,也是不得不頻繁進行的項目之一。電解槽焙燒啟動階段,每天必須進行全部陽極的電流分布測量,以檢查陽極工作情況。正常生產期,每組新陽極換上必須測量其電流承擔量,以確定陽極高度設置是否適當,換極質量是否符合要求。生產槽一旦出現異常或陽極病變,首先進行檢測的項目也是陽極電流分布。因此,陽極電流分布的測量工作每天、每班都得進行,電解操作工人和現場技術管理人員都得熟練掌握。目前的電解生產中人員用工緊張,上述工作占據了大量的人力,測量結果也會由于人員的不同操作存在著誤差,測量工作效率也較為低下,需要設計開發出電解槽前快速、便捷、實時在線監控槽陽極電流分布狀況的在線檢測設備,用于對電解槽的生產及時準確地做出指導與報警提示[4]。陽極電流分布的在線檢測可以實時監控電解槽陽極電流分布狀態,出現偏流可以及時調整,為鋁電解槽穩定高效生產提供保障。本文針對鋁電解槽陽極電流分布在線檢測算法進行了理論分析,給出了詳細的計算公式,為鋁電解槽陽極電流分布在線檢測提供理論支持和參考。
1 鋁電解槽在線電流分布計算原理
陽極電流分布計算原理根據電壓與電流之間的關系公式進行計算:

其中,I—陽極電流:
?U—電壓降。
?R—電阻。
由于電解槽陽極大母線為均質鋁導體,每組陽極之間的距離相同,每組平衡母線對應的位置均在兩根陽極導桿之間的正中心,因此,可以通過在陽極母線上采集電信號,檢測分析鋁電解槽陽極電流分布。
2 陽極電流分布實時監測理論計算
以某企業300kA電解槽為例,電信號采集分布圖如圖1所示。
信號采集點為每組陽極導桿對應的大母線的中心位置和平衡母線對應的大母線中心位置(中間平衡母線對應位置為左右兩根大母線的端頭),該企業300kA電解槽共需要布點32個。
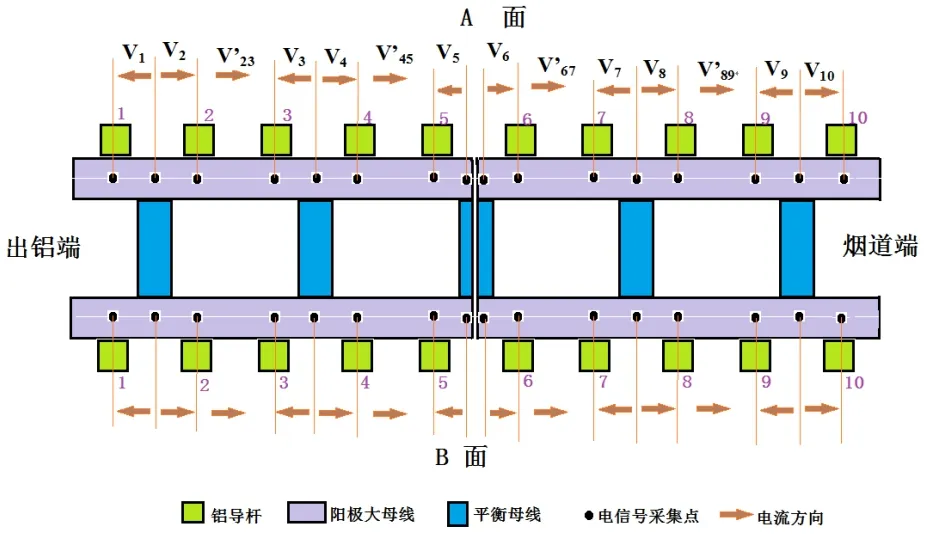
圖1 陽極電流分布實時監測電信號采集分布圖
由于電解槽的A、B面是完全對稱的,其計算原理完全相同,因此只分析計算一面即可。
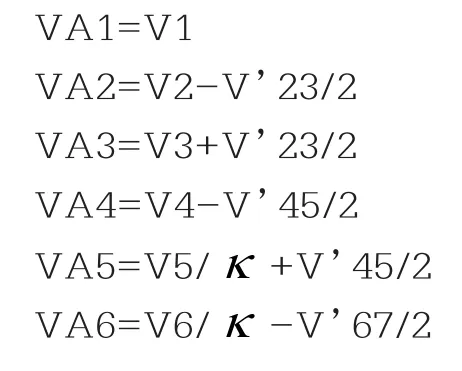
如上圖所示,以計算A面陽極電流分布為例,設V1對應的母線電阻為?R,則V2、V3、V4、V7、V8、V9、V10對應的母線電阻均為?R,而V’23、V’45、V’67、V’89對應的母線電阻為2?R,V5、V6對應的母線電阻為κ?R(κ為小于1的系數,),從而可算出A面陽極的電流分布:

根據上述公式,可算出A面陽極等距壓降:

同理,可算出VB1~VB10,由于計算出的電壓降均為相同電阻下的電壓降,因此,可根據電解槽總電流,計算出每組陽極的電流分布。需要注意的是,布點時,應嚴格按照上圖所示進行布點,正負方向不能接反。
3 結論
鋁電解槽陽極電流分布影響到電解槽的穩定運行,出現偏流會引起電解槽波動,電壓升高,電流效率降低,增加電解槽能耗。陽極電流分布的在線檢測可以實時監控電解槽陽極電流分布狀態,出現偏流可以及時調整,有效解決偏流引起的各種問題,為鋁電解槽穩定高效生產提供保障。
本文給出了鋁電解陽極電流分布在線監測計算原理,并結合某企業300kA系列現場陽極電流分布典型案例,對鋁電解槽陽極電流分布在線檢測算法進行了理論分析,給出了詳細的計算公式,為鋁電解槽陽極電流分布在線檢測提供理論支持和參考。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
中國軍轉民(2017年6期)2018-01-31 02:22:28
海峽科技與產業(2016年3期)2016-05-17 04:32:12