不同有效加熱尺寸對(duì)7A09鋁合金過時(shí)效熱處理性能的影響
2020-10-30 15:16:40張斯博侯漫路
世界有色金屬 2020年16期
張斯博,侯漫路,徐 晶
(沈陽(yáng)航天新光集團(tuán)有限公司,遼寧 沈陽(yáng) 110044)
7A09鋁合金屬于Al-Zn-Mg-Cu系可熱處理強(qiáng)化多元時(shí)效合金是在Al-Zn-Mg三元系基礎(chǔ)上發(fā)展起來的。7A09鋁合金具有高強(qiáng)度、低密度、熱加工性能好等優(yōu)點(diǎn),是航空航天領(lǐng)域的主要結(jié)構(gòu)材料,也是目前世界各國(guó)結(jié)構(gòu)材料開發(fā)的熱點(diǎn)之一[1-6]。
7A09鋁合金的固溶處理工藝是為獲得過飽和固溶體,使Cu、Mg、Zn、Si等這類硬化溶質(zhì)均勻的溶入鋁基體中,以獲得過飽和高密度固溶體,同時(shí)改變鋁合金的過飽和相數(shù)量、晶粒尺寸與形態(tài)、強(qiáng)化元素的固溶度,為后續(xù)熱處理做好組織上的準(zhǔn)備[7]。鍛造鋁合金的時(shí)效工藝以雙級(jí)時(shí)效最為典型[8,9],雖然這種工藝大量犧牲了強(qiáng)度,但是大大改善了合金的斷裂韌性、抗應(yīng)力腐蝕性能。
本試驗(yàn)主要對(duì)7A09鋁合金鍛件不同尺寸和時(shí)效工藝進(jìn)行對(duì)比研究,尋求找到滿足不同尺寸7A09鋁合金鍛件機(jī)械性能的熱處理工藝路線,為實(shí)際生產(chǎn)確定時(shí)效工藝參數(shù)提供參考資料。

表1 試驗(yàn)用7A09合金化學(xué)成分(質(zhì)量分?jǐn)?shù)/%)
1 實(shí)驗(yàn)
試驗(yàn)所用原材料為工廠提供的7A09鋁合金鍛件,其化學(xué)成分見表1:來料工藝流程為:熔煉鑄造、均勻化退火、鋸切車皮、加熱、熱鍛。鍛造工藝為:將φ180mm×90mm和φ130mm×90mm坯料分別拔長(zhǎng)后鐓粗至h=110mm和h=80mm,加熱至430℃~450℃,保溫4h,爐內(nèi)降溫至360℃~380℃,整理后尺寸為130mm×117mm×110mm和120mm×110mm×80mm;結(jié)合生產(chǎn)技術(shù)指標(biāo)需要,將鍛造后材料執(zhí)行CGS1狀態(tài)熱處理,根據(jù)文獻(xiàn)資料提供的數(shù)據(jù)及實(shí)際生產(chǎn)過程中的經(jīng)驗(yàn)積累,確定上述兩種規(guī)格鍛件固溶溫度為470℃±5℃,保溫180min~220min水淬;時(shí)效制度為:一級(jí)時(shí)效熱處理制度105℃~115℃保溫6h~8h,二級(jí)時(shí)效制度:172℃~182℃保溫8h~10h;之后通過對(duì)上述兩種鍛件進(jìn)行力學(xué)性能檢測(cè)和顯微組織分析,研究不同有效厚度對(duì)鍛件熱處理后性能的影響。
2 結(jié)果與分析
將兩種不同尺寸的鍛件分別在心部取三個(gè)試棒加工成標(biāo)準(zhǔn)拉伸試棒進(jìn)行抗拉強(qiáng)度、屈服強(qiáng)度、延伸率等機(jī)械性能檢測(cè),并分別在鍛件的靠近表面部位以及心部取金相試樣進(jìn)行顯微組織分析。兩種不同尺寸的鍛件的機(jī)械性能數(shù)據(jù)如表2、表3所示。
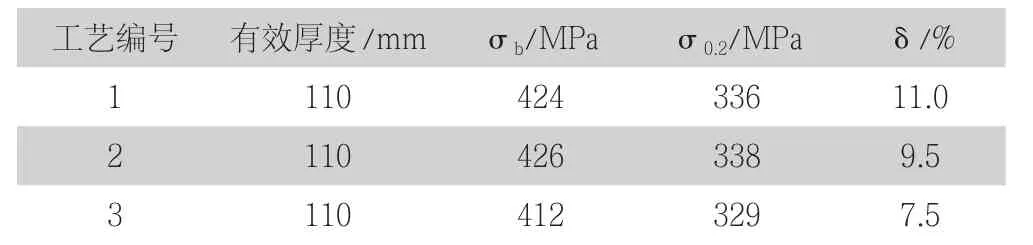
表2 有效厚度為110mm鍛件的機(jī)械性能
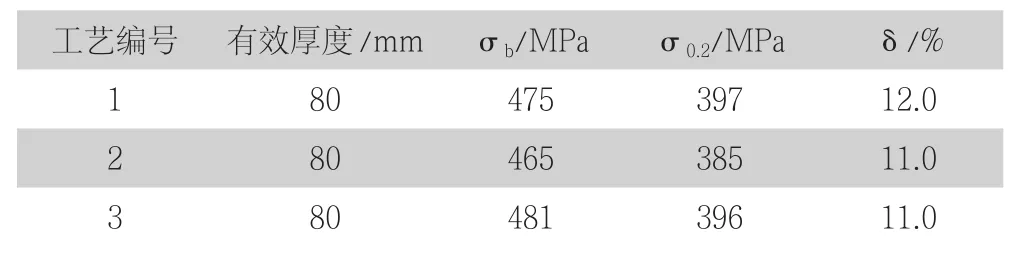
表3 有效厚度為80mm鍛件的機(jī)械性能
2.1 試驗(yàn)機(jī)械性能結(jié)果分析
表2為有效厚度為110mm鍛件的機(jī)械性能,根據(jù)國(guó)家鋁合金鍛件熱處理標(biāo)準(zhǔn),7A09鋁合金材料CGS1狀態(tài)的機(jī)械性能標(biāo)準(zhǔn)參數(shù)為:抗拉強(qiáng)度≥455MPa,屈服強(qiáng)度:385MPa~465MPa,延伸率≥6%。從試驗(yàn)數(shù)據(jù)可以看出:其抗拉強(qiáng)度及屈服強(qiáng)度都沒有達(dá)到標(biāo)準(zhǔn)要求范圍。表3為有效厚度為80mm鍛件的機(jī)械性能,從試驗(yàn)數(shù)據(jù)可以看出,采用同樣的熱處理參數(shù),有效厚度較小的鍛件,其力學(xué)性能指標(biāo)能夠滿足CGS1狀態(tài)國(guó)家標(biāo)準(zhǔn)要求的數(shù)值范圍,并且隨著鍛件有效厚度的減小,抗拉強(qiáng)度、屈服強(qiáng)度呈明顯的上升趨勢(shì),延伸率也有上升。7A09屬于7系鋁合金的一種,其淬火后的過飽和固溶體在人工時(shí)效過程中發(fā)生沉淀析出,其過程是:過飽和固溶體→G.P.區(qū)→η"→η'相(Mg-Zn)→η相(MgZn2),并且這一沉淀析出過程是呈連續(xù)變化的,這種彌散析出沉淀相對(duì)最終的產(chǎn)品的機(jī)械性能起著至關(guān)重要的作用,而有效厚度的大小影響著材料在固溶時(shí)效中第二相的轉(zhuǎn)變速度、轉(zhuǎn)變數(shù)量以及第二相的形態(tài),因此不同的有效厚度的鍛件在進(jìn)行熱處理后其機(jī)械性能存在明顯的差異。
2.2 試驗(yàn)顯微組織結(jié)果分析
7A09鋁合金雙級(jí)時(shí)效中的一級(jí)時(shí)效又稱預(yù)時(shí)效即是形核過程,其G.P.區(qū)是球形的,與基體完全共格,形核功很小,在母相各處皆可形核。在較高溫度下時(shí)效,球形的G.P.區(qū)沿基體的(111)面伸展,隨時(shí)效時(shí)間的延長(zhǎng)和溫度的升高,其厚度雖無明顯增加,但直徑卻迅速增大。通常一級(jí)時(shí)效溫度較低,目的是在合金集體中形成高密度的G.P.區(qū)。但一級(jí)時(shí)效時(shí)間不足,核心長(zhǎng)大速度緩慢或達(dá)不到形成核心的臨界尺寸,進(jìn)而對(duì)二級(jí)時(shí)效處理起不到預(yù)形核的目的;但當(dāng)一級(jí)時(shí)效保溫時(shí)間較長(zhǎng)時(shí),便有η'相(Mg-Zn)出現(xiàn),而均勻的達(dá)到臨界尺寸的G.P.區(qū)減少,缺少G.P.區(qū)做核心,二級(jí)時(shí)效時(shí)便形成尺寸較大的沉淀相。因此,一級(jí)時(shí)效溫度應(yīng)在合適保溫時(shí)間下使G.P.區(qū)達(dá)到能夠成為時(shí)效沉淀相核心的理想尺寸,并使G.P.區(qū)分布均勻,從而也大大提高沉淀相在基體中分布的均勻性和更好的控制沉淀相的尺寸。
7A09鋁合金雙級(jí)時(shí)效中的二級(jí)時(shí)效又稱最終時(shí)效,當(dāng)G.P.區(qū)達(dá)到臨界形核尺寸后成為最終時(shí)效的核心,提高時(shí)效溫度,固溶成分不斷從基體中析出,依附在達(dá)到臨界形核尺寸的沉淀相核心上,進(jìn)一步促進(jìn)G.P.區(qū)長(zhǎng)大,形成過渡相η",隨著時(shí)效時(shí)間增加,η"過渡相不斷長(zhǎng)大,基體內(nèi)產(chǎn)生大量畸變區(qū)。從而對(duì)位錯(cuò)的阻礙作用不斷加大,使合金的強(qiáng)度和硬度增加,尤其是屈服強(qiáng)度顯著增加,隨著保溫時(shí)間的進(jìn)一步延長(zhǎng),Mg、Zn原子的進(jìn)一步擴(kuò)散,η"相已具備了MgZn的晶體結(jié)構(gòu)和化學(xué)成分,η"相逐漸轉(zhuǎn)變成η'相(Mg-Zn),η'相(Mg-Zn)與基體呈半共格的六方結(jié)構(gòu),在基體的(111)面上呈六角形板狀沉淀,晶格畸變程度有所下降,使得合金的強(qiáng)度和硬度也開始下降,合金開始進(jìn)入過時(shí)效狀態(tài),此時(shí)合金具有良好抗應(yīng)力腐蝕性能。如果時(shí)效溫度較高,時(shí)間進(jìn)一步加長(zhǎng),則η'相將會(huì)進(jìn)一步轉(zhuǎn)變成η相(MgZn2),其與基體呈現(xiàn)非共格結(jié)構(gòu),使得合金的強(qiáng)度進(jìn)一步下降。
圖1、圖2為有效厚度為110mm鍛件的臨近表面位置和心部位置的顯微組織圖片。從圖中可以看出,在鍛件臨近表面位置第二相彌散細(xì)小的分布在晶界處,能夠較好對(duì)晶粒起到釘扎和強(qiáng)化作用,并且其晶粒的尺寸明顯要小于在心部位置的晶粒尺寸,進(jìn)而在機(jī)械性能上要遠(yuǎn)好于心部位置。而如圖1所示,在心部位置的晶粒晶界處幾乎看不到彌散的第二相存在,這是由于鍛件尺寸較大,在心部時(shí)效過程不足,并且心部是比較粗大的柱狀晶,其機(jī)械性能較差,在受到外力作用時(shí)由于晶粒強(qiáng)度較低容易在此產(chǎn)生微裂紋,故導(dǎo)致鍛件整體機(jī)械性能較低。

圖1 有效厚度為110mm鍛件心部位置顯微組織圖片
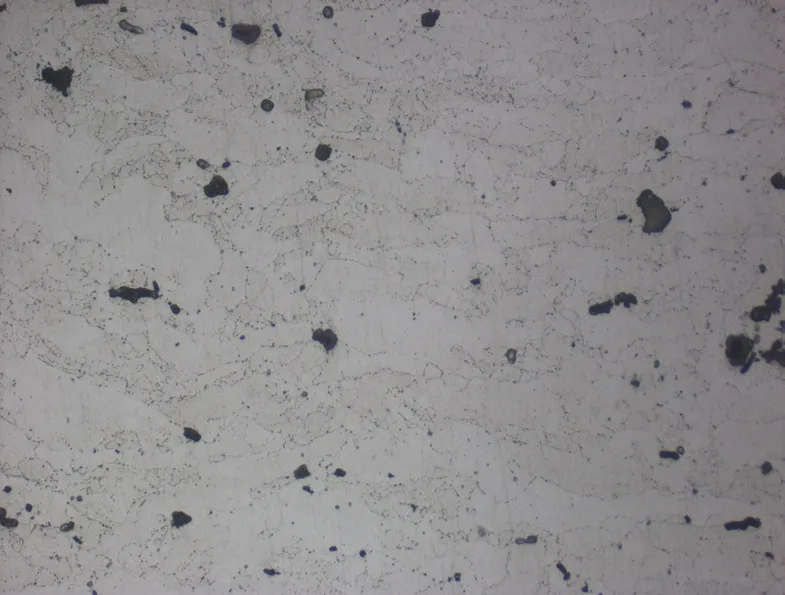
圖2 有效厚度為110mm鍛件臨近表面位置顯微組織圖片
圖3、圖4為有效厚度為80mm鍛件的臨近表面位置和心部位置的顯微組織圖片。
如圖所示,在鍛件的臨近表面位置和心部位置都在晶界存在彌散析出的第二相,第二相不僅對(duì)晶粒有著良好的釘扎作用,并且很好的抑制了晶粒的長(zhǎng)大,使晶粒更加細(xì)小,進(jìn)而有助于提高鍛件的機(jī)械性能指標(biāo)。

圖3 有效厚度為80mm鍛件心部位置顯微組織圖片

圖4 有效厚度為80mm鍛件臨近表面位置顯微組織圖片
3 結(jié)論
(1)鍛件的有效厚度直接影響了雙級(jí)時(shí)效的保溫時(shí)間對(duì)G.P.區(qū)形成、過渡相及平衡相的形成的尺寸及形態(tài)的效果,應(yīng)根據(jù)不同的有效厚度適當(dāng)調(diào)整時(shí)效的保溫時(shí)間,使得時(shí)效形成的第二相達(dá)到彌散均勻分布的效果。
(2)7A09鋁合金鍛件固溶溫度為470℃±5℃,保溫180min~220min水淬;時(shí)效制度為:一級(jí)時(shí)效熱處理制度105℃~115℃保溫6h~8h,二級(jí)時(shí)效制度:172℃~182℃保溫8h~10h。此工藝可以滿足有效厚度小于80mm的鍛件到達(dá)CGS1狀態(tài)的技術(shù)狀體要求。