鋼筋閃光對焊及氣壓對焊質(zhì)量控制技術
2020-11-02 01:12:40李正明張鴻鵬楊力列李文杰
工程質(zhì)量 2020年6期
李正明,張鴻鵬,楊力列,李文杰
(1.貴州建工集團,貴州 貴陽 550000;2.西南能礦建筑工程有限公司,貴州 貴陽 550000;3.貴州省建設工程質(zhì)量安全監(jiān)督總站,貴州 貴陽 550000;4.貴陽彰魯建筑勞務有限公司,貴州 貴陽 550000)
0 引言
建筑市場競爭激烈。施工單位將鋼筋(φ12 及以上)閃光對焊、氣壓對焊接頭發(fā)包給分包商或鋼筋班組、或焊接操作工人(下稱焊工)。有的施工單位、班組墊資施工,焊工趕工焊接;施工單位質(zhì)量管理人員不嚴格執(zhí)行國家規(guī)程,出現(xiàn)以包代管、包了少管或不管,不隨機切取試件,讓焊接班組、或焊工自行制作試件送檢等,引發(fā)鋼筋對焊接頭質(zhì)量問題,造成鋼筋接頭隱患。
1 鋼筋閃光和氣壓對焊共性問題控制
1.1 對焊工未進行嚴格考核
雖然相關規(guī)定要求焊工必須持證上崗,但有不少人認為只要是持證焊工,就可以讓其上崗。殊不知焊工參加培訓時,由于培訓經(jīng)費、時間不足等情況,培訓老師安全生產(chǎn)知識強調(diào)較多,實際焊接和操作技術培訓不夠,焊接方法只培訓 1~2 種常用方法,無法滿足實際施工焊接工藝試驗考核深度要求。因此還需要大力強化焊工焊接技術水平以應對焊接工作中的重點難點。
控制措施:在施工、監(jiān)理單位質(zhì)量管理人員監(jiān)督管理下,鋼筋工程焊接開工之前,必須對參加施焊的焊工進行技術交底,逐一進行現(xiàn)場條件下焊接工藝試驗考核、培訓交流,讓焊工掌握焊接方法對應的焊接工藝技術,經(jīng)嚴格的焊接工藝試驗考核合格后,才能準許焊工正式進行焊接作業(yè)。
1.2 讓焊接班組或焊工自行制作、提供焊接試件
在施工、監(jiān)理單位質(zhì)量管理人員放松監(jiān)管情況下,沒有在現(xiàn)場隨機切取試件,讓焊接班組或焊工提供其特制的、或選擇外觀質(zhì)量好的焊接試件(回避焊接質(zhì)量差的焊接試件),這類焊接試件的焊接試驗報告雖然合格,但實際給建筑結構留下了隱患。這類疑似假的焊接試驗報告,蒙蔽了施工、監(jiān)理單位質(zhì)量管理人員的眼睛,導致焊接質(zhì)量控制形同虛設,起不到督促管理焊工抓好焊接質(zhì)量的作用。
有人認為現(xiàn)場隨機切取試件后,要用鋼筋綁扎搭接接頭進行補強,比較麻煩。這種思想完全違背了相關規(guī)程規(guī)定,對控制焊接質(zhì)量極其有害,必須堅決抵制并徹底糾正。
控制措施:施工、監(jiān)理單位質(zhì)量管理人員和焊工均需執(zhí)行 JGJ 18-2012《鋼筋焊接及驗收規(guī)程》第 5.1.6 條“隨機切取試件進行試驗”的規(guī)定,在施工、監(jiān)理單位質(zhì)量管理人員見證下,施工現(xiàn)場隨機切取試件、封樣,見證送檢、試驗并記錄,確保焊接試驗報告具有真實代表性。
筆者建議:縱向鋼筋每個檢驗批 300 個接頭,可現(xiàn)場隨機切取 3 個試件,只作單向拉伸試驗,確保主控項目的關鍵項,適度減少現(xiàn)場隨機切取試件后的補強工作量。
隨機切取試件方法:施工、監(jiān)理單位質(zhì)量管理人員見證,根據(jù)混凝土結構工程劃分的施工段、檢驗批,對每層的梁或每層的柱,分別計算出鋼筋對焊接頭數(shù)量,確定每個檢驗批應切取試件組數(shù),按每個檢驗批分布的施工面,大致均勻分布來確定隨機切取試件的位置。
2 鋼筋閃光對焊接頭個性問題控制技術
2.1 鋼筋切頭歪斜
鋼筋切頭歪斜,會使夾緊、對準的鋼筋,在閃光對焊過程中沿燒化的鋼筋切頭斜面滑移錯位,導致軸線偏移超過 1 mm 的規(guī)定,如圖 1 所示。產(chǎn)生原因是鋼筋切斷機使用多年后,剪切刀塊松動、歪斜、刀口間隙偏大、有缺損等問題,沒有及時維修。建議施工單位及時淘汰老舊鋼筋切斷機,或更換剪切刀塊。

圖1 閃光對焊接頭錯位,不合格
必須采取以下措施:一是作業(yè)前觀察切斷機剪切刀塊,發(fā)現(xiàn)上述問題及時維修固定,調(diào)整固定刀塊與活動刀塊間隙約 0.3 mm(一張 A4 紙厚度),如圖 2 所示。建議用更好的合金鋼剪切刀塊可靠固定,提高運行使用年限。 二是改用切割機切割鋼筋,先用木枋墊平,讓被切鋼筋中心線垂直于砂輪片,再夾緊被切鋼筋,確保切割后的鋼筋端面垂直于鋼筋中心線,如圖 3 所示。
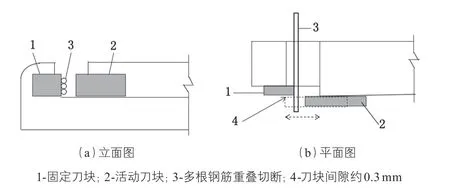
圖2 鋼筋切斷機

圖3 切割機切割鋼筋
2.2 鋼筋閃光對焊預熱次數(shù)少 熱影響區(qū)偏短
對于φ12 及以上的鋼筋應該采用預熱閃光對焊。如焊工用連續(xù)閃光對焊焊接鋼筋,其接頭質(zhì)量很難合格。鋼筋閃光對焊時,預熱次數(shù)(時間)不足,接頭處高溫溫度(火候)不足,焊縫兩側熱影響區(qū)(熱塑段)偏短,就進行頂鍛,造成接頭出現(xiàn)頂鍛壓裂及飛刺,外觀質(zhì)量不合格,經(jīng)不起抗拉試驗,如圖 4 所示。主要原因是焊工沒有進行焊接工藝試驗,盲目追求焊接速度,預熱次數(shù)少,接頭電阻產(chǎn)生的高溫熱量達不到鋼筋熔化或軟塑狀態(tài),就強行用力頂鍛,導致接頭外觀質(zhì)量和抗拉強度不合格。

圖4 接頭外觀質(zhì)量不合格
治理措施:施工、監(jiān)理單位質(zhì)量管理人員應對焊工進行鋼筋閃光對焊焊接工藝試驗考核。
焊接工藝試驗目的:是從中篩選得出比較合適的、不同直徑的鋼筋焊接工藝。特別是預熱閃光的次數(shù)、手法,和焊工手上掌握的頂鍛力度,以及預熱持續(xù)時間(特別是焊接大直徑的鋼筋時,預熱頂鍛持續(xù)時間長度就要更長一點)。
每個焊工都有自己的焊接手法,如不同直徑鋼筋每次預熱時間的長短,預熱次數(shù),最后帶電閃光強烈程度及頂鍛力度,頂鍛后斷電等,需由焊工通過焊接工藝試驗自己選擇確定。
鋼筋閃光對焊需要多次預熱閃光加熱,每次預熱閃光就是一次快速升溫過程。預熱使鋼筋接頭處達到足夠的電阻熱產(chǎn)生足夠的高溫(1 200 ℃ 左右),就能使鋼筋接頭中心熔化,接頭中心兩側鋼筋直徑的 1~2 倍(連續(xù)閃光及頂鍛消耗部分)為軟塑狀態(tài),距接頭中心兩側鋼筋直徑的 2~3 倍范圍成高溫狀態(tài)(稱為熱影響區(qū)),為頂鍛鋼筋使焊接接頭礅粗 1~3 mm 做準備。這時焊工帶電閃光頂鍛,斷電結束后并施加合適的頂鍛力保持幾秒鐘,讓鋼筋焊接接頭降溫冷卻產(chǎn)生足夠的強度,再松開夾緊的電極銅塊,完成焊接。
某焊工閃光對焊 φ20 mm 鋼筋(供參考):先預熱 3~4 次,每次預熱時間為 2 s。最后一次連續(xù)閃光3~4 s,帶電閃光頂鍛焊接同步完成,開關延遲 1 s 斷電。得到對焊接頭外觀質(zhì)量:接頭處軸線對準不錯位,接頭表面圓滑無裂紋,接頭處直徑不小于鋼筋母材直徑并礅粗了 1~3 mm,接頭兩側各 1~1.5 倍鋼筋直徑范圍的熱影響區(qū)長度符合規(guī)定(鋼筋母材被高溫加熱、冷卻過程中形成特有的鋼藍色氧化膜,就是熱影響區(qū)長度),接頭外觀質(zhì)量合格,如圖 5 所示。

圖5 接頭外觀質(zhì)量合格
力學性能檢測:在施工、監(jiān)理單位質(zhì)量管理人員督促下,按 JGJ 18-2012《鋼筋焊接及驗收規(guī)程》第 5 章 5.3 節(jié),在施工現(xiàn)場隨機切取閃光對焊試件,進行彎曲和抗拉試驗。
焊工自檢方法:切取一組閃光對焊試件,進行 180°彎曲試驗,觀察彎曲后鋼筋接頭的外弧沒有任何裂紋,對應的閃光對焊試件抗拉試驗定能合格,如圖 6 所示。

圖6 φ20 mm 鋼筋彎曲 180°外弧無裂紋
在施工、監(jiān)理單位質(zhì)量管理人員督促下,焊工通過焊接工藝試驗和現(xiàn)場隨機切取試件檢測等實戰(zhàn)考核,才能真正掌握各種鋼筋牌號、鋼筋直徑的閃光對焊焊接工藝,和焊接控制技術要領,焊接出合格產(chǎn)品。
3 鋼筋熔態(tài)氣壓對焊個性問題控制
3.1 鋼筋氣壓對焊接頭外觀質(zhì)量不合格
鋼筋氣壓對焊接頭外觀質(zhì)量不合格,出現(xiàn)鋼筋接頭軸線偏移、礅粗直徑和礅粗長度都達不到 JGJ 18-2012《鋼筋焊接及驗收規(guī)程》第 5.7.2 條合格要求,如圖 7 所示。
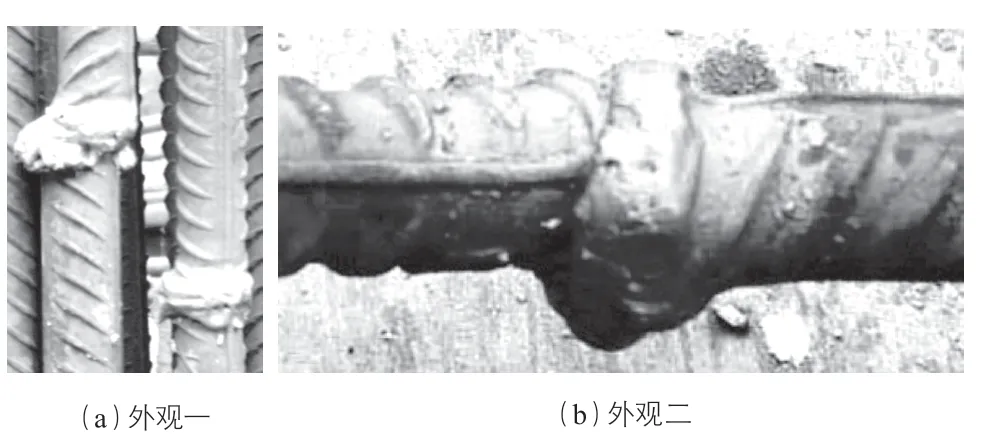
圖7 氣壓對焊接頭外觀質(zhì)量不合格
有的施工單位沒有督促焊工進行焊接工藝試驗,焊工沒有掌握氣壓對焊過程中必須的“寬幅加熱技術”,或焊工片面追求焊接產(chǎn)量,鋼筋對焊接頭范圍沒有達到接頭中間熔化、兩側軟塑狀態(tài);或頂鍛用力偏大,頂鍛速度過快,導致鋼筋接頭軸線偏移、礅粗直徑和礅粗長度不合格。
控制措施:首先,鋼筋切斷后端頭表面要與鋼筋軸線垂直。并用氣壓對焊專用夾具對準夾緊。
對焊工進行焊工藝試驗考核,目的是從中選出比較合適的“寬幅加熱長度”,即焊工用焊炬(焊槍)沿鋼筋接頭長度往復擺動的加熱長度,加熱長度約為鋼筋直徑的 3~5 倍。
3.2 焊工“寬幅加熱技術”
氣壓對焊時,先用焊炬對準鋼筋接頭中心擺動幅度為鋼筋直徑的 1~2 倍,鋼筋被加熱至熔軟;隨即擺動幅度為鋼筋直徑的 2~4 倍,加熱至接頭中心熔化、兩側軟塑,再適當加大擺動幅度為鋼筋直徑的 3~5 倍,讓鋼筋接頭內(nèi)部儲存足夠的高溫熱量,即可開始頂鍛,在頂鍛過程中應繼續(xù)寬幅加熱,使鋼筋與接頭礅粗直徑的過渡段圓滑合格美觀。這個過程大約持續(xù) 1.5~3.0 min(大直徑鋼筋耗時會稍多)。
頂鍛過程操作工人應適當用力,有節(jié)奏地頂進,達到鋼筋接頭礅粗直徑、礅粗長度要求,得到外觀質(zhì)量合格的接頭,如圖 8 所示,符合 JGJ 18-2012《鋼筋焊接及驗收規(guī)程》鋼筋氣壓焊接接頭外觀質(zhì)量要求,如圖 9 所示。

圖8 外觀質(zhì)量合格的氣壓對焊接頭
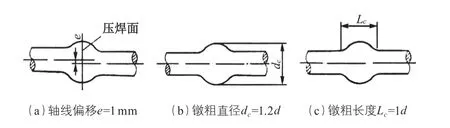
圖9 鋼筋氣壓焊接接頭外觀質(zhì)量要求
力學性能檢測:氣壓對焊接頭采用寬幅加熱技術,在施工現(xiàn)場隨機切取焊接試件,其抗拉和抗彎試驗檢測報告 100 % 合格。
4 焊接設備和焊接方法選擇
4.1 鋼筋焊接設備選擇
施工現(xiàn)場大多數(shù)焊工手工操作普通焊機,鋼筋焊接接頭質(zhì)量受焊工焊接技術、身體體力、焊接設備性能影響較大。尤其是焊接關鍵技術,如鋼筋閃光對焊焊接的“夾緊、預熱閃光、帶電閃光頂鍛、熱影響區(qū)”控制技術;鋼筋氣壓對焊焊接的“夾緊、寬幅加熱階段、頂鍛礅粗”控制技術。因此,保證鋼筋焊接接頭質(zhì)量的出路在于提高焊接設備的自動化水平。
建議:采用半自動化或自動化的焊接設備。目前已經(jīng)有半自動化鋼筋閃光對焊機,通過控制關鍵焊接技術,使鋼筋接頭質(zhì)量合格且穩(wěn)定性好。鋼筋氣壓對焊設備已經(jīng)有自動氣壓泵,焊工自行完成全部焊接作業(yè)(在頂鍛礅粗環(huán)節(jié)上節(jié)省一個工人)。
4.2 鋼筋焊接方法選擇
鋼筋焊接方法,要求選擇焊接質(zhì)量可靠,具備焊接作業(yè)條件,性價比合適,焊接速度滿足施工進度。
1)鋼筋閃光對焊是一種質(zhì)量可靠、焊接速度最快、性價比(成本低)最好的焊接方法,但現(xiàn)有的焊接設備自動化程度不高,只適合鋼筋加工房集中加工,不適合現(xiàn)場工作面焊接。盼望研發(fā)出自動化程度更高的,能用于施工工作面的鋼筋閃光對焊機。(我國高鐵鋼軌焊接采用閃光對焊約占 87 %,氣壓對焊占 10 %,其中移動式鋼軌閃光焊機用于鋼軌的線上焊接以及鋼軌鎖定焊。鋼軌閃光焊機的自動化程度和焊接效率高,焊接接頭質(zhì)量穩(wěn)定)。
2)鋼筋氣壓對焊焊接工藝容易掌握,是一種質(zhì)量好、焊接速度較快、性價比高(成本較低)的焊接方法,有熔態(tài)氣壓對焊設備、固態(tài)氣壓對焊設備,適合施工現(xiàn)場焊接,或鋼筋加工房集中加工,施工作業(yè)面較廣(大風、雨雪天氣除外)。
5 工程實例
某報告廳二層樓看臺普通混凝土結構工程,設計看臺大梁跨度 36 m,梁縱向鋼筋φ36。
①施工單位項目部組織焊工進行鋼筋氣壓對焊工藝試驗考核、培訓,現(xiàn)場隨機切取鋼筋氣壓對焊接頭試件一組。
②項目技術負責人見證鋼筋氣壓對焊試件的單向抗拉試驗,結果為:鋼筋氣壓對焊接頭試件抗拉強度試驗合格。
③施工項目部決定所有梁縱向鋼筋連接采用氣壓對焊接頭。
經(jīng)多次隨機切取鋼筋氣壓對焊接頭試件合格,得到業(yè)主、監(jiān)理項目部肯定。
實踐證明:在施工、監(jiān)理單位質(zhì)量管理人員督促下,無論是鋼筋閃光對焊還是氣壓對焊接頭,焊工通過焊接工藝試驗考核合格,現(xiàn)場堅持焊接關鍵控制技術,鋼筋對焊接頭外觀質(zhì)量好,經(jīng)得起現(xiàn)場隨機切取試件做抗拉強度檢驗,能保證焊接質(zhì)量合格。
6 結語
在建筑市場激烈竟爭條件下,控制工程焊接質(zhì)量是難題。國家施行質(zhì)量振興戰(zhàn)略,倡導工匠精神,我們唯有拿出責任擔當,按國家現(xiàn)行焊接規(guī)程規(guī)定,嚴格執(zhí)行焊接工藝試驗考核,堅持現(xiàn)場隨機切取焊接抗拉試件檢驗,才能有效控制焊接質(zhì)量通病,實現(xiàn)焊接質(zhì)量合格率 100 %。
猜你喜歡
建材發(fā)展導向(2022年10期)2022-07-28 03:04:36
中學生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導向(2021年18期)2021-11-05 09:19:50
建材發(fā)展導向(2021年9期)2021-07-16 07:11:36
中學生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:48
汽車觀察(2016年3期)2016-02-28 13:16:26
河南電力(2016年5期)2016-02-06 02:11:34
