發動機氣門間隙和氣門升程在線測量方法研究
2020-11-04 03:38:56朱曉陽方茂文楊正凱趙德勇
汽車工程 2020年10期
胡 治,朱曉陽,方茂文,楊正凱,周 毅,趙德勇
(神龍汽車有限公司,武漢 442000)
前言
發動機配氣機構零部件的加工質量、裝配質量直接影響著發動機動力、油耗、排放等性能指標,而配氣機構中氣門間隙和氣門升程兩個關鍵參數測量的準確性,是驗證發動機配氣管理系統設計質量、制造質量、裝配質量是否合格的檢測手段之一。本文中通過對2個型號的發動機氣門間隙和氣門升程參數的測量方法進行研究,分析其測量原理、計算方法、檢測設備工作方式等內容,比較了這兩種測量方法的特點和差異,為發動機質量控制提供依據。
1 氣門間隙測量方法分析
1.1 發動機挺柱選配測量假設模型
氣門間隙是指發動機配氣機構在冷態下,當氣門處于關閉狀態下氣門與傳動件之間預留的間隙。作用是為防止氣門桿在熱態下產生熱膨脹,從而使氣門長度增加,如果沒有氣門間隙或間隙不合適會使氣門相位改變,間隙過小,則發動機受熱可能會關閉不嚴,形成漏氣使發動機功率下降、性能惡化;間隙過大,會使傳動系的零件之間發生撞擊,加速磨損,造成質量事故[1]。因此,氣門間隙的控制非常重要。現以某1.2T三缸雙頂置凸輪軸發動機為例,介紹配氣機構在裝配過程中,通過選配不同級別厚度的機械挺柱與氣門桿配合來預留標準氣門間隙,以滿足發動機零部件運行過程中熱脹冷縮的要求,根據其工作原理建立如圖1所示模型[2]。
圖1中T為機械挺柱厚度,mm;A1為缸蓋凸輪軸孔徑,mm;A2為缸蓋軸承孔底端至氣門桿頂部距離,mm;B1為凸輪軸主軸頸頂端至基圓距離,mm;H為氣門間隙,mm;K為補償系數。
氣門間隙的計算是以沿著氣門座密封帶起,經氣門頭、氣門體、搖臂、搖臂軸到缸蓋,再回到氣門座構成一個封閉型熱膨脹環。由于氣門間隙在前期工藝設計上已確定其尺寸范圍(例:缸蓋排氣氣門間隙范圍0.427~0.505 mm),通過測量凸輪軸孔直徑、缸蓋軸承孔底端至氣門桿頂部距離、凸輪軸主軸頸頂端至基圓距離3個關鍵參數,便可計算出應選配的機械挺柱厚度,其計算公式為

目前氣門挺柱選配設備主要包括缸蓋測量站、凸輪軸測量站、智能料架選配站3個部分,下文將逐一介紹其測量方法。
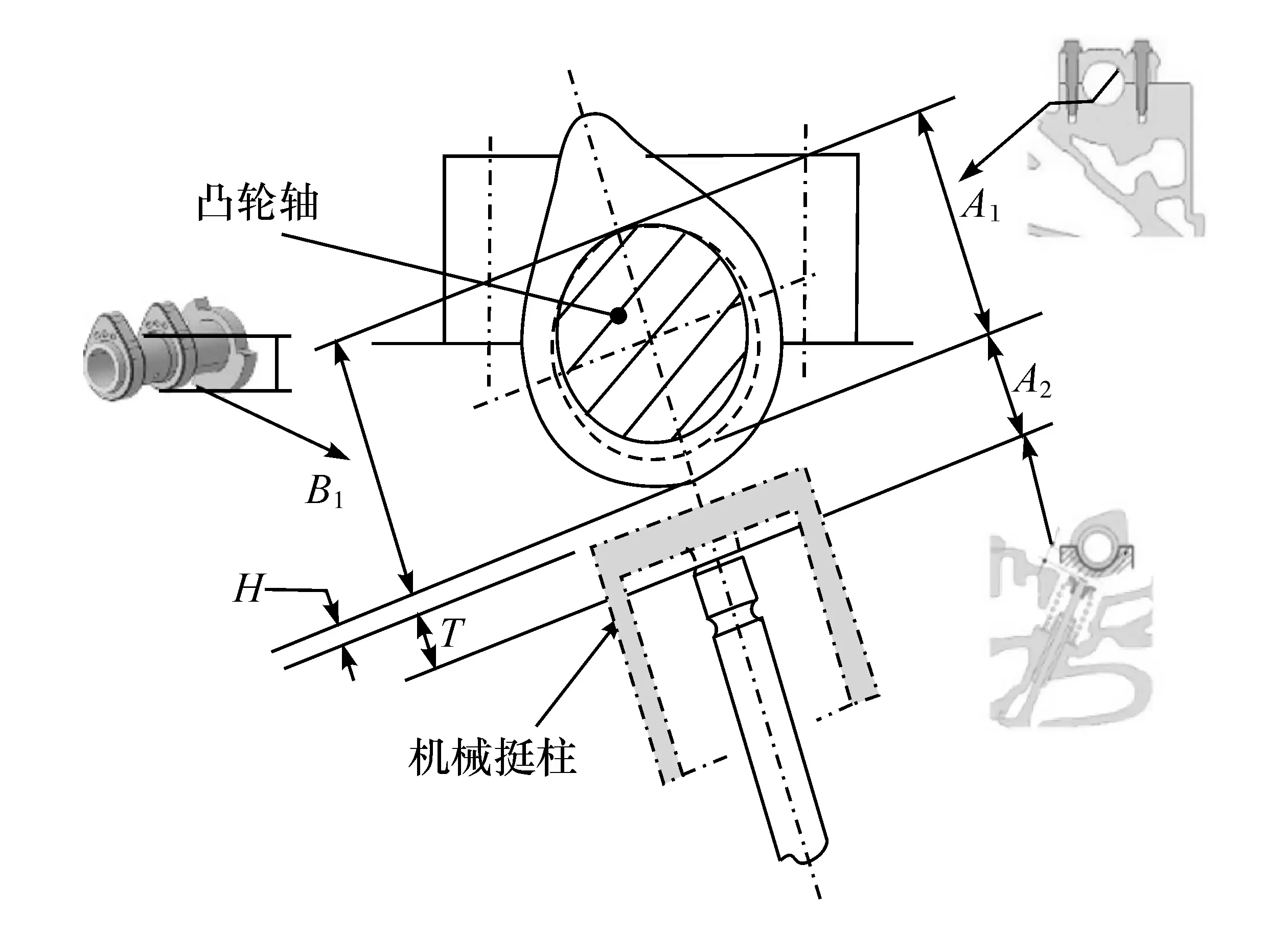
圖1 氣門間隙測量模型
1.2 凸輪軸測量站
凸輪軸測量站的主要功能是在線測量B1,通過對凸輪軸頸和凸輪軸基圓進行測量,綜合計算得出B1。以某1.2T三缸12氣門發動機為例(進排氣各6個氣門),凸輪軸測量站包含20個測量單元,進排氣各用10個測量傳感器,分為軸頸測量組和基圓測量組,其中4個MARPOSS公司A17型號位移傳感器檢測凸輪軸主軸頸,6個MARPOSS公司A120型號位移傳感器檢測凸輪軸基圓,如圖2所示。
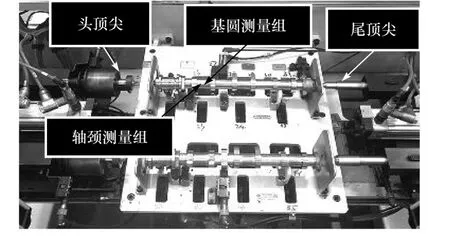
圖2 凸輪軸測量站
此凸輪軸測量站為敞開式結構,帶落地支撐。該測量工位提供4個用于測量傳感器校零的標準件(1套進氣側凸輪軸大、小值標準件和1套排氣側凸輪軸大、小值標準件),同時2套測量組件可檢測進、排氣凸輪軸。測量組件硬件單元具有2對“V”形支撐塊,用于工件上料;2對頂尖用于凸輪軸的定位和驅動。測量單元裝在氣缸控制滑臺上。滑臺向后移動時,測量單元接觸工件,用于檢測;滑臺向前移動時,測量單元離開工件,測量結束。具體測量過程為操作者將待測的進、排氣凸輪軸手動裝載到“V”型支撐塊上,頂尖夾持工件并帶動工件旋轉,在氣缸和直線導軌帶動下,測量單元向上移動至測量位置對工件進行動態測量,計算出凸輪軸半徑、桃尖到圓心的距離、同軸度等主要信息,并存儲在設備存儲器中。
現以排氣凸輪軸M5測量項舉例說明B1-5測量值的計算方法。其計算公式為

式中:M5為B1-5的測量代號,表示凸輪軸5號主軸頸頂端至基圓底部距離,mm;t27為測量的凸輪軸5號基圓直徑,mm;t23、t24分別為測量的5號基圓左、右側凸輪軸主軸頸直徑,mm。
因為凸輪軸的同軸度、離心圓最大直徑、表面粗糙度等因素與缸蓋凸輪軸孔的裝配質量聯系緊密,需考慮凸輪軸基圓左側和右側的變形量。根據凸輪軸工位測點圖可知(見圖3),沿軸線方向3個測量點(23#、27#、24#)直線上的距離由凸輪軸圖紙獲得,確定23#測量點的軸向距離為80 mm,27#測量點軸向距離為103.8 mm,24#測量點軸向距離為162 mm。
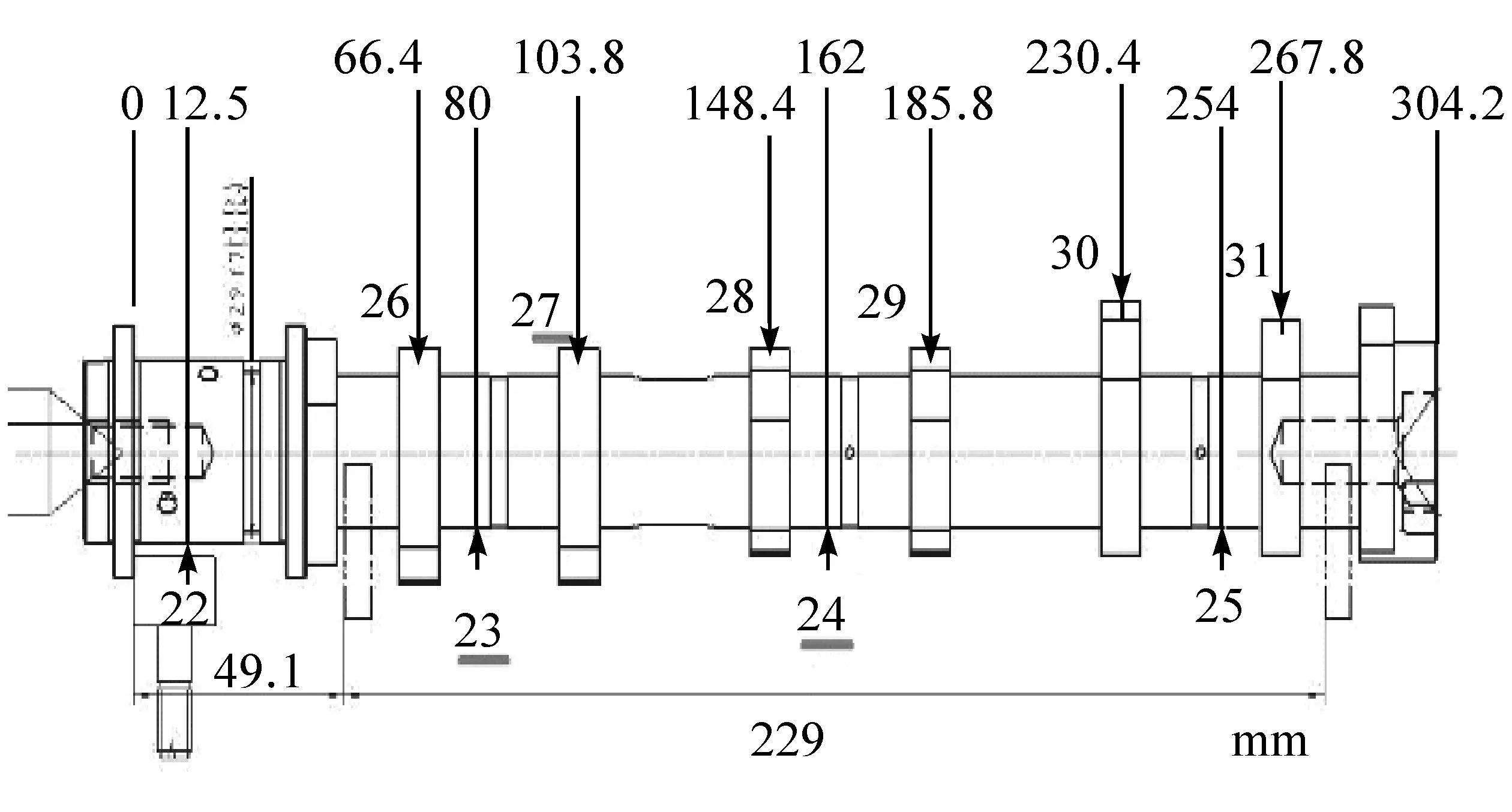
圖3 凸輪軸站測量點分布圖
左側軸承孔影響系數為
將0.710和0.29兩個補償系數代入式(2),計算得M5=28.4715 mm,即凸輪軸5號主軸頸至5號基圓底部距離尺寸B1-5尺寸求出[3-4]。
1.3 缸蓋測量站
缸蓋測量站主要功能是在線測量A2參數(缸蓋凸輪軸孔直徑A1在缸蓋分裝線測量,并將測量數據綁定在缸蓋上,然后通過本站掃碼讀取),包含20個測量單元,進排氣各用10個MARPOSS公司FP11型號直線位移測量傳感器,其中8個傳感器監測缸蓋凸輪軸孔徑同軸度變形量,12個傳感器檢測缸蓋軸承孔底端至氣門桿頂部的距離尺寸,此設備為全封閉式結構,如圖4所示。
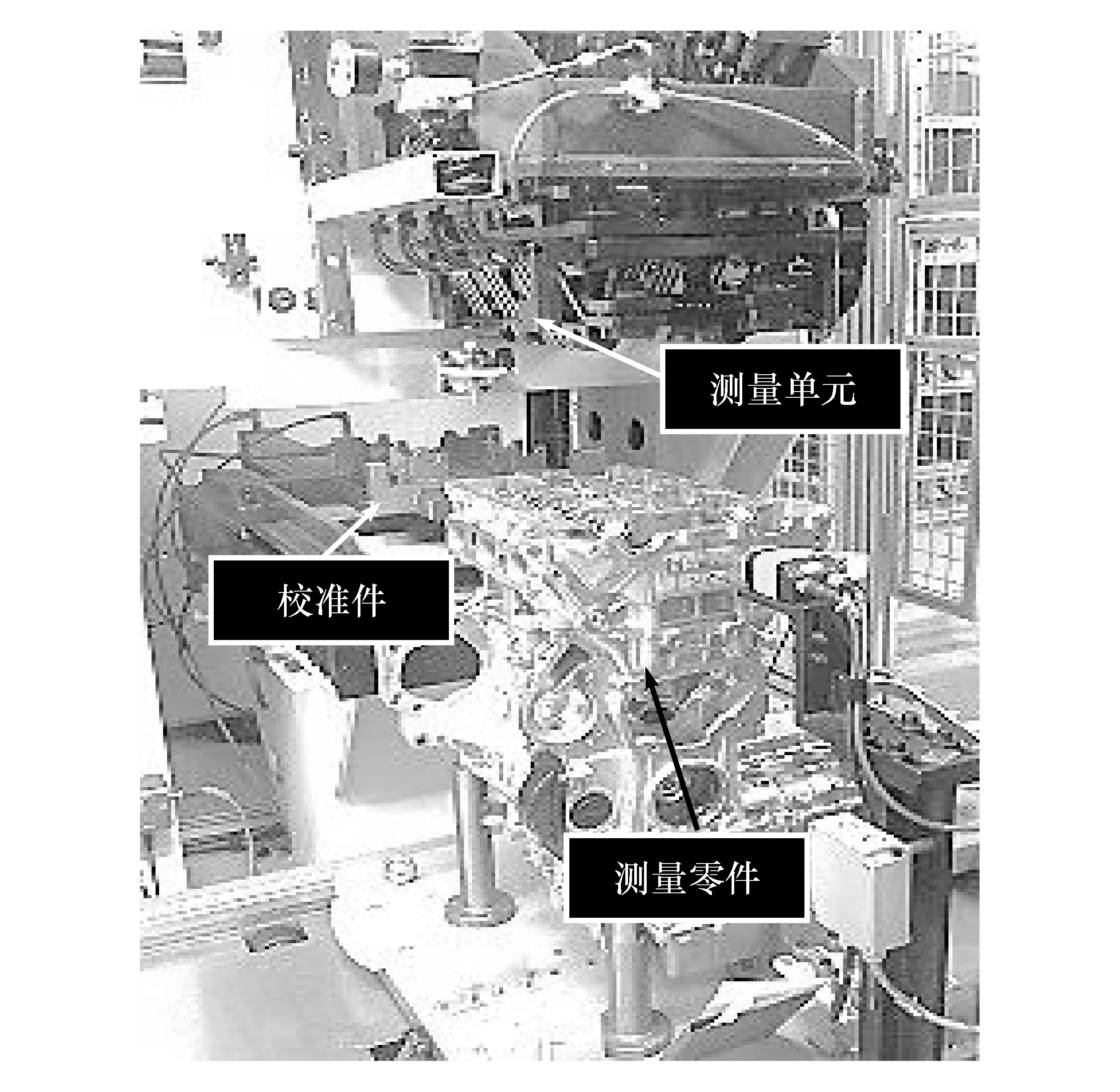
圖4 缸蓋測量站
檢測設備硬件部分包括:工控機、伺服移動機構(X/Y)、測量單元、大小標準件、發動機舉升機構等,安全門處配有安全光柵監控,上部為測量組件,氣缸驅動通過直線導軌控制測量單元上下移動,向下移動時為進入測量單元,向上移動時為回到原位,在測量工位后面,有一個自動標定工位,標準件放置在標定工位,當需要標定時,由氣缸將標準件推至測量工位,自動進行標定。缸蓋測量站裝有環境溫度探頭,用來檢測環境溫度,并在溫度變化時對測量項進行補償。
現以發動機缸蓋凸輪軸孔排氣側M2測量項舉例說明A2-5測量值的計算方法。其計算公式為

式中:M2為A2-5的測量代號,表示缸蓋排氣側5號軸承孔底端至5號氣門桿頂部距離,mm;t6為缸蓋5號氣門頂端距離,mm;t3為5號氣門左側軸承孔直徑,mm;t2為5號氣門右側軸承孔直徑,mm。
缸蓋凸輪軸孔的變形量和凸輪軸站一樣,是需考慮的重要因素。根據缸蓋測量點圖紙可知(見圖5),沿軸線方向3個測量點(3#、6#、2#)直線上的距離由缸蓋圖紙獲得,確定3#測量點軸向距離為129.2 mm,6#測量點軸向距離為193.5 mm,2#測量點軸向距離為211.2 m。
左側軸承孔影響系數為
因此將0.784和0.216兩個補償系數引入式(5)中計算得M2=7.9588 mm,即發動機缸蓋排氣側5號軸承孔底端至5號氣門桿頂部距離測量項A2-5參數求出。
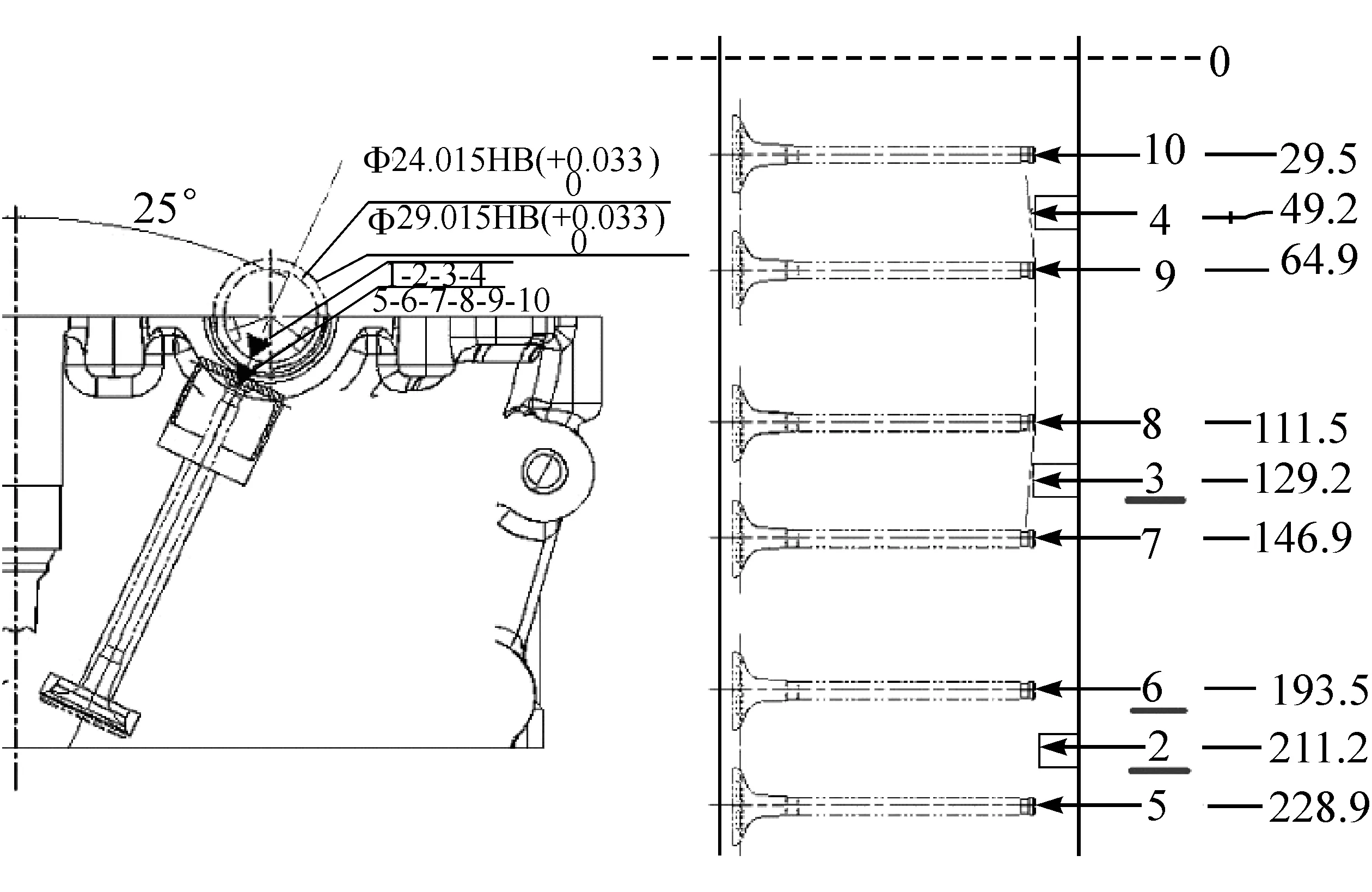
圖5 缸蓋站排氣側測量點分布圖
1.4 智能料架選配站
智能料架選配站的主要功能是將凸輪軸站和缸蓋站測量的信息進行匯總比較,再利用固定算法進行科學計算,得出每個氣門對應的機械挺柱厚度(T),在挺柱料架上進行提示,最后人工完成機械挺柱的拿取和安裝,智能料架選配站如圖6所示。
此智能料架選配站另有兩個挺柱庫,一套用于進氣側挺柱安裝,另一套用于排氣側挺柱安裝。由45個料倉組成(挺柱厚度范圍2.7~3.58 mm,共45個級別,每個級差20μm),每個料倉裝有同一組別的機械挺柱,由4行12列構成,其中4行6列是常用挺柱貨架,4行6列是不常用挺柱貨架,每列間有隔板,貨架上裝有指示燈和光電傳感器,用于引導操作人員進行正確的選擇順序,通過手動方式把選擇好的挺柱從貨架里取出并裝入指定順序的缸蓋。
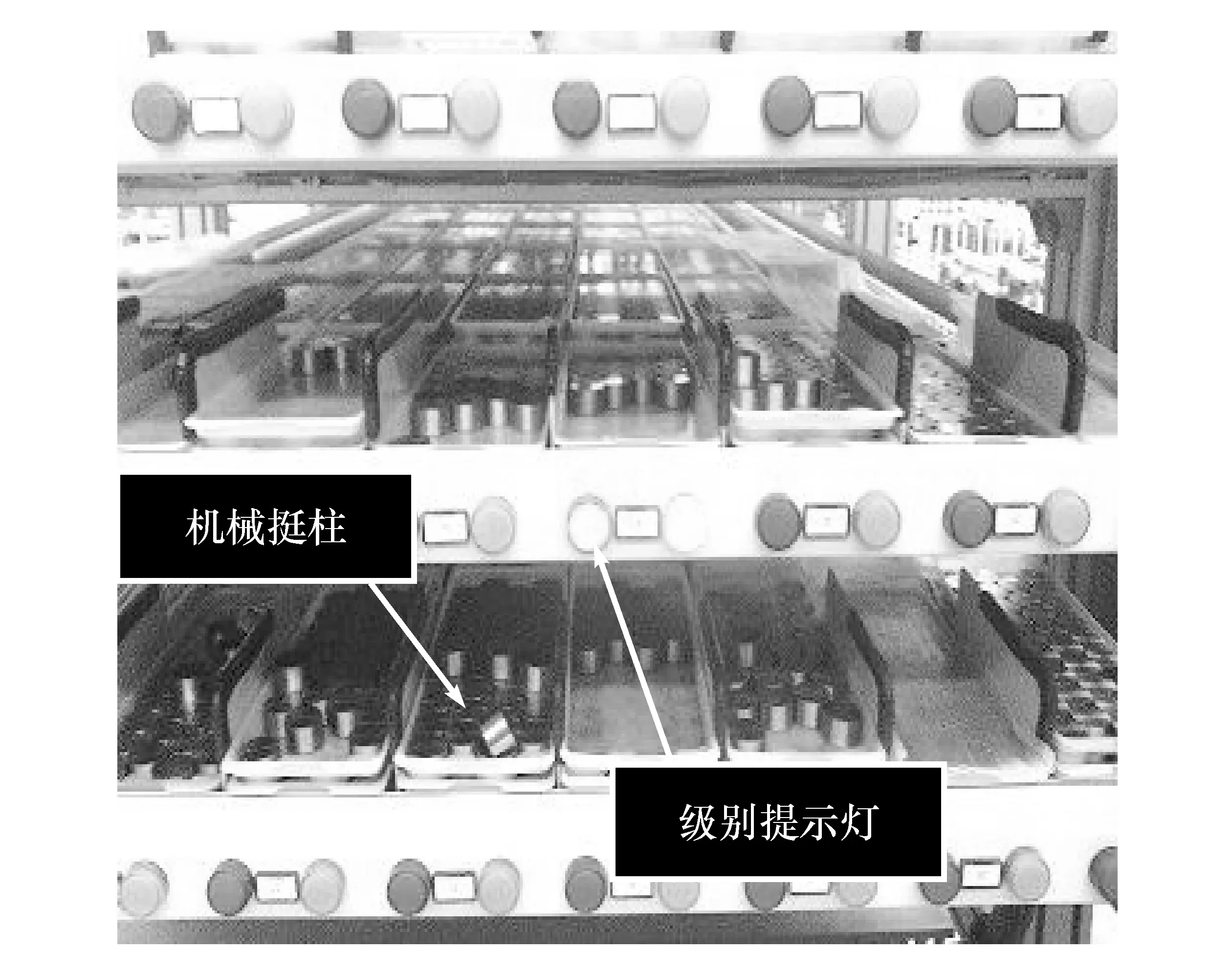
圖6 機械挺柱選配站
例如計算排氣側5號氣門挺柱厚度T5,根據式(1)、式(2)和式(3)可得

式中:M2測量結果為7.958 8 mm;M3(即A1-3:凸輪軸3號軸孔直徑)在缸蓋分裝線測量結果為24.031 5 mm;M5測量結果為28.471 5 mm;K11為排氣側氣門間隙名義值,0.465 mm;K105為排氣側5號氣門系統補償值,-0.015 mm。最終計算得出T5=3.0388 mm,軟件根據挺柱等級表查詢此發動機排氣側5號氣門應該安裝第18等級的機械挺柱,并將此信息寫入計算機信息系統。至此,根據機械挺柱的準確選配就保證了氣門間隙在工藝設計標準范圍內。
2 氣門升程測量方法研究
2.1 可變氣門升程技術簡介
氣門升程開度的范圍直接影響氣缸的進氣量,特別是采用氣門升程控制技術的發動機,在低速小負荷時使用較小的氣門升程,有利于增強進氣渦流強度,提高燃燒速度,增加發動機低速轉矩,改善冷起動和降低油耗;高速大負荷時使用較大的氣門升程,可以增大功率輸出,減少氣門節流損失,提高充氣效率和燃油經濟性,降低有害物的排放;所以高性能發動機在不同工況下對氣門升程開度的準確性要求非常嚴格,它直接反映了發動機氣門管理系統的可靠性[5]。現以某采用可變氣門升程技術的1.6T發動機為例,介紹氣門升程在線測量方法。
此1.6T發動機主要是在發動機缸蓋進氣門上方布置了一套通過伺服電機驅動的機械系統,機械系統由復位彈簧、導線塊、1/2齒輪+偏置軸、與伺服電機連接的蝸桿、氣門、進氣凸輪軸、中間滾子搖臂、搖臂、液壓挺柱部件等組成,其外形結構如圖7所示。當進氣凸輪軸運轉時,凸輪軸會驅動中間滾子搖臂和搖臂來完成氣門的開啟和關閉,其中液壓挺柱在機油壓力的作用下將氣門搖臂的滾輪與中間滾子搖臂的底部接觸、氣門搖臂與氣門端部接觸并保持零間隙。當伺服電機工作時,蝸輪蝸桿機構會首先驅動偏置軸發生旋轉,然后中間滾子搖臂和搖臂會產生聯動,偏置軸旋轉的角度不同(0°~170°),最終凸輪軸通過中間滾子搖臂和搖臂頂動氣門產生的升程也會不同。在伺服電機的驅動下,進氣門的升程可實現從0.25~9.70 mm之間的無級變化[6-7]。
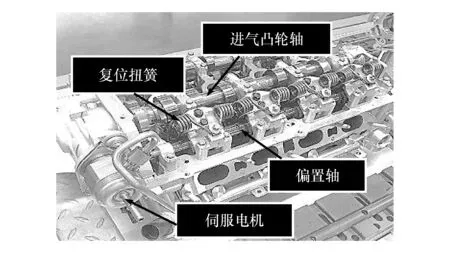
圖7 可變氣門升程發動機
2.2 氣門升程計算方法介紹
根據工藝設計標準,1.6T可變氣門升程發動機主要是測量發動機配氣機構進氣門升程最小開度下的線性范圍,氣門升程測量單元有8個直線位移傳感器,測量進氣端8個氣門的升程變化,8個直線位移傳感器采集對應8個氣門運動時升程最小開度的最高點和最低點數據(旋轉5圈采集3 600個點),共53個測量項。測量項和計算公式如表1所示。其中1、3、5、7號氣門(奇數)屬于相同氣門升程,2、4、6、8號氣門(偶數)屬于相同氣門升程,同時為保證進氣凸輪軸在旋轉過程中,氣門升程測量單元對測量點的準確控制,還增加1個仿形面傳感器監測進氣凸輪軸的旋轉角度,并實時反饋給凸輪軸驅動單元的角度編碼器,以確定進氣凸輪軸旋轉角度正確。
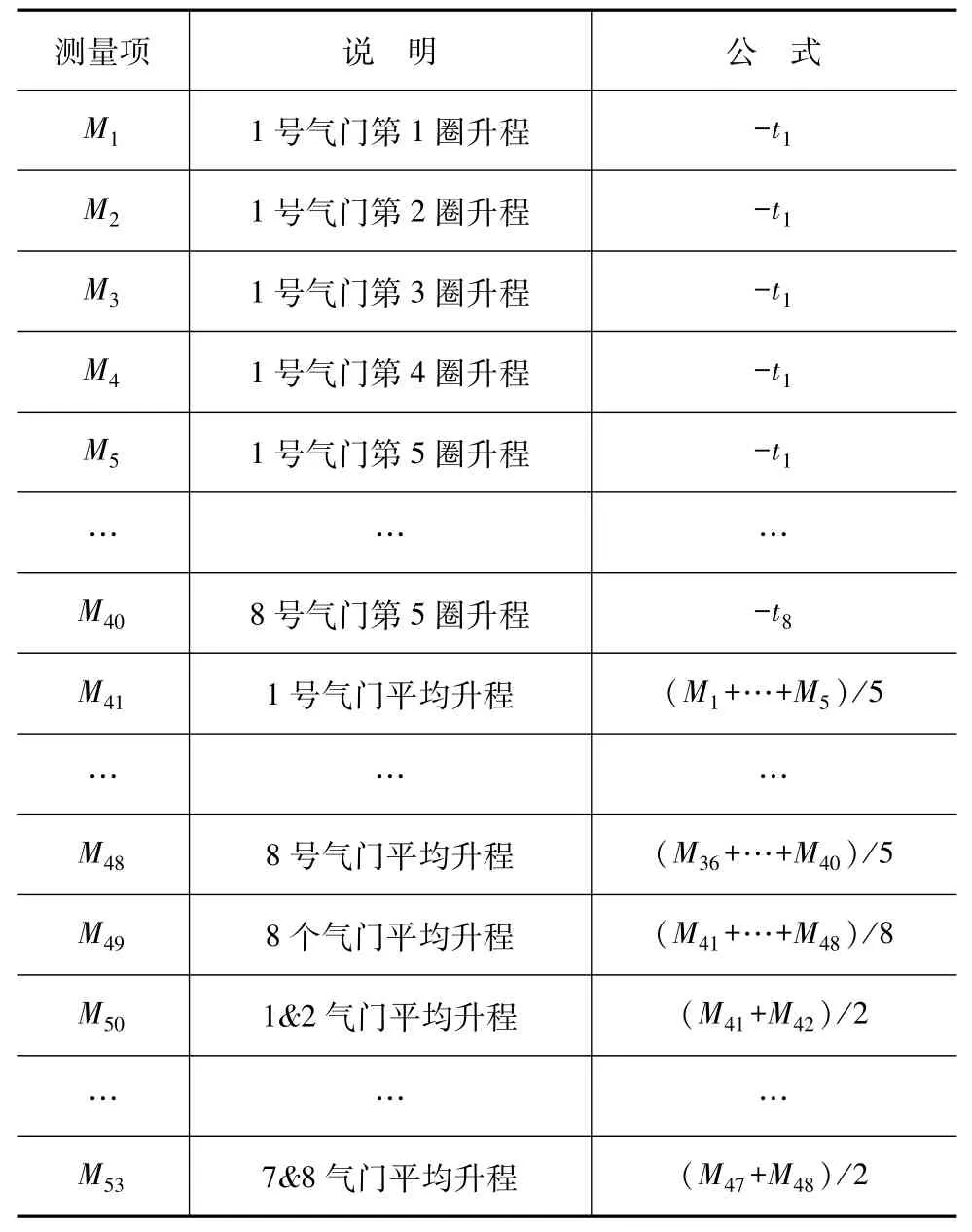
表1 氣門升程計算公式
2.3 氣門升程在線測量設備工作原理介紹
檢測設備為MARPOSS公司開發的氣門升程在線測量機,功能是模擬發動機在低速小負荷工況時,配氣機構動態過程中氣門管理系統的狀態,驗證偏心軸轉角與氣門升程的對應關系,以及在線測量低角度范圍內氣門升程的最小開度數值與工藝設計數值的符合性,設備測量原理如圖8所示。
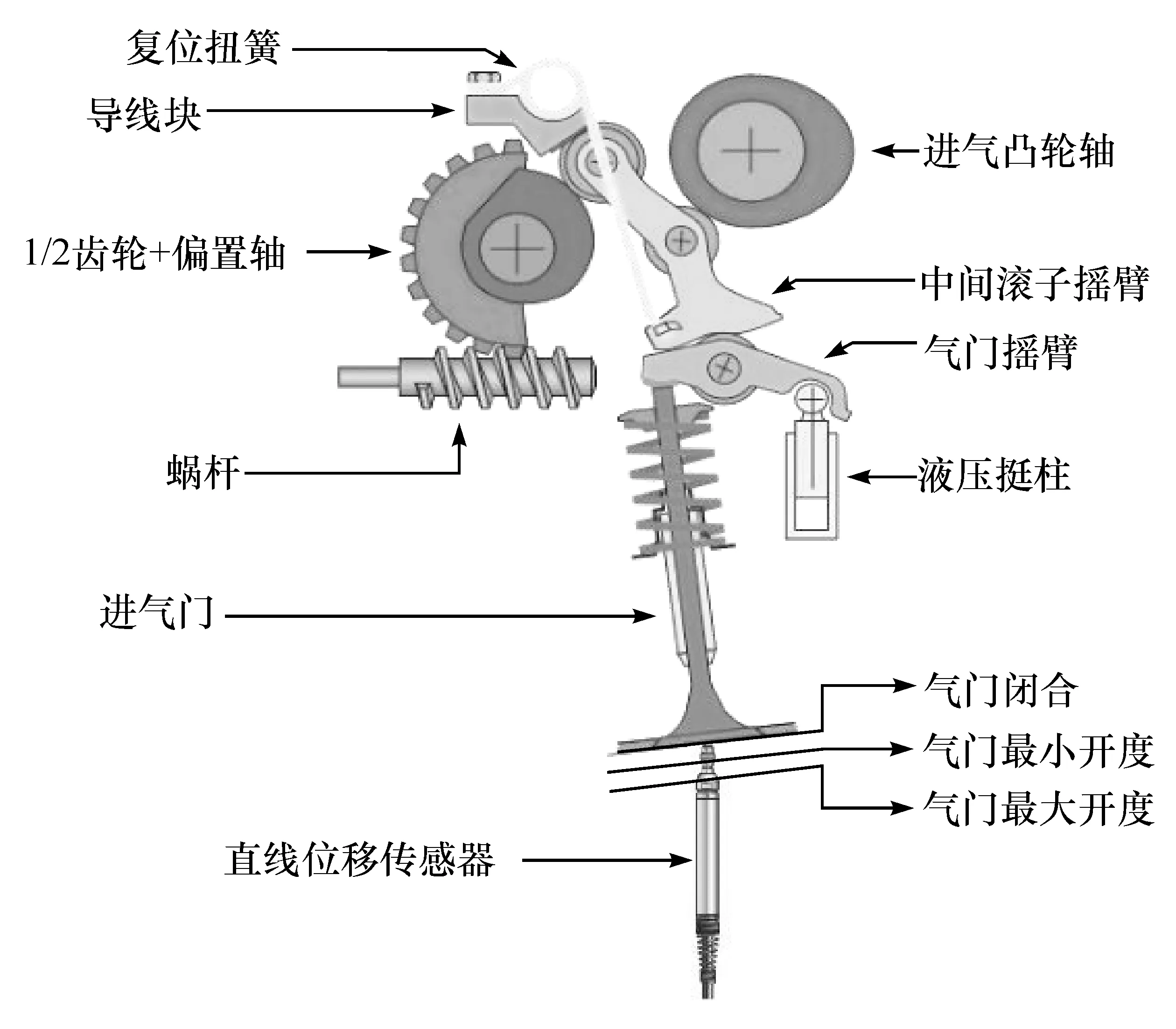
圖8 氣門升程測量原理圖
氣門升程在線檢測機包含大、小標準件2個,用于標定設備的測量精度,測量零件之前先用小標準件校準,校準合格后機械手將滾道上待測零件抓取到測量工位,壓緊機構下降將零件壓緊,凸輪軸驅動單元將凸輪軸旋轉到原位,偏置軸驅動單元將偏置軸旋轉到-14.3°,使進氣凸輪軸基圓與中間滾子搖臂接觸,處于測量位置,然后偏置驅動單元將偏置軸抱死,此時氣門升程為最小開度,勾爪拉緊機構通過氣液增壓缸將液壓挺柱拉住,并鎖緊作用于相應液壓挺柱的拉桿,氣門升程測量單元通過滑臺上升到位與氣門座接觸,進氣凸輪軸旋轉5圈,推動中間滾子搖臂、氣門搖臂使氣門在閉合至最小開度下往復運動,使用MARPOSS公司FP25型號(行程±2.5 mm,精度0.015μm)直線位移傳感器測量氣門升程最小開度數值,測量結束后氣門升程測量滑臺下降,拉桿松開,進氣凸輪軸旋轉到原位,凸輪軸驅動單元滑臺退回,偏置軸驅動單元將偏置軸回原位后退回,壓緊機構回原位,機械手將零件抓回滾道上,測量數據實時在人機界面(HMI)上顯示。考慮到在線測量系統中存在變量因素,增加了傳感器補償系數、角度補償系數和環境溫度補償系數,還需通過計量校對來修正測量數據最終的真實性。這種可變氣門升程在線測量方式測量數據較全面,其測量準確性和測量效率都較高[8]。
3 兩種測量方案特點分析
根據前面對兩種不同排氣量發動機氣門間隙和氣門升程在線測量方法的研究,發現測量方案的設計需要考慮到各種因素,比如測量鏈的完整性、測量不確定度的補償、求解精度級別、工藝檢測參數標準等方面,這些因素都會影響產品質量控制的有效性,兩種測量方案特點見表2。
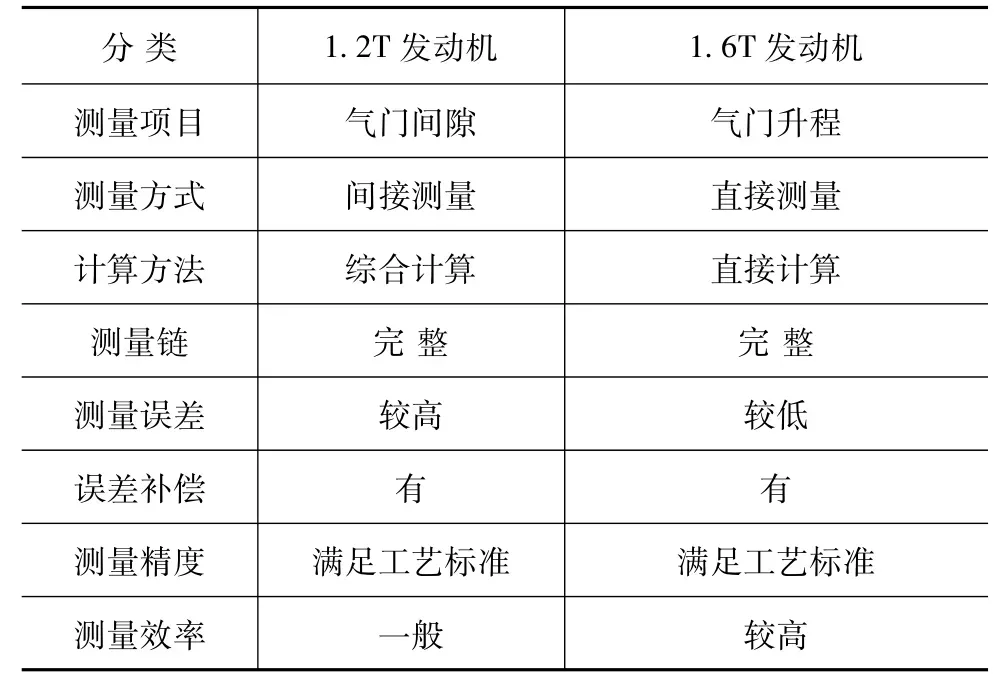
表2 測量方案比較
4 結論
本文中通過對氣門間隙和氣門升程兩個參數測量方法的研究,分析了其數學模型公式、測量原理、在線測量設備工作特點等方面內容,其主要目的是為監控發動機配氣機構在加工和裝配過程中的加工精度、裝配精度等指標是否達到設定工藝標準,以保證發動機在各種工況下實現最佳狀態,使發動機的燃油經濟性、動力性、排放指標等滿足消費者需求,同時也是為后續高性能發動機類似系統的測量選型提供參考依據。
猜你喜歡
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年2期)2014-02-27 12:10:15
汽車與新動力(2013年5期)2013-03-11 16:08:17