冷風微量潤滑納米粒子體積分數對鈦合金磨削性能的影響*
2020-11-04 06:08:40王曉銘張建超王緒平張彥彬張乃慶聶曉霖李長河
金剛石與磨料磨具工程 2020年5期
王曉銘, 張建超, 王緒平, 張彥彬, 劉 波, 羅 亮, 趙 偉, 張乃慶, 聶曉霖, 李長河
(1. 青島理工大學 機械與汽車工程學院, 山東 青島 266520) (2. 邁赫機器人自動化股份有限公司 智能制造技術研究院, 山東 濰坊 262200) (3. 四川明日宇航工業有限責任公司, 四川 什邡 618400) (4. 寧波三韓合金材料有限公司, 浙江 寧波 315040) (5. 煙臺海英機械有限公司, 山東 煙臺 265299) (6. 上海金兆節能科技有限公司, 上海 200436) (7. 南京科潤工業介質股份有限公司, 南京 211106)
鈦合金具有強度高、耐腐蝕等一系列優異的材料特性,是航空航天等領域不可或缺的金屬材料[1]。然而,在零件磨削加工中,產生的高溫和高應力使得工件表面惡化[2-3]。常規澆注式磨削加工造成環境污染和人體健康危害,不能夠滿足現階段綠色制造的發展需求。因此,有學者率先提出了干磨削[4],即在磨削過程中不再添加冷卻潤滑介質。然而,由于缺少冷卻潤滑介質,在保證工件質量的情況下,材料去除效率較低。同時,由于磨屑無法及時去除[5],工件表面質量和砂輪壽命得不到保證。
有學者提出微量潤滑和低溫冷風磨削加工技術。微量潤滑是將微量的潤滑劑通過高壓氣體霧化后沖破氣障層噴射至砂輪工件摩擦界面的一種綠色磨削工藝[6-7]。潤滑劑可以對摩擦界面提供有效的潤滑作用,而壓縮空氣不僅能夠清除磨屑,還可以起到強制對流換熱的作用[8-9]。王勝等[10]向微量潤滑劑中添加納米粒子以提升磨削加工中的潤滑性能。由于納米粒子優異的抗磨減摩性能,其磨削力、摩擦系數和比磨削能較其他潤滑形式的都有明顯的減小。而低溫冷風技術是指將常規氣體介質冷卻至0~-120 ℃后,經噴嘴噴射至加工區域的冷卻方式。低溫冷風技術的應用不僅能夠降低磨削力、減少高溫熱損傷,還能夠有效地延長砂輪壽命[11-12]。
由于鈦合金材料的低熱導率[13],相較于其他工件材料,在磨削加工過程中磨削區溫度會顯著提升,造成工件表面熱損傷。為解決鈦合金工件磨削區溫度過高的問題,ZHANG等[14]提出將納米流體微量潤滑與低溫冷風技術相耦合的冷風納米流體微量潤滑磨削加工新工藝。納米流體微液滴的存在保證了材料去除時的潤滑作用,而冷風的加入提升了微液滴在磨削區的換熱能力。因此,冷風納米流體微量潤滑擁有更高的冷卻性能。張高峰等[15]將粒徑為40 nm的二硫化鉬納米粒子加入基礎磨削液中,比較了常溫干式、澆注式、低溫冷風微量潤滑以及低溫冷風納米流體微量潤滑等4種冷卻潤滑方式下的磨削加工性能。結果表明:低溫冷風納米流體微量潤滑能夠有效地減小磨削加工過程中的法向磨削力并降低磨削溫度;尤其在高速、大磨深的磨削參數下,其磨削加工性能更優良。然而,冷風的加入使得氣體流量及溫度發生了變化,納米流體的體積分數對磨削區溫度的作用規律尚不明確,針對納米粒子的體積分數對冷風納米流體微量潤滑磨削加工換熱性能影響規律的相關研究不夠充分。
本研究通過兩步法配置不同體積分數的氧化鋁納米流體用于鈦合金Ti-6Al-4V的磨削加工,并討論和分析磨削區最高溫度、磨削比能、納米流體的黏度和接觸角的變化趨勢。
1 試驗方法
1.1 試驗設備
微量潤滑與冷風供給設備結構如圖1所示。試驗使用的主要儀器設備見表1。磨削力和磨削溫度的測量方法如圖2所示。

(a)微量潤滑供給設備Minimum quantity lubricationsupply device(b)冷風供給設備Cryogenic air supplyequipment圖1 微量潤滑與冷風供給設備Fig. 1 Minimum quantity lubrication & cryogenic air supply equipment
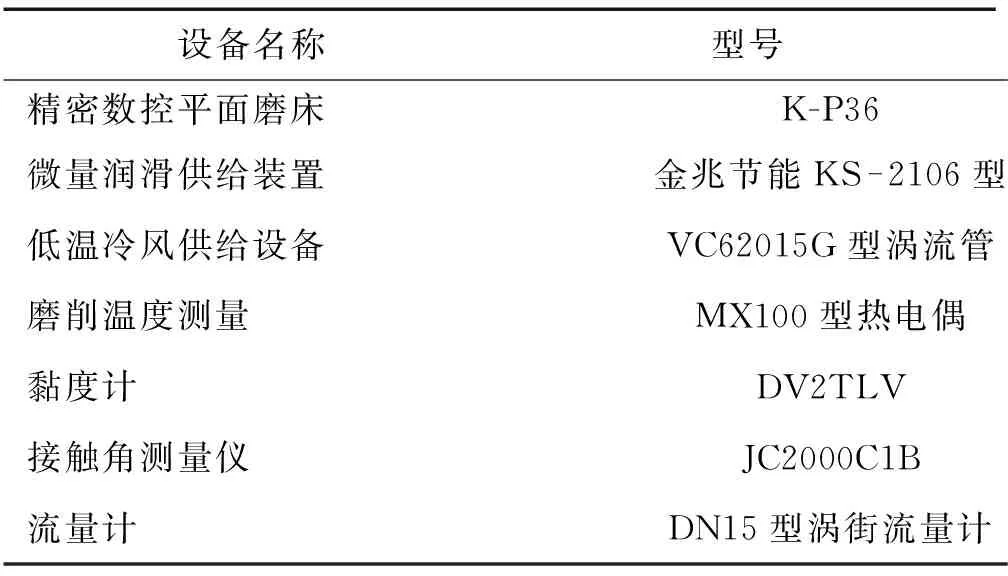
表1 試驗儀器設備

(a)磨削力測量Grinding force measurement(b)磨削溫度測量Grinding temperature measurement圖2 磨削力和磨削溫度的測量方法Fig. 2 Measurement of grinding force and grinding temperature
1.2 試驗設計
為探究體積分數對冷風納米流體微量潤滑磨削區換熱能力的影響規律,制備了不同體積分數的氧化鋁納米流體,其體積分數分別為0.5%、1.0%、1.5%、2.0%、2.5%、3.0%。磨削加工參數如表2所示。
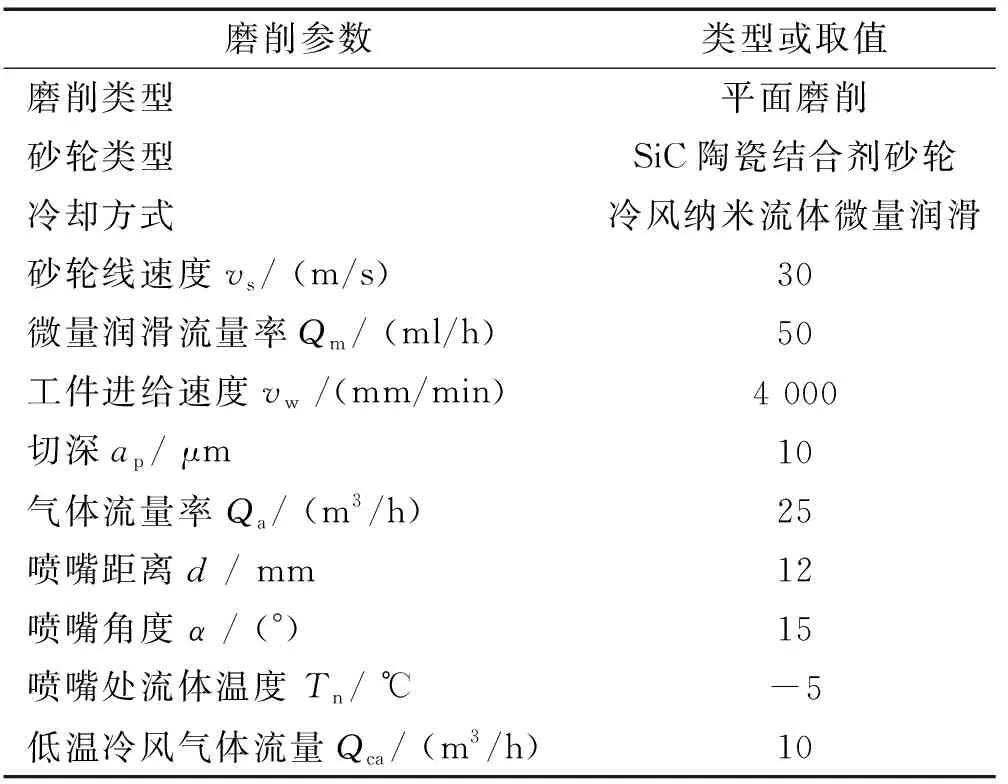
表2 磨削試驗參數
1.3 試驗材料
工件材料選擇鈦合金Ti-6Al-4V,工件尺寸為80 mm×20 mm×40 mm。微量潤滑基礎油為KS-1008合成脂,其主要化學成分見表3。納米粒子選用兼具抗磨減摩和冷卻性能的氧化鋁納米粒子,其物理特性見表4。依據MUSAVI等[16]的研究,與常規納米流體相比,加入表面活性劑的納米流體可以顯著改善切削性能。產生這種現象可以歸因于表面活性劑在流體介質中具有防止納米顆粒聚集的能力。因此,為提升氧化鋁納米流體的分散性,在用兩步法制備納米流體時加入體積分數為0.1%的十二烷基硫酸鈉(SDS)作為表面活性劑。兩步法是指首先制備納米固體顆粒,再將納米顆粒通過適當的方式分散到基液中。混合完成后經過機械攪拌和超聲振蕩分散,以提升其分散穩定性。超聲振蕩采用KQ3200DB型超聲波振蕩器,振蕩時間為2 h。

表3 合成脂成分含量及沸點

表4 氧化鋁納米粒子物理特性
2 試驗結果與討論
2.1 磨削溫度
6種不同體積分數下的氧化鋁納米流體在冷風納米流體微量潤滑工況下的磨削區最高溫度如圖3所示。由圖3可以看出:磨削區最高溫度隨著氧化鋁納米粒子體積分數的增加呈先降低后升高的趨勢,并且在體積分數為1.5%時得到了最低溫度183.5 ℃,與體積分數為0.5%和3.0%時的磨削區最高溫度相比,分別降低了10.1 ℃和12.8 ℃。
隨著氧化鋁納米粒子體積分數的增加,納米流體的分散性會發生改變。在范德華力的作用下,納米粒子會產生團聚和沉淀。隨著納米粒子體積分數的升高,納米流體的分散穩定性發生了變化。在較低的體積分數時,納米粒子受到的布朗力會抵消掉納米粒子的沉淀力,絕大部分納米粒子達到穩定平衡狀態。由于作為添加相的氧化鋁納米粒子的熱導率和比熱容等換熱性能參數相較于基礎油冷卻介質有巨大提升,因此納米流體的換熱能力遠高于相同體積的基礎油。同時,由于納米粒子的高比表面積特性,其傳熱能力遠高于微米級粒子的,伴隨氧化鋁納米粒子的體積分數增加,納米流體的換熱能力得到增強。

圖3 不同體積分數的氧化鋁磨削區最高溫度
在氧化鋁納米粒子達到一定體積分數后,納米粒子之間的距離隨之減小,納米粒子之間易產生如圖4所示的相互搭接的“熱短路”現象[17]。這減少了固體-液體-固體間的高熱阻熱傳遞,因此冷卻介質的接觸熱阻得到大幅度降低。并且,相互直接接觸的納米粒子還存在一定的接觸壓力,進一步降低了熱阻,從而增強了氧化鋁納米流體的導熱能力。

(a)分散分布 Dispersed and distributed(b)納米粒子搭接Nanoparticles overlap圖4 納米粒子搭接“熱短路”示意圖Fig. 4 Schematic diagram of "hot short circuit" of nanoparticle lap
當氧化鋁體積分數進一步增加時,由于納米粒子失去動力穩定性并發生沉降,反而使得納米流體的換熱性能降低。由圖3還可以看出:磨削區溫度已明顯高于脫芳烴飽和溫度105 ℃,在冷卻介質實際換熱中,除冷風帶走的熱量外,納米流體在磨削區的換熱狀態為沸騰換熱。磨削區沸騰換熱是磨削區大量氣泡的產生、成長并將工質由液態轉變為氣態從而帶走熱量的一種劇烈蒸發過程。當工件表面溫度超過磨削液的飽和溫度并達到一定數值時,磨削液首先在工件表面凹坑及裂紋處吸收潛熱產生氣泡,這些能夠產生氣泡的點稱為汽化核心[18],隨著熱量不斷由高溫表面繼續傳入汽化核心,氣泡體積不斷長大、上浮直至脫離工件表面從而帶走磨削熱量。在沸騰換熱中,基礎油易受熱汽化,在汽化的同時產生大量氣泡進而飛逸出。沸騰傳熱與氣泡的產生和脫離密切相關,而氣泡的形成包含2個必要條件:液體過熱和汽化核心的存在。在磨削加工中,工件表面的微凹坑和裂紋處是氣體殘留的優良載體。當納米流體中氧化鋁體積分數增加到一定程度后,納米粒子會團聚沉積在工件中。然而過量的氧化鋁納米粒子沉積在工件表面的填補效應影響了氣體殘留,進而抑制了沸騰換熱汽化核心數量與容氣能力。更進一步地,磨削區冷卻介質的沸騰換熱能力被削弱,磨削溫度升高。因此,體積分數過高的納米流體“填補阻塞”在工件表面(圖5),導致磨削區溫度升高。

圖5 納米粒子“填補阻塞”效應
2.2 比磨削能
比磨削能表征磨除單位體積材料所消耗的能量,是磨削加工中最為重要的磨削參數之一,它與砂輪壽命、工件表面質量密切相關。比磨削能既是衡量磨削加工效率的重要指標,同時也能表征砂輪/工件界面的潤滑效果:比磨削能越小則磨除相同體積材料所消耗的能量越少,潤滑效果和磨削性能越好。比磨削能計算公式如下:
(1)
式中:U為比磨削能,J/mm3;P為磨削消耗的總能量,J;Qw為去除工件材料的總體積;vs、vw分別為砂輪和工件進給速度,mm/s;Ft為切向磨削力,N;ap、b分別為磨削深度和工件寬度,mm。
6種不同體積分數的氧化鋁納米流體磨削加工鈦合金時的比磨削能如圖6所示。由圖6可以看出:在體積分數低于2.5%時,比磨削能隨氧化鋁納米粒子體積分數的增加而減小,由0.5%時的74.8 J/mm3下降至2.5%時的64.73 J/mm3。而在氧化鋁的體積分數達到3.0%時,比磨削能卻上升至69.33 J/mm3。與體積分數2.5%的納米流體相比,體積分數0.5%和3.0%的納米流體的比磨削能分別提高了15.6%和7.1%。結合磨削溫度隨氧化鋁納米粒子體積分數的變化可以推斷:磨削性能并不會隨納米流體體積分數的增加一直上升,在達到一定的峰值后,會呈現出下降的趨勢。存在一個體積分數的最優值,使得納米流體的冷卻潤滑能力最優。

圖6 不同體積分數的氧化鋁納米流體的比磨削能
在氧化鋁體積分數為2.5%之前,隨著體積分數的增加,比磨削能逐漸降低,這驗證了氧化鋁納米粒子優異的抗磨減摩性能。由于氧化鋁納米粒子的高硬度和類球形結構,使得其在實際摩擦界面出現“類軸承”效應,磨粒/工件接觸界面的滑動摩擦變為滾動摩擦。但是隨著氧化鋁納米流體體積分數的進一步升高,團聚現象變得明顯,納米粒子聚積在一起,使得其快速沉降。這使得納米流體產生與常規微量潤滑油相同的特性與能力。因此,過高體積分數的納米流體反而不利于實際的磨削加工。
2.3 納米流體黏度和接觸角對換熱性能的影響
6種不同體積分數下的氧化鋁納米流體在0 ℃時的黏度如圖7所示。由圖7可知:隨著體積分數的提升,納米流體的黏度也呈上升趨勢。但當體積分數達到1.5%后,黏度的上升趨勢減緩。納米粒子的無規則布朗運動使得納米流體的無規則運動和能量交換程度提升,因此納米流體的黏度隨氧化鋁體積分數的增加而升高[19]。因此,隨著氧化鋁體積分數的增加,黏度值升高。而體積分數過高時,納米粒子之間撞擊、聚積并形成團簇,一部分納米粒子失去原有的動力學穩定性。依據WANG等[20]的研究,高黏度的潤滑劑潤滑效果更優。黏度升高,分子間的黏滯性越強,進而所產生的油膜擁有更好的穩定性和更長的滯留時間,從而提高了潤滑性能與材料去除過程的能量損耗。但是,高黏度的潤滑劑會導致更薄的溫度邊界層,因此其熱擴散能力會隨之降低,進而換熱性能受到影響[21]。

圖7 不同體積分數的氧化鋁納米流體在0 ℃時的黏度
0 ℃時不同體積分數的氧化鋁納米粒子的接觸角大小如圖8所示。由圖8可知:接觸角隨氧化鋁納米粒子的體積分數升高呈近線性下降趨勢,并在2.5%時得到最小值45.85°,當體積分數增加至3.0%時,接觸角上升至56.00°。出現這種現象的可能原因是隨著納米流體體積分數的升高,接觸角急劇減小。如圖9a所示,由于氧化鋁固體納米顆粒的密度高于基礎油的密度,因此,有可能對沿接觸面的油分子施加額外的向下壓力。隨著氧化鋁納米粒子體積分數的增加,這種向下的壓力得到強化,因此接觸角進一步減小。同時,隨著接觸角的減小,潤濕面積增大。此外,在基礎油中不斷加入適量的納米顆粒,并參與作用,減小接觸角。然而,體積分數超過一定量后,接觸角增大。如圖9b所示,這種效應可以解釋為:過量的納米顆粒聚集在一起,而不是分散在基礎油中,然后在失去動態穩定性后沉積。因此,納米流體的潤濕性降低。

圖8 不同體積分數的氧化鋁納米流體在0 ℃時的接觸角

(a)低體積分數 Low volume fraction(b)高體積分數 High volume fraction圖9 添加不同體積分數的納米粒子后接觸角變化的機理Fig. 9 Mechanism of contact angle change after addingnanoparticles with different volume fractions
與此同時,納米流體的黏度與接觸角也是影響冷卻介質霧化效果的重要因素。納米流體在高壓空氣的擾動下被破碎分散為微液滴,進而被輸運至砂輪/工件界面發揮冷卻潤滑作用。霧化過程伴隨納米流體所受外力與內力的相互作用。液體壓力與壓縮空氣對霧化過程起到促進作用,而液體的黏滯力和表面張力會阻礙霧化過程。當起到促進作用的外力大于抑制霧化的內力時,冷卻介質的受力平衡狀態被打破,液滴被破碎成為微液滴群。從霧化角度考慮,更低的潤滑液的黏度和表面張力,使得氣體的表面能耗散功和黏性耗散功損耗更少,兩相流的沖擊動能更大且液滴顆粒的霧化質量更高,從而在磨削區起到的冷卻潤滑作用更佳。納米流體的接觸角越小,其霧化后的微液滴在工件表面鋪展所需要的表面能就越小,同時可以得到更大的鋪展面積。此時油膜的鋪展效果更好,因而可以得到更佳的冷卻效果。
3 結論
試驗研究了冷風微量潤滑納米粒子體積分數對鈦合金磨削性能的影響,分析和討論了磨削區最高溫度、比磨削能、黏度和接觸角的變化趨勢與作用機理,得出如下結論:
(1)鈦合金的磨削性能并不會隨氧化鋁納米粒子的體積分數增加而一直升高。比磨削能在體積分數為2.5%時得到最低值64.73 J/mm3,相較于體積分數為0.5%和3.0%時分別下降了15.6%和7.1%。磨削區最高溫度隨納米粒子體積分數的提升,并在氧化鋁納米粒子為1.5%時達到最低值183.5 ℃,與0.5%和3.0%體積分數的納米流體相比,分別下降了10.1 ℃和12.8 ℃。
(2)氧化鋁納米流體在0 ℃的黏度和接觸角均為非線性變化。黏度隨氧化鋁納米粒子的增加而增加,并在體積分數為3.0%時達到235.8 mPa·s。接觸角隨體積分數的增加先下降,并在體積分數為2.5%時達到最低值45.85°。高黏度雖然能夠提升接觸區的潤滑性能,但是會減弱油膜的熱擴散能力。低接觸角降低納米流體微液滴在工件表面鋪展失去的表面能,因此可以獲得更高的浸潤面積,冷卻效果更佳。
(3)納米粒子的分散性對磨削中的冷卻潤滑均有影響,在氧化鋁納米粒子體積分數增加時,納米粒子之間會發生碰撞、團聚。因此需要提升納米流體穩定性以提升磨削加工性能。氧化鋁納米粒子的體積分數是影響冷風納米流體微量潤滑磨削性能的重要因素。