船用柴油機焊接部件更換焊材的理解和體會
2020-11-04 08:07:12魏寧印英猛劉洲
金屬加工(熱加工) 2020年9期
關鍵詞:工藝
魏寧,印英猛,劉洲
中國船舶重工集團柴油機有限公司 山東青島 266000
1 序言
機座、機架是船用二沖程柴油機的主要固定件,起著支撐和導向作用。機座、機架由B級船板焊接而成,B級船板屬于一般強度船體用鋼,其化學成分和力學性能分別見表1、表2。根據專利方溫特圖爾發動機有限公司(以下簡稱專利方)規范要求,應采用實芯焊絲打底,藥芯焊絲填充、蓋面。專利方推薦實芯焊絲型號為AWS A5.18:ER70S-6,推薦藥芯焊絲型號為AWS A5.20:E71T-1C。在生產過程中,由于質量、價格、交貨期等因素,制造單位會遇到更換焊材的情況,即在焊材型號不變的情況下,由某一種牌號的焊材更換成其他牌號。對于新焊材,制造單位是否可以直接使用,還是需要重新做焊接工藝評定,或是做某一特定試驗,ISO標準及各個船級社規范要求不盡相同[1]。
2 標準中關于焊材牌號變更主要技術要求
(1)ISO標準 專利方規范中,對焊材牌號變更沒有明確要求,故需遵循ISO標準及各船級社規范。ISO 15614-1《鋼的弧焊和氣焊,鎳及鎳合金的弧焊工藝評定試驗》關于焊材牌號變更要求:當在-20℃以下時有沖擊要求,對于ISO 4063中的焊接方法111、114、12、136和132,焊材有效使用范圍限定在評定所使用的焊材牌號。在這種條件下,可使用型號相同、牌號不同的其他焊接材料,前提是焊接工藝評定時采用最大的熱輸入焊接一塊試板,且僅做焊縫金屬沖擊試驗。該條款不適用于型號和化學成分相同的實芯焊絲。

表1 母材及焊絲化學成分(質量分數)① (%)

表2 母材及熔敷金屬力學性能①
(2)CCS(中國船級社)船規 CCS船規關于焊接材料適用范圍的規定:除熱輸入量超過5kJ/mm的工藝外,焊接材料的適用范圍是與焊接工藝評定所用的焊接材料相同等級者,包括后綴。
(3)DNV GL(挪威船級社與德國勞氏船級社)船規 DNV GL船規關于焊接材料變更的規定:當焊接工藝評定試驗要求的沖擊試驗溫度低于-20℃時,需要重新做焊接工藝評定。
(4)LR(英國勞氏船級社)船規 LR船規關于焊接材料牌號變更的規定:①對于手工焊和半自動焊,用于填充和蓋面的焊接材料允許改變牌號,前提是新焊接材料與焊接工藝評定試驗時使用的焊接材料相比,有相同或更高的認可等級,以及相同的藥皮、焊芯、焊劑種類。②單面焊全熔透的對接焊縫,其打底焊道的焊接材料牌號不允許改變。③對于熱輸入量超過5kJ/mm的焊接方法,不允許改變焊接牌號。
(5)ABS(美國船級社)船規 ABS船規關于焊材牌號變更的規定:除熱輸入量超過5kJ/mm的工藝外,焊接材料應與焊接工藝評定時所用的焊接材料具有相同等級,包括后綴。
3 焊材牌號變更示例
(1)焊接工藝評定說明 焊接工藝評定接頭形式為T形接頭對接焊縫,單面焊雙面成形,如圖1所示。焊接方法為半自動焊,采用實芯焊絲打底,焊絲牌號為MG50-6;藥芯焊絲填充、蓋面,焊絲牌號為V-71,保護氣體均為CO2。母材為B級船板,沖擊試驗適用的溫度為0℃;最大熱輸入量<2kJ/mm。
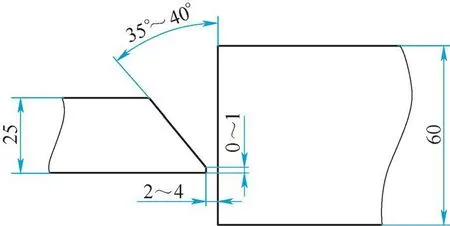
圖1 焊接工藝評定接頭形式
(2)新舊焊材等級對比 實芯焊絲變更為CHW-50C6SM,藥芯焊絲變更為Weld71T-1。焊接工藝評定用新舊焊材等級對比見表3。
(3)標準分析 關于焊材牌號的變更,ISO 15614-1標準及各船級社規范有不同的要求,見表4。從表4中可以看出,預使用新焊材CHW-50C6SM、Weld71T-1,雖然藥芯焊絲無需做工藝評定,但原始工藝采用實芯焊絲打底,藥芯焊絲填充、蓋面的組合焊接方法,故需要使用新焊材焊制一塊試件,并按標準進行無損檢測及力學性能試驗。
(4)焊接試板 選用圖1的接頭形式,采用之前焊接工藝評定的參數重新焊接試板,焊接參數見表5。
焊接試板時,應注意如下細節:①由于采用單面焊雙面成形工藝,試板組對間隙需嚴格控制在2~4mm之間,以保證根部熔透。②試板鈍邊要求在1mm以內,保證根部熔透。③試板采用單邊V形坡口,留4~5mm反變形量,以免試板焊后變形過大造成取樣困難。④按專利方要求,B級船板焊前預熱60℃,且層間溫度不能超過250℃。

表3 焊接工藝評定用新舊焊材等級對比

表4 焊材變更標準分析
對試板進行無損檢測及力學性能試驗,結果見表6。從表6中可以看出,試件的各項力學性能均達到了標準的規定值。

表5 試板焊接參數

表6 力學性能試驗結果
4 結束語
1)焊材牌號變更試驗,實芯焊絲由MG50-6更換為CHW-50C6SM,藥芯焊絲由V-71更換為Weld71T-1,得到了專利方及各大船級社的一致認可。更換焊絲后,經歷了專利方歷次審核及船級社焊接工廠審核,均未對焊材的使用提出過疑義。
2)對于二沖程船用柴油機,焊接材料的變更涉及到專利方規范、ISO標準及各個船級社規范。分析標準要求時,可從焊接方法、焊材級別,以及焊接工藝評定中沖擊試驗溫度、熱輸入及接頭、焊縫形式入手,制定工作計劃,并上報專利方及船級社審批,可保證焊材更換順利進行。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
