基于模塊化思維的組焊裝配卡箍通用性優化設計
2020-11-04 08:07:16朱曉琳張占峰
金屬加工(熱加工) 2020年9期
朱曉琳,張占峰
1.內蒙古廣播電視大學 內蒙古呼和浩特 010020
2.內蒙古航天紅崗機械有限公司 內蒙古呼和浩特 010020
模塊化思維,就是把一個整體分解為由若干相同的單元組合而成,進而通過單元的特性區別來實現整體特性多樣化的一種方法和理念。隨著行業發展,機械設計制造面臨著新的難題:周期短、成本高、種類多,以及產品供不應求等。如果能夠引進模塊化設計思路,實現對產品及工藝裝備的通用性設計,不僅能縮短機械設計制造的周期,而且能有效減少成本,提升企業競爭力。
1 設計背景
在薄壁高壓強筒形壓力容器圓筒裝配、組焊過程中,為保證焊縫質量穩定可靠,必須控制圓筒與圓筒對接環縫的錯位。由于圓筒的圓度不同,自然狀態下無法裝配,因此在裝配過程中需要使用卡箍工裝對環縫兩側進行圓度及錯位調節。只有保證錯位在規定范圍內,才能保障焊縫質量。
現用卡箍為整體模式,通常每種直徑圓筒需要兩套外卡箍,如圖1所示。每件卡箍有兩件支撐環,數件支撐塊均布于兩件支撐環之間焊接成形,每件支撐塊上有2個螺紋孔,并配置緊定螺釘,每件緊定螺釘端頭上配置一件頂頭,防止在調節錯位過程中劃傷容器表面。使用過程中將卡箍裝于圓筒環縫,利用緊定螺釘對焊縫兩邊錯位進行調節。此種卡箍僅限于一種尺寸或直徑差在30mm以內的圓筒裝配。

圖1 整體式外卡箍結構示意
近年來,壓力容器型號較多,生產任務緊急,在編制工藝文件的同時需兼顧設計工裝夾具等工作,但工裝從設計、投產至使用周期較長,無法滿足生產進度要求。部分研制型號僅生產1~3臺,設計生產的卡箍工裝使用后便閑置,既造成資源浪費,又占用生產場地。涉及多種型號產品的生產任務時,每種都需要專用卡箍兩套,配套內撐兩套,工裝數量繁多,管理極其不便。因此,開展對卡箍工裝的通用性設計是目前亟待解決的問題,模塊化思維是本設計的核心思想。
模塊化思維在機械設計中應用具體的設計流程如圖2所示。基于模塊化思維開展對組焊裝配卡箍的設計,首先需要對卡箍進行結構和應用分析,根據卡箍的結構及應用特點將卡箍拆分成若干模塊,然后確定模塊功能和功能模塊的連接方式,這兩個步驟通常可以同時展開,統稱為產品模塊化設計。確定模塊及連接方式后,可以根據實際情況進行一些設計上的精細化及改進,這是一個循序漸進的過程,可以應用在整個使用過程中,最后對按模塊化思維改進的卡箍進行最終的應用效果驗證。
圖2 模塊化設計流程
2 整體式卡箍結構分析
整體式卡箍結構及使用方法如圖3所示。采用整體式卡箍對薄壁圓筒的組焊裝配,首先將卡箍裝配于焊縫一側,使其單排緊定螺釘擰緊后調節圓筒圓度;然后裝配另一側圓筒,通過該側緊定螺釘調節焊縫錯位,完成調節后,利用支撐塊之間的間隙實施定位焊接。

圖3 整體式卡箍結構及使用方法
從卡箍的結構和使用方法上看,其中最主要的部分是以支撐塊和緊定螺釘為整體的最小單元以及支撐塊與支撐環圍繞構成的定位焊空間兩大部分,每個支撐塊和緊定螺釘用來調節焊縫錯位,而定位焊空間必須足以保證定位焊縫長度至少可以達到35~40mm。定位焊時,由于視線和焊槍在定位焊空間中受阻,定位焊縫通常稍小于兩支撐塊之間的距離。因此,在設計卡箍時,必須為定位焊留下足夠的空間。
3 卡箍的模塊化設計
為了實現對整體式卡箍的通用化設計,關鍵要將卡箍根據需要調整尺寸大小,將卡箍拆分成為若干小的模塊,由于卡箍在使用時的最小單元為緊定螺釘,而緊定螺釘在調節錯位過程中需要以支撐塊作為支撐,所以可將每個支撐塊以及緊定螺釘作為卡箍的最小模塊,暫稱之為卡箍單元節,通過裝卸卡箍單元節來達到控制卡箍尺寸的目的。
因此,該通用卡箍的設計主要考慮兩個方面,一方面是卡箍單元節的結構;另一方面是單元節之間的連接方式,且在以上兩方面的設計上,必須兼顧工裝結構的合理性、使用的輕便性及耐用性[1]。
卡箍單元節的結構設計方案主要從軸對稱和非軸對稱兩種類型展開研究,單元節之間的連接方式需要根據單元節的結構進行設計,具體設計方案及結構分析見表1。
通過對三種設計方案的分析,發現方案一和方案三都會對工裝應用有不良影響,優化難度較大,可行性較差;方案二軸對稱單元節——連接片連接設計方案基本不影響工裝使用效果,因此通過綜合分析對比,認為方案二可行性最高,因此選定方案二進行進一步結構設計及優化。
4 通用卡箍的設計優化
整體式卡箍的支撐環采用的材料是Q235普通低碳鋼,支撐塊采用的材料是45鋼。緊定螺釘和銅頂頭材料及尺寸不做調整,統一按照標準件加工。
對通用卡箍的結構優化主要考慮是要在保證強度的同時降低質量,并降低相關零部件的加工難度。通過對設計結構的進一步分析,發現將卡箍拆分成單元節以后,支撐板和支撐塊之間原來采用的焊接連接方式可以優化為整體機械加工成形方式,采用機械加工不僅可以提高零件的加工精度,而且可以降低其加工復雜程度,提高加工效率。
單元節之間有連接片進行連接,而支撐板和連接片重合部位對其連接定位沒有提升作用,因此支撐板可以縮短長度,只要保證連接片能夠連接即可。如此優化不僅可以增大定位焊空間,減輕質量的同時也保證了強度[2]。
改進后的單元節結構及其連接方式如圖4所示。
該卡箍可通過裝卸單元節合理選配單元節數量調節卡箍工裝的直徑,進而實現任何尺寸薄壁圓筒的組焊裝配,實際仿真效果如圖5所示,具體的使用效果可通過實際應用進一步驗證。

表1 設計方案及結構分析
圖4 改進后的單元節結構及其聯接方式

圖5 模塊化通用卡箍效果
5 設計應用效果
根據計算,圓筒尺寸與通用卡箍單元節數量匹配關系見表2,表2內重合尺寸一般偏重于選擇數量多的單元節。為驗證該卡箍的通用性,需針對不同直徑圓筒環縫的組焊裝配進行試驗,本次驗證分別對φ235mm、φ380mm、φ750mm、φ1400mm四種直徑的圓筒進行了裝配,通過緊定螺釘的調節,圓筒焊縫的錯位均通過檢測。
技術途徑:①根據圓筒尺寸對照表2選取相應的單元節數量,將通用卡箍繞圓筒一周,根據實際情況進行調整并閉環連接。②先將卡箍裝于圓筒環縫一側,擰緊單排緊定螺釘使卡箍固定于圓筒環縫。③調節緊定螺釘利用內圓樣板對該側圓筒進行調圓。④裝配另一側圓筒并擰緊緊定螺釘,根據焊縫錯位情況調節緊定螺釘。裝配效果如圖6所示。
表2 圓筒尺寸與通用卡箍單元節數量匹配關系
圖6 通用卡箍的裝配
裝配參數及檢測結果見表3,通常薄壁高壓強圓筒的焊縫等級要求為Ⅰ級,焊縫錯位量要求<0.5mm,通過檢測焊縫錯位量均在要求范圍內,焊縫質量合格,因此,通用卡箍能夠保證圓筒組焊的焊縫質量。

表3 通用卡箍裝配參數及檢測結果
模塊化通用卡箍可組裝、可拆分,可根據需要組合成任意直徑卡箍,從而實現任何尺寸筒形壓力容器的組焊裝配,大大降低生產成本。該卡箍可折疊,大大節省空間,便于工裝管理。
6 降本增效情況
(1)降本 整體式外卡箍與模塊化通用卡箍單套生產成本見表4。從表4中可以看出,由于模塊化通用卡箍不限尺寸,隨著產品型號種類的不斷增多,整體式卡箍的生產成本呈不斷疊加的趨勢,總成本越來越高,而在此時,通用卡箍在節約生產成本方面就會越發顯著,具有非常可觀的經濟效益。
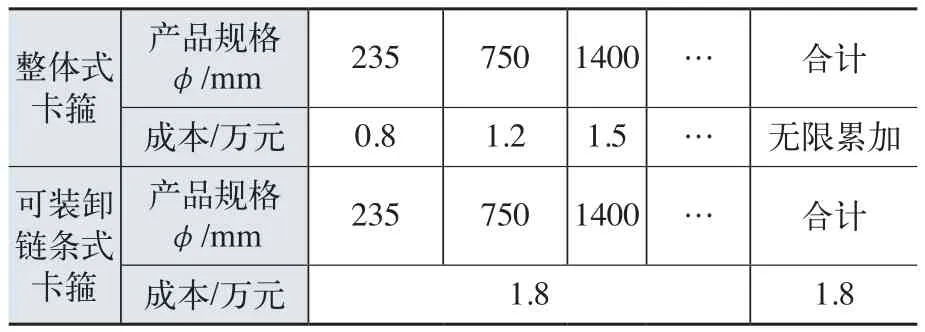
表4 單套卡箍生產成本對比
(2)增效 以往在新壓力容器生產中,任務下達后十分緊急,在產品投產前必須先行設計、投產卡箍工裝,周期較長。而鏈條卡箍在這方面也具有非常明顯的優勢,模塊化通用卡箍可拆分、可組裝,新型號產品生產任務下達后,節省了工裝設計、生產周期,只要零部件齊全隨時可進行組裝,即裝即用,能夠提高生產效率,在一定程度上保證生產進度。
7 結束語
(1)通用化 通過試驗驗證,模塊化通用卡箍可通用于所有尺寸的筒形壓力容器組焊裝配,使用效果良好。
(2)節約生產成本 模塊化通用卡箍可代替各種尺寸卡箍對筒形壓力容器進行組焊裝配,僅有一套工裝成本代替多套工裝,大大節約生產成本。
(3)提高生產效率 在一定程度上可以提高生產效率,尤其新型號生產或任務緊急情況下可直接使用,保證生產進度。
(4)工裝管理 整體式卡箍數量多,占用空間大,工裝管理不便。而模塊化通用卡箍使用后可對卡箍單元節、連接片、螺栓及螺母集中存放管理或整體折疊存放,節省空間,便于管理。
猜你喜歡
海洋信息技術與應用(2022年1期)2022-06-05 07:38:22
建材發展導向(2021年6期)2021-06-09 05:57:08
現代裝飾(2020年5期)2020-05-30 13:01:56
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
藝術啟蒙(2018年7期)2018-08-23 09:14:18
中國核電(2017年2期)2017-08-11 08:00:56
海峽姐妹(2017年7期)2017-07-31 19:08:17
流程工業(2017年4期)2017-06-21 06:29:50
Coco薇(2017年5期)2017-06-05 08:53:16
制造業自動化(2017年2期)2017-03-20 14:26:13
