某大型集裝箱船艉部鑄鋼件裂紋缺陷修補工藝研究
2020-11-04 08:07:18許志祥張偉楊立志
金屬加工(熱加工) 2020年9期
許志祥,張偉,楊立志
滬東中華造船集團有限公司 上海 200129
1 序言
某大型集裝箱船在船塢搭載階段,艉部AB02分段后軸殼鑄鋼件艉軸孔鏜孔加工余量剩0.5mm時,鑄鋼件表面發現有一長條裂紋,長度650mm左右(見圖1)。后經UT檢測發現,該處裂紋平均深度超過60mm,這在實際生產中非常少見。由于裂紋較嚴重,必須嚴格按相關船級社規范和工藝標準對裂紋缺陷進行修補,以確保后續相關生產計劃順利進行。

圖1 鑄鋼件表面裂紋
2 鑄鋼件焊接特點
經查此鑄鋼件材質證書,其主要化學成分及碳當量(Ceq)見表1,從表1中可看出,其Ceq為0.41%,表明此鑄鋼件焊接性一般。由于該處部位厚度約400mm,因此必須采取焊前預熱、控制焊接參數,以及焊后消應力熱處理等措施,以確保修補焊接質量[1]。

表1 鑄鋼件主要化學成分(質量分數) (%)
3 修補工藝
因為裂紋缺陷深度較大,所以鑄鋼件供應商、公司相關部門、船東及船檢等各方討論了修補工藝,在征得船級社的批準且船東同意后開始執行,具體方案如下。
(1)裂紋清除 裂紋清除的關鍵是確保裂紋缺陷完全清除,且在清除過程中應避免裂紋擴展產生新的裂紋。
首先,在裂紋兩個端口分別開一個φ8mm止裂孔,深度為30~50mm。其次,采用紅外線電加熱裝置,對缺陷部位進行局部加熱(100℃以上)。根據超聲波檢測結果,采用碳弧氣刨刨出相應的深度,同時加工出一定的坡口形狀(見圖2)。坡口加工面應打磨光滑,待坡口部分冷卻到50℃以下后再進行PT和MT檢測。如檢查結果仍存在裂紋,則必須再將缺陷部分重新加熱至100℃以上,然后再進行碳弧氣刨作業。清除裂紋時,預熱、碳弧氣刨、冷卻及無損檢測等工序可能會反復進行,這樣才可確保坡口表面無裂紋缺陷存在。

圖2 鑄鋼件修補坡口形式
(2)焊接工藝要求 為防止鑄鋼件缺陷部位的后壁冷卻過快,在船塢現場后軸殼外圍搭設防風雨棚及相應的腳手架,防風雨棚尺寸范圍應包括從上到下整個后軸殼缺陷修補區域。焊前采用電加熱將裂紋修補區域預熱至100℃以上,應在坡口兩側各放置一塊電加熱板。預熱溫度測量采用非接觸式紅外線激光測溫儀,測量部位應選擇鑄鋼件內側表面,距離U形坡口中心約100mm,現場做好預熱溫度記錄,待船東船檢確認后再開始焊接。
由于裂紋缺陷深度大,補焊工作量大,焊接方法選用CO2氣體保護半自動焊[2],焊絲選用GFL-71(φ1.2mm)。焊前將坡口內部及兩側30mm范圍的水分、油污及鐵銹等雜質清除干凈,坡口表面打磨光順并呈現出金屬光澤。焊接參數方面,焊接電流應控制在170~280A,電弧電壓為20~25V,焊接速度控制在220~270mm/min,焊接過程中層間溫度應控制在100~250℃。多層多道焊時每道焊縫完成后,錘擊焊道以減小殘余應力。
(3)焊后熱處理 焊接結束后為了避免產生新的裂紋,清除補焊部位焊縫在冷卻時產生的殘余內應力,對補焊部位還需進行消除應力熱處理,即將補焊區域緩慢加熱到一定溫度,保溫一段時間,然后進行緩慢冷卻。現場焊后熱處理采用電加熱方法,在鑄鋼件內側和外側對應位置放置兩塊電加熱板,位置如圖3所示。外側放置電加熱板時應做好電加熱板的固定支撐。

圖3 電加熱板放置位置
焊后消應力熱處理時,加熱速度不得高于100℃/h,加熱至550~620℃后應保溫2~3h,然后再緩慢冷卻,冷卻速度不得高于50℃/h。采用保溫隔熱材料控制冷卻速度。在整個加熱、保溫和冷卻過程中電加熱設備采用熱電偶全程記錄溫度變化曲線。焊后熱處理過程中安排專人采用紅外線測溫儀記錄溫度變化過程,每隔0.5h記錄一次,溫度測量點應對準鑄鋼件表面。必要時電加熱設備上的溫度變化曲線和人工記錄的溫度變化數據應詳細記錄。
(4)最終檢查 待補焊部位的消應力熱處理結束且冷卻到常溫后,將所有焊縫打磨至與周圍鑄鋼件曲面平滑過渡。然后在缺陷修補焊接完成至少24h后進行UT、PT及MT檢測,且相關檢測人員應具有II級以上資質證書。所有檢查結果提交船東和船檢。
4 實施過程
上述修補方案在征得船東、船檢同意后,開始在現場實施。技術人員對裂紋消除、焊接過程和焊后熱處理進行全程跟蹤,期間船東、船檢也多次到現場巡查。實際修補過程中,進展最慢的是裂紋清除階段,耗時將近兩周時間。由于裂紋清除之前要加熱至100℃以上,裂紋缺陷碳弧氣刨后又要進行無損檢測確認需將缺陷部位冷卻至50℃以下,而厚度為400mm左右的鑄鋼件加熱速度快,而冷卻速度卻很慢,幾乎不到10℃/h,因此等待冷卻耗時較多。
另外,在碳弧氣刨過程中也從坡口側面發現了新的裂紋,于是又向兩側進行加工,不斷將坡口擴大。中間反復進行加熱→碳弧氣刨→冷卻→無損檢測等過程,最后通過MT、PT無損檢測確認裂紋完全消除時形成的坡口如圖4所示。
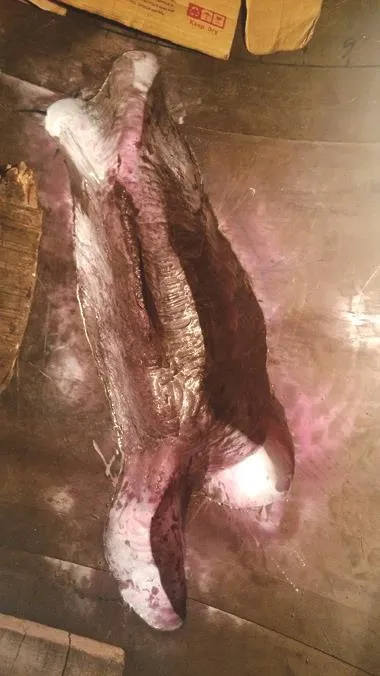
圖4 鑄鋼件表面坡口
經船東、船檢現場確認表面裂紋全部清除后,后續焊接修補及熱處理工作進展較為順利。補焊工作共進行了3天,期間安排了專人負責焊接預熱及焊后消應力熱處理。
最后當熱處理全部結束24h后,補焊部位冷卻到常溫,將焊縫表面打磨至實施UT檢測需要的條件,然后再進行100%UT和100%MT檢測。檢測結果表明,補焊部位焊縫內部及表面質量均100%合格,最終順利完成此次鑄鋼件裂紋修補工作。
5 結束語
綜上所述,大型船用鑄鋼件出現的裂紋缺陷,采用碳弧氣刨清除裂紋、無損檢測確認缺陷清除、焊接預熱、控制焊接參數和焊后消應力熱處理等工藝措施是合理的。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
設備管理與維修(2015年12期)2015-04-09 06:57:24
