無鍍銅焊絲的特性及推廣應用
2020-11-04 08:07:18王杭安曹增奎
金屬加工(熱加工) 2020年9期
王杭安,曹增奎
河北鑫宇焊業有限公司 河北滄州 061600
1 序言
無鍍銅焊絲問世已經十多年了,經過不斷探索和研究,其產品質量已經有了長足的進步。國外知名的焊絲廠家如瑞典ESAB和日本神鋼最早推出的無鍍銅焊絲使用效果很好,盡管無鍍銅焊絲生產廠家宣傳無鍍銅焊絲有諸多好處,但由于用戶已經習慣使用鍍銅焊絲,而且無鍍銅焊絲價格較高,因此無鍍銅焊絲的推廣效果并不令人滿意,市場份額也較少。
近年來,國內焊絲生產廠家在無鍍銅焊絲的研發方面投入了大量的資源,也積累了一定的實踐經驗。中國焊接協會組織部分焊絲生產廠家,起草了T/CWA 0001—2016《無鍍銅焊絲》團體標準,制定了無鍍銅焊絲的技術要求和試驗方法,對無鍍銅焊絲的應用推廣起到了積極的作用。
河北鑫宇焊業有限公司在無鍍銅焊絲的研發及推廣方面做了大量的工作,解決了過去無鍍銅焊絲的導電不良、送絲不暢、飛濺大、易生銹,以及導電嘴磨耗大等一系列問題。開發了GHS-50、GHS-60、GHS-70、GHS-80、GHS-90、GHS-100 等系列無鍍銅高強鋼氣體保護焊絲和管道用無鍍銅埋弧焊絲,河北鑫宇焊業有限公司的大多數用戶已經將鍍銅焊絲切換為無鍍銅焊絲,并且反映良好。
2 無鍍銅高強鋼焊絲的特性
(1)無銅煙塵,清潔環保 鍍銅焊絲焊接時,焊絲表面的銅膜在電弧高溫作用下會形成銅煙塵,如果通風不良,會對焊工呼吸系統造成嚴重的傷害。而無鍍銅焊絲沒有鍍銅層,因此焊接時沒有銅煙塵,這有益于焊工的身體健康[1,2]。
鍍銅焊絲和無鍍銅焊絲煙塵量比較見表1。
(2)抗銹能力強 對無鍍銅焊絲在恒溫恒濕箱中進行抗銹能力測試,測試結果表明,無鍍銅焊絲的抗銹能力遠好于鍍銅焊絲。

表1 鍍銅焊絲和無鍍銅焊絲煙塵量比較
焊絲生銹是一個電化學腐蝕過程,由于銅的電極電位比鐵高,因此鍍銅后可形成陰極防護。而鍍銅后銅膜只有0.1~0.5μm,在顯微鏡下觀察會發現焊絲表面有許多未鍍上銅的孔洞,這些孔洞在潮濕的環境下就會發生電化學反應,宏觀上則表現為生銹。而無鍍銅焊絲表面沒有銅膜,表面沒有電位差,不會發生電化學腐蝕。因此,無鍍銅焊絲具有更好的抗銹能力。
將無鍍銅焊絲和鍍銅焊絲放置在45℃、相對濕度85%的恒溫恒濕箱中2h,比較無鍍銅焊絲和鍍銅焊絲的抗銹性,如圖1所示。

圖1 無鍍銅焊絲和鍍銅焊絲抗銹性比較
(3)電弧穩定性好 由于焊絲采用了特殊涂層技術,細化了焊接熔滴,熔滴過渡頻率增加,因此無鍍銅焊絲的電弧穩定性好于鍍銅焊絲。
(4)獨特的焊絲外觀,具有優異的送絲性能 近年來,涂層眼模的問世,對焊絲外觀質量的提升作出了較大的貢獻。使用涂層眼模的焊絲,其線徑均勻,外觀質量穩定。無鍍銅焊絲外觀和鍍銅焊絲外觀比較如圖2所示。
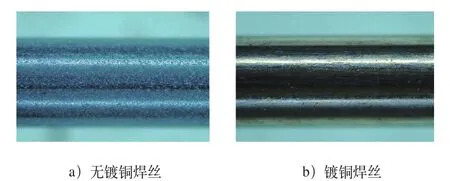
圖2 無鍍銅焊絲和鍍銅焊絲外觀比較
(5)飛濺小 因為無鍍銅焊絲表面涂有活性元素,在焊接時熔滴的表面張力小,熔滴更細小,所以焊接飛濺很小。GHS-60無鍍銅焊絲的焊道外觀如圖3所示。

圖3 GHS-60無鍍銅焊絲外觀
3 推廣應用
在推廣應用方面,河北鑫宇焊業有限公司同用戶進行了廣泛的交流,主要是保證焊絲在送絲過程中不能劃傷焊絲,具體操作要點如下。
(1)送絲輪的保養和更換 送絲輪經長期使用后,溝槽會發生磨損而變得不規則,當焊絲經過送絲輪時,就極有可能使焊絲表面發生劃傷,從而影響焊絲的導電性能,造成電弧穩定性變差。送絲輪劃傷焊絲的情況如圖4所示。
每天定時清理一次送絲輪溝槽中的油泥。正常情況下,送絲輪可以使用6個月。
(2)壓線輪的調節 壓線輪將焊絲壓在送絲輪上,憑借送絲輪的轉動,將焊絲送入送絲軟管中。壓線輪調節太松,則產生的摩擦力太小,送絲輪打滑,送絲不穩定;壓線輪調節太緊,會使焊絲表面損傷,導電性變差,使電弧不穩定。
無鍍銅焊絲表面和鍍銅焊絲表面不同,壓線輪手柄應比鍍銅焊絲松。對于φ1.2mm焊絲,調節刻度應該在0.8~0.9(鍍銅焊絲調節刻度為1.2~1.6),如圖5所示。
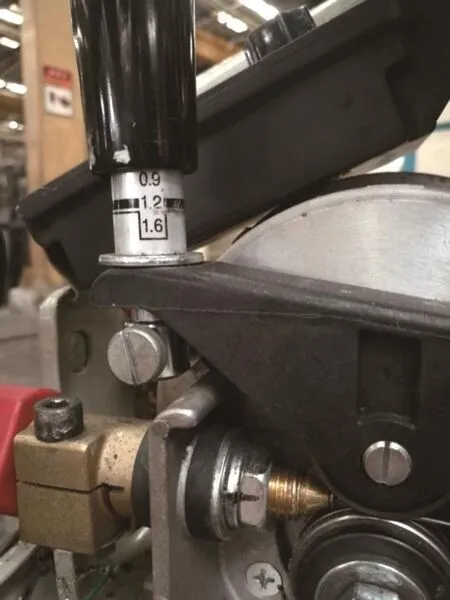
圖5 壓線手柄的調節
(3)校直輪的作用 對于盤裝焊絲來講,焊絲在自然狀態下放在平面上為一定直徑的圓圈,為減小送絲阻力,要對焊絲進行校直處理,校直輪起著校直焊絲的作用(只針對單驅送絲機,雙驅送絲機不需要校直輪)。如果校直輪轉動不靈活或不轉,則會劃傷焊絲,使電弧穩定性變差。
(4)送絲軟管規格要和焊絲規格相匹配 不同焊絲直徑選用送絲軟管規格見表2。送絲軟管連續使用一周左右時間,需要清理一次。清理時,可以用煤油或其他有機溶劑浸泡1h,再用壓縮空氣吹干。如果送絲軟管磨損嚴重,也會增大送絲阻力,造成送絲不順。送絲軟管的長度為焊槍平直放置時,焊槍尾部到導電嘴尾部的距離再加3~5mm。如果送絲軟管太短,焊接時容易產生焊槍抖動的現象。

表2 不同焊絲直徑選用送絲軟管規格
(5)導電嘴的影響 導電嘴磨損嚴重,焊絲和導電嘴之間導電面積減小,使導電性能變差;嚴重時,焊絲在導電嘴內引弧,焊絲和導電嘴發生黏連,造成斷弧。通常應該采用CrZrCu導電嘴,外徑9mm。當電流較大時,建議選用大一規格的導電嘴。
(6)焊絲與導絲管同心 送絲輪溝槽同導絲管中心線不在一條直線上,導致送絲時焊絲線性發生變化,焊絲表面損傷,增大送絲阻力。
(7)機器人焊接用桶裝焊絲 機器人焊接時,如使用桶裝焊絲,需要在焊絲桶出絲處增加一組校直輪。這是因為桶裝焊絲與盤裝焊絲不同,盤裝焊絲的出絲是不旋轉的,而桶裝焊絲的出絲有一定的旋轉,而焊絲自身有一定的振幅和翹距,如果這些指標較差,則焊絲在送絲過程中阻力就比較大,還會造成焊絲在桶內跳線而打結。當采用校直輪后,減小了焊絲的振幅和翹距,從而減小了送絲阻力,改善了焊絲的送絲性能。同時,也解決了焊絲因在桶內跳線而造成的焊絲打結問題。
如果焊絲桶到送絲機的距離較長、送絲阻力較大、送絲不順利。推薦選用宜科公司出品的氣動電動機,它可以保證送絲時同送絲電動機同步。經測試,當送絲距離在30m時,仍然可以實現順利送絲。
4 結束語
無鍍銅焊絲不僅在生產制造過程中沒有酸、堿和銅等廢液的產生,而且在生產應用中對焊工身體健康也有一定的好處,尤其是煙塵少、飛濺小,是一款環保型的氣體保護焊絲。無鍍銅焊絲熔滴細化、手感柔和、焊道成形好,今后必定會受到廣大焊工的歡迎。同時,隨著無鍍銅焊絲制造技術的不斷完善,廣大焊接工作者對無鍍銅焊絲認識的不斷深入,只要在使用中熟練掌握無鍍銅焊絲的操作要點,那么無鍍銅焊絲必將得到大力推廣。
