ICP-OES法測定減底蠟中金屬含量
2020-11-12 02:28:06秦改萍
山西化工 2020年5期
關鍵詞:實驗
秦改萍
(山西潞安煤基清潔能源有限責任公司,山西 長治 046200)
金屬元素是潤滑油灰分的主要構成因素[1],作為潤滑油的主要組成部分,基礎油中金屬含量的多少不僅直接影響潤滑油的使用質量,還是判斷優品精制程度的重要指標。本文采用ICP光譜儀對基礎油原料減底蠟中金屬元素含量進行探討。
1 實驗條件
本實驗采用熱電公司Thermo Fisher iCAP 7000 ICP光譜儀進行實驗,具體參數設置及元素譜線選擇見表1及表2。
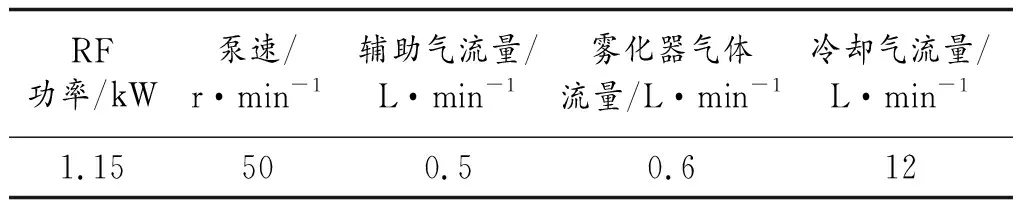
表1 儀器參數設置
為盡量減少所用試劑帶入雜質造成的誤差,實驗中用到的硝酸和鹽酸都為優級純,實驗用水應符合GB/T6682-2008中三級水規格,且氬氣純度大于99.999%。

表2 元素譜線選擇
2 實驗過程
2.1 石英坩堝的清洗
1) 向石英坩堝內加入幾滴沸石、6 mL鹽酸和2 mL硝酸,加蓋,在溫度為120 ℃的加熱板上回流至少2 h,冷卻至室溫,倒出廢酸,再用純水沖洗石英坩堝和蓋子3次。
2) 將石英坩堝和蓋子放到馬弗爐內,逐漸升溫到700 ℃并在此溫度保持30 min。關閉馬弗爐,坩堝冷卻后取出。
2.2 樣品處理
為使所取樣品具有代表性,需將待測樣放置于60 ℃烘箱內加熱熔化為液體后充分搖勻取樣。
將加熱混合的3 g左右樣品轉移到石英坩堝中,利用加熱板在450 ℃加熱6 h,或直到反應結束,使樣品全部轉化為黑色的類似焦炭物,冷卻后將樣品轉移至馬弗爐中進行灰化(灰化程序:由室溫逐漸升溫至163 ℃,保持90 min,繼續升溫到610 ℃保持540 min,然后冷卻到40 ℃并保持10 min。若仍有黑色碳質材料存在,把它留在石英容器內,進行進一步的灰化程序,將石英容器放在馬弗爐內,加熱到600 ℃,保持2 h或直到黑色碳質材料消失后關閉馬弗爐,讓石英容器在爐內冷卻,直到能夠安全取出,再次冷卻到室溫)。灰化完成后,向石英坩堝內加入6 mL鹽酸和2 mL硝酸,并置于300 ℃加熱板上微沸10 min直至樣品完全溶解。冷卻后將樣品轉移至25 mL玻璃比色管中,用3%HNO3定容。同樣步驟做空白。
樣品灰化消解過程對分析結果準確性起著至關重要作用,如果不能使金屬顆粒完全溶解,分析結果會偏低且會造成進樣管路和霧化器堵塞問題,無法保證結果的準確性。
2.3 標準溶液配置
取濃度為100 mg/L的含Al、Ba、Cd、Co、Cr、Cu、Fe、Mn、Pb、V、Zn、Bi、Ca、Li、Mg、Na、Sn、K、Sr、Ni標準溶液20 mL于50 mL的容量瓶中,用3%HNO3稀釋定容。然后分別量取0、1.25、2.50、6.25、8.75、12.50、18.75 mL該溶液于25mL容量瓶中,最后用3%硝酸硝酸定容,得到質量濃度分別為0、1、2、5、7、10、15 mg/L的標準系列溶液。
在表1及表2所列條件下進行標準系列(0、1、2、5、7、10、15、20 mg/L)測試,擬合工作曲線,檢查光譜譜圖并確認工作曲線。然后進行樣品測試。
3 結果及討論
3.1 儀器精密度、檢出限和定量限
為驗證ICP儀器性能,按照本方法所設定參數條件對純水進行8次平行測定,獲得標準偏差,進而利用公式LOD=3σ,LOQ=10*σ得出儀器的檢出限和定量限,其中,σ為標準偏差。具體結果如表3所示。
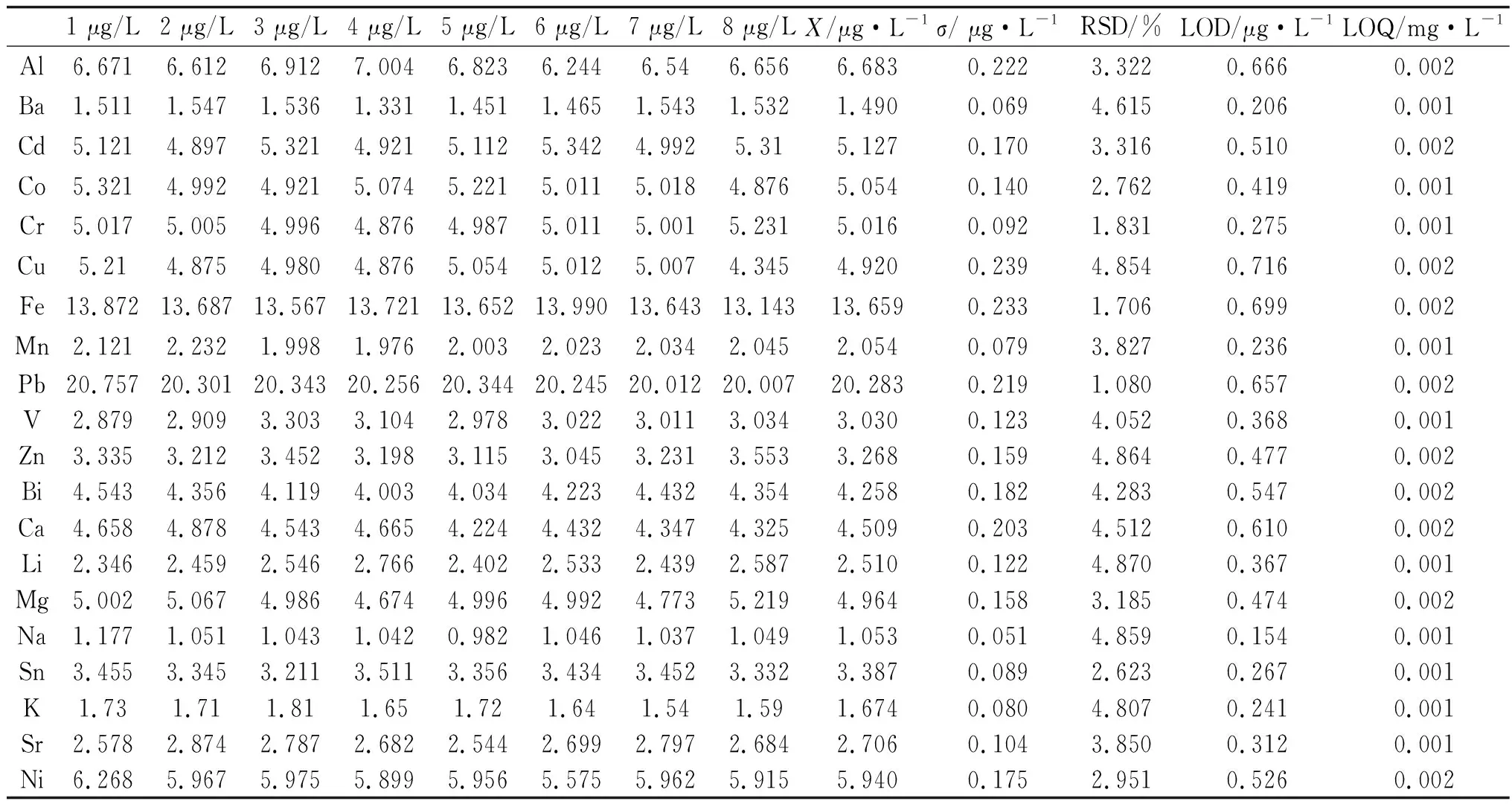
表3 精密度、檢出限及定量限結果
3.2 加標回收實驗
為進一步對整個實驗過程進行驗證,利用國家標準物質中心的標準溶液進行加標回收實驗[2]。稱取3份質量為3 g的減底蠟于3個經2.1步驟處理過的石英坩堝中,并將其中兩份加入分別加入質量濃度為1 mg/L和2 mg/L的含所測元素的混合標準溶液,依照2.2 所述過程進行處理后按照表1及表2規定條件進行含量測定,結果列于表4。結果顯示,所有元素的回收率都在97%~104%,儀器穩定性及方法重現性良好。
4 結語
采用該方法對樣品進行預處理,很好地避免了樣品揮發損失和樣品玷污,提高分析的準確度和精密度,而且ICP-OES法測定快速、準確、線性范圍寬,整個方法的相對標準偏差和回收率都能取得滿意的結果,為基礎油品質監測提供了有力技術支持。
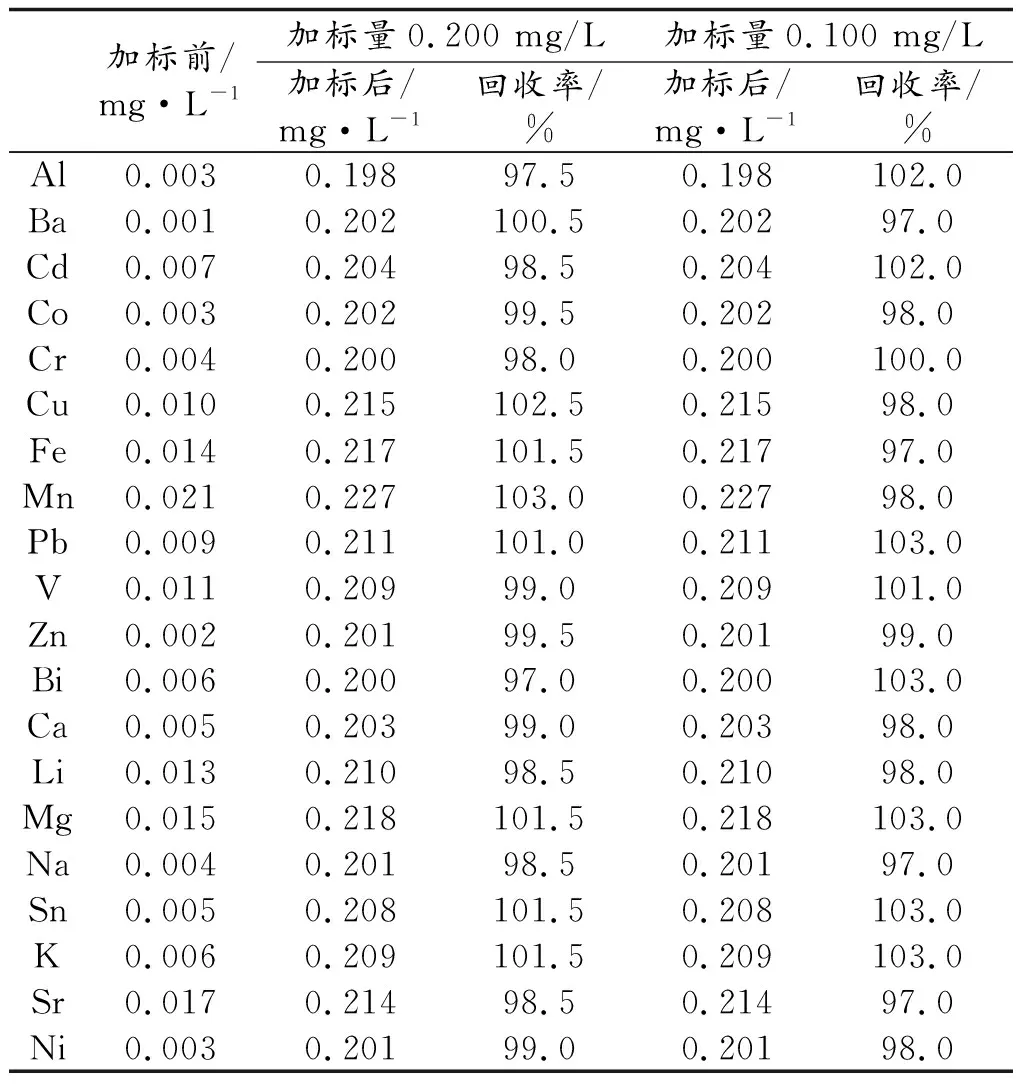
表4 加標回收實驗數據
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55