板形和張力對鋁箔卷取過程橫向屈曲的影響
2020-11-13 01:27:26于海軍何安瑞陳長科王修亮左小剛
中南大學學報(自然科學版) 2020年10期
于海軍,何安瑞,陳長科,王修亮,左小剛
(1.北京科技大學高效軋制國家工程研究中心,北京,100083;2.新疆眾和股份有限公司,新疆烏魯木齊,830013)
鋁箔通常具有極大的寬厚比,軋后會產生板形缺陷。存在板形缺陷的鋁箔帶材在卷取過程中容易產生橫向屈曲板形缺陷,進而產生廢料并降低生產效率。針對鋁箔清洗生產中存在的鋁箔橫向屈曲板形缺陷,賈凌秋[1]通過對現場生產情況進行觀察分析,認為軋后板形缺陷是導致鋁箔卷取過程起皺的重要原因,并給出了相應的改善措施,但其結論主要根據現場經驗獲得,缺少深入的量化研究。由于目前有關鋁箔橫向屈曲現象的研究較少,而帶鋼熱瓢曲與鋁箔卷取過程橫向屈曲的形成過程相似[2],都發生在帶材繞過導向輥或卷筒的過程,因此,本文作者借鑒連退生產中熱瓢曲的研究方法對鋁箔卷取進行研究。令狐克志等[3]采用有限元方法研究了初始板形和帶鋼熱瓢曲的關系,通過控制初始板形,減少了連退過程熱瓢曲的發生。在連退過程中,帶鋼初始板形會導致連退機組張力分布不均[4-7],不均勻張力誘導產生橫向壓應力[8-10],受壓應力的帶鋼繞過導向輥時便產生熱瓢曲缺陷。通過優化設定連退機組張力,可有效減少帶鋼熱瓢曲缺陷[11-12]。值得注意的是,為避免帶鋼熱瓢曲的產生,通常需保證機組張力小于某一臨界值[13],而鋁箔厚度小、寬厚比極大且延展性好[14],其橫向屈曲與帶鋼熱瓢曲又有所不同。一些國外學者對超彈性薄板在張力作用下的起皺情況進行了研究,結果表明在張力作用下超彈性薄板將產生橫向起皺,而隨著張力增大,橫向起皺將先加重后逐漸消失[15-19]。由上述研究可知,鋁箔軋后初始板形和卷取張力均對清洗線卷取過程板形質量產生影響,在鋁箔初始板形一定時,通過優化卷取張力可提高卷取過程鋁箔板形質量。本文作者通過建立ABAQUS 有限元仿真模型,修改INP 文件以得到具有不同初始板形的鋁箔帶材,對不同初始板形和卷取張力影響下的鋁箔橫向屈曲規律進行研究,以使通過優化初始板形和卷取張力來減小卷取過程鋁箔橫向屈曲。
1 問題描述與模型設置
1.1 問題描述
某廠生產的電子鋁箔帶材寬度為1 050 mm,厚度為0.1 mm 左右,具有極大寬厚比,軋后可見明顯的復雜板形缺陷,如圖1(a)所示。為去除箔軋工序中附著在鋁箔表面的鋁屑和軋制油,軋后箔材都要經過清洗線進行清洗。在清洗線出口卷取過程中,鋁箔帶材容易出現橫向起皺缺陷,該起皺缺陷由沿著鋁箔寬度方向分布的彈性變形引起[16],如圖1(b)所示。當橫向起皺缺陷嚴重時,橫向起皺區域將被卷入鋁卷而發展為不可逆轉的褶皺,進而產生橫向屈曲缺陷,導致廢料的產生,如圖1(c)所示。
1.2 模型參數設置
針對上述生產過程中存在的鋁箔缺陷,采用ABAQUS 有限元軟件建立鋁箔卷取過程動態仿真模型。由于卷筒和導向輥剛度遠大于鋁箔帶材剛度,模型中將卷筒和導向輥設定為剛體。鋁箔為彈塑性材料,彈性模量E為70 GPa,泊松比v為0.32。為控制計算中的沙漏問題,鋁箔采用SR4曲面薄殼單元。首先建立鋁箔帶材無浪形缺陷時的仿真模型,然后提取該模型INP文件,修改卷筒和導向輥之間鋁箔帶材的面外位移,得到鋁箔帶材存在初始板形缺陷的仿真模型。圖2所示為具有中浪初始板形缺陷清洗線出口鋁箔卷取過程有限元仿真模型。模型動態仿真過程共包含2 個分析步(Step 1和Step 2),每個分析步又包含20個求解步。在Step 1中,對鋁卷和導向輥施加固定約束,鋁箔入口端施加均布張力來模擬卷取張力,Step 1結束后,鋁箔和卷筒之間具有穩定接觸關系;在Step 2中,保持入口張力不變,為卷筒施加旋轉約束,Step 2結束后,觀察具有不同初始板形缺陷的鋁箔帶材的橫向屈曲情況。對現場生產設備和生產過程鋁卷凸度進行測量,得到模型幾何參數,如表1所示。
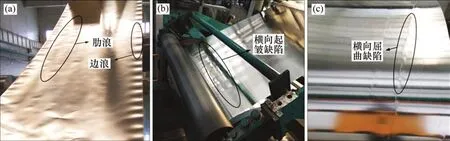
圖1 鋁箔板形缺陷Fig.1 Flatness defects of aluminum foil

圖2 鋁箔卷取過程有限元模型Fig.2 Finite element model of aluminum foil in the coiling process

表1 模型幾何參數Table 1 Geometric parameters of model
1.3 仿真工況設置
由于鋁箔帶材寬厚比極大,軋后存在較明顯的缺陷,初始板形將對清洗線出口卷取過程鋁箔橫向屈曲產生影響。根據清洗線實際生產工藝情況,結合箔軋后可能出現的板形缺陷情況,設計表2所示的仿真工況。

表2 模型仿真工況Table 2 Simulation condition of model
2 仿真結果分析
2.1 不同初始板形鋁箔卷取時的應力分布情況
鋁箔面內應力分布直接影響卷取過程鋁箔的橫向屈曲,要研究初始板形對鋁箔橫向屈曲的影響,需要首先研究初始板形對鋁箔面內應力分布的影響。根據現場板形情況和卷取生產工藝,設定卷取張力為25 MPa,鋁卷凸度為2.5 mm。當浪高為3 mm,浪寬為400 mm 時,仿真得到具有不同初始板形的鋁箔帶材在卷取過程中的應力分布,如圖3所示。
由圖3(a)可知:初始板形對鋁箔面內縱向應力分布存在顯著影響,其中,具有雙邊浪初始板形缺陷的鋁箔與無浪形鋁箔面內縱向應力分布情況相近,中浪、四分浪和復合浪初始板形加劇了鋁箔面內縱向應力分布的不均勻性。不均勻分布的面內縱向應力會誘導產生面內橫向壓應力,見圖3(b)。在相同工況下,中浪、四分浪和復合浪初始板形誘導產生的橫向壓應力遠大于雙邊浪和無浪形時的橫向壓應力。
2.2 卷取過程橫向屈曲的發展與橫向屈曲評價指標定義

圖3 卷取過程鋁箔應力分布情況Fig.3 Stress distribution of aluminum foil during coiling process

圖4 鋁箔屈曲演變Fig.4 Buckling evolution of aluminum foil
鋁箔面內橫向壓應力導致鋁箔在卷取時產生橫向屈曲缺陷。以四分浪為例,研究卷取過程不同階段鋁箔橫向屈曲發展情況。圖4(a)所示為Step 1結束后,Step 2尚未開始時的鋁箔起皺情況,此時鋁箔與鋁卷之間形成了穩定接觸關系,存在橫向起皺但未產生橫向屈曲缺陷;圖4(b)所示為Step 2中第10 個求解步結束后的鋁箔橫向屈曲情況,此時鋁箔已產生橫向屈曲缺陷;圖4(c)所示為Step 2結束后的鋁箔橫向屈曲仿真結果,橫向屈曲進一步發展。截面A-A',B-B'和C-C'分別為不同階段鋁箔與鋁卷相切位置,提取各階段該截面鋁箔面外位移,如圖4(d)所示。
由圖4可知:卷取前鋁箔主要產生橫向起皺缺陷,隨著卷取的進行,起皺區域越過鋁卷與鋁箔帶材相切截面,截面處面外位移增大,橫向屈曲逐漸加重。參考文獻[20],本文采用卷取結束后鋁箔與鋁卷相切截面的鋁箔波浪度λ來描述鋁箔橫向屈曲的嚴重程度,如圖5所示。測量得到波高R和波長l,則波浪度λ可表示為


圖5 波浪度表示方法示意圖Fig.5 Diagram of the waviness
2.3 不同初始板形鋁箔卷取過程橫向屈曲分析
2.3.1 無浪形缺陷鋁箔卷取過程橫向屈曲研究
為分析無浪形缺陷鋁箔在卷取過程中的橫向屈曲情況,仿真研究了鋁卷凸度為2.5 mm、不同卷取張力時無浪形鋁箔的橫向屈曲情況。鋁箔波浪度與卷取張力關系曲線如圖6(a)所示,可見波浪度隨卷取張力增大而增大,但其絕對值很小;波浪度最大時鋁箔橫向屈曲情況如圖6(b)所示,此時鋁箔并未產生屈曲。由此可知,無浪形鋁箔卷取時僅發生橫向起皺,不產生橫向屈曲缺陷。值得注意的是,圖6(b)中有限元模型仿真的起皺條紋與圖1(b)中生產過程的起皺條紋分布情況一致,且均為7個起皺條紋,表明仿真模型精度較高。
2.3.2 初始浪形寬度對橫向屈曲的影響
為研究初始浪形寬度對卷取過程鋁箔橫向屈曲的影響,根據現場浪形情況,得到卷取張力為25 MPa,浪高分別為2,3,4 和6 mm 時不同類型初始板形鋁箔帶材在卷取過程中波浪度隨浪寬的變化曲線,如圖7所示。
由圖7可知:具有復合浪板形缺陷的鋁箔卷取過程波浪度隨浪寬增大而逐漸減小,即橫向屈曲嚴重程度隨浪寬而減小,當浪寬為100 mm時,具有復合浪板形缺陷的鋁箔屈曲嚴重程度超過具有其余類型板形缺陷的鋁箔屈曲嚴重程度;隨著浪寬的增大,具有四分浪和中浪初始板形缺陷的鋁箔波浪度增大,即橫向屈曲嚴重程度增加;具有雙邊浪板形缺陷的鋁箔波浪度隨浪寬的增大而減小,且波浪度較小,說明鋁箔橫向屈曲程度最小。由此可知,當卷取張力和浪高一定時,增大浪寬有利于減少具有復合浪初始板形缺陷的鋁箔卷取過程橫向屈曲缺陷的產生,減小浪寬有利于改善中浪和四分浪初始板形缺陷對鋁箔橫向屈曲的影響,對于具有雙邊浪初始板形缺陷的鋁箔,浪寬對其卷取過程橫向屈曲影響不大。

圖6 無浪形鋁箔卷取過程波浪度與屈曲情況Fig.6 Waviness and buckling of aluminum foil without flatness defect

圖7 浪寬與波浪度的關系曲線Fig.7 Relationship between waviness and wave width
2.3.3 初始浪形高度對橫向屈曲的影響
為研究初始浪高對卷取過程鋁箔橫向屈曲的影響,根據現場浪形情況,得到卷取張力為25 MPa,浪寬分別為100,400,700 和1 000 mm時不同類型初始板形鋁箔帶材在卷取過程中波浪度隨浪高的變化曲線,如圖8所示。
由圖8可知:隨著浪高的增大,具有中浪、四分浪和復合浪初始板形缺陷的鋁箔卷取過程波浪度增大,即隨著浪高的增大,橫向屈曲加重;隨著浪高增大,具有雙邊浪初始板形的鋁箔卷取過程波浪度基本不變,始終保持較小水平,但雙邊浪浪高過大會對后續分切工序造成影響。由此可知,當卷取張力和浪寬一定時,減小浪高將有利于鋁箔卷取過程和后續生產的順利進行,應嚴格控制箔軋后的浪形高度,保證浪形高度小于3 mm。
2.3.4 卷取張力對橫向屈曲的影響
為研究卷取張力對卷取過程鋁箔橫向屈曲的影響,根據現場浪形情況,得到浪高為3 mm,浪寬分別為100,400,700 和1 000 mm 時不同類型初始板形鋁箔帶材在卷取過程中波浪度隨卷取張力的變化曲線,如圖9所示。

圖8 浪高與波浪度的關系曲線Fig.8 Relationship between waviness and wave height
由圖9可知:當浪寬為100 mm 時,具有四分浪和復合浪初始板形的鋁箔的波浪度隨卷取張力增大而增大,鋁箔橫向屈曲加重;當浪寬大于等于400 mm時,具有中浪、四分浪和復合浪初始板形的鋁箔波浪度整體上隨卷取張力的增大而減小,鋁箔橫向屈曲程度減小;增大卷取張力,具有雙邊浪初始板形的鋁箔波浪度較小且變化不大。由此可知,當浪高一定時,增大卷取張力可減少具有較大浪寬板形缺陷鋁箔在卷取過程中的橫向屈曲缺陷。為改善卷取過程橫向屈曲情況,在實際生產中,當浪形寬度小于100 mm時,應適當減小卷取張力,為避免產生松卷缺陷,應保證卷取張力不小于15 MPa;當浪形寬度超過400 mm時,可適當增大卷取張力,為避免卷取張力過大導致鋁箔拉斷,應保證卷取張力不超過35 MPa。
2.3.5 卷取過程鋁箔橫向屈曲預測
從上述研究可知,具有雙邊浪初始板形缺陷的鋁箔在卷取過程中的波浪度變化較小且均小于1,其在卷取過程中僅存在橫向起皺缺陷而不產生橫向屈曲缺陷。而具有初始中浪、四分浪和復合浪等初始板形缺陷的鋁箔卷取過程波浪度較大且變化幅度較大,其初始板形和卷取張力對卷取過程鋁箔的橫向屈曲存在重要影響。因此,為降低中浪、四分浪和復合浪等初始板形缺陷對卷取過程鋁箔橫向屈曲缺陷的影響,預測卷取過程中可能出現的鋁箔橫向屈曲,分別研究上述3種不同類型和寬度板形缺陷的鋁箔在不同卷取張力的卷取過程中出現橫向屈曲缺陷時的初始浪高。
圖10所示為初始板形類型為中浪、四分浪和復合浪時,在一定初始浪寬和卷取張力作用下,鋁箔在卷取過程中開始出現橫向屈曲的初始浪高臨界值。當鋁箔初始浪高大于該浪高臨界值時,在卷取過程中將會出現橫向屈曲缺陷。當卷取張力增大時,初始浪高臨界值增大,說明適當增大卷取張力可以減小浪高對卷取過程橫向屈曲的影響。在實際生產中,可以對進入清洗線之前的鋁箔浪形寬度和高度進行測量來預測卷取中可能出現的橫向屈曲缺陷。針對可能發生橫向屈曲的情況,可以通過增大卷取張力來改善卷取過程板形質量。

圖9 卷取張力與波浪度的關系曲線Fig.9 Relationship between waviness and coil tension

圖10 導致鋁箔出現橫向屈曲的初始浪形高度Fig.10 Initial wave height that causes aluminum foil transverse buckling
3 結論
1)無初始板形缺陷鋁箔在卷取時不發生橫向屈曲,僅存在起皺缺陷現象,起皺程度隨卷取張力的增大而增大;對于存在初始板形缺陷的鋁箔,當卷取張力一定時,浪寬增大可減少復合浪導致的鋁箔橫向屈曲缺陷,浪寬減小可減少中浪和四分浪導致的鋁箔橫向屈曲缺陷;具有雙邊浪初始板形缺陷的鋁箔不受浪高和浪寬的影響,卷取時僅存在起皺缺陷,不發生橫向屈曲。
2)當鋁箔初始浪形寬度不同時,卷取張力對鋁箔橫向屈曲的影響不同。當浪形寬度較小時,增大卷取張力將加劇四分浪和復合浪導致的橫向屈曲;當浪形寬度較大時,增大卷取張力可減少初始板形造成的鋁箔橫向屈曲缺陷;具有雙邊浪初始缺陷的鋁箔在不同卷取張力下均不產生橫向屈曲。
3)通過測量鋁箔初始浪形寬度和高度,可以預測鋁箔在卷取過程中是否產生橫向屈曲,并通過調整卷取張力減小初始板形對卷取過程橫向屈曲的影響。
4)無初始板形缺陷與具有雙邊浪初始板形缺陷的鋁箔在卷取過程中均不產生橫向屈曲,考慮到雙邊浪板形可減少生產中斷帶事故的發生,但浪高過大又將不利于后續分切工序的進行,因此,在箔軋生產中應采用微雙邊浪板形控制策略,避免出現中浪、復合浪和四分浪等局部浪形并嚴格控制浪形高度。