PASSIM卷煙機水松紙切刀自動潤滑清潔裝置
2020-11-18 15:58:30劉志超
中國電氣工程學報 2020年14期
關鍵詞:智能控制
劉志超


摘要:簡要回顧卷煙廠目前PASSIM 卷煙機水松紙切刀的清潔方式。說明目前的控制清潔方式在設備故障、人力浪費,產品缺陷等方面存在的問題。著重闡述設計研究水松紙切刀自動潤滑裝置的方法來源,控制系統的介紹及其功能優勢。
關鍵詞:水松紙切刀自動潤滑裝置? 清潔? 智能控制? 節約人力 減少產品缺陷
1引言
現有各煙廠卷煙生產中,水松紙在切斷前已涂膠并加熱,在切斷過程中已加熱的膠會不斷地黏粘在水松紙切刀的刀刃上,如果黏粘的膠過多就會影響到切紙效果。為解決這一現象,在現各煙廠運用了單個毛刷清潔切刀刃紙屑與膠點,由于膠的粘性,大量的膠塊牢固地粘在刀刃上,使毛刷的清潔效果并不十分顯著。
2水松紙切刀清潔潤滑方式及目前存在問題
2.1水松紙切刀清潔潤滑方式
在實際操作過程中,擋車工用毛刷加油的辦法使刀刃上沾上一層油膜,每隔一段時間擋車工重復此類工作,從而降低膠塊在刀刃上的粘附力,使毛刷能更好地清潔刀刃。
2.2目前存在問題
毛刷加油現階段全部運用了人工加油的方法。人工加油的無持續性與不定量性是困擾各煙廠生產操作中最大的問題。一、無持續性:采用人工加油的時間間隔以擋車工的經驗判斷,有可能擋車工忙于其他事情而忘記加油時間。二、不定量性:采用人工加油的方法是擋車工在毛刷的表面涂抺一層油膜。而涂抺的量不能有效的控制,如果加油量大會出現剛開始的煙支污染現象;如果加油量小則必須加大加油的頻率來解決。這種加油量的大小全憑擋車工的經驗來控制,具有不確定性。三、不安全性:在高速運轉工作的煙支卷接設備中拿下高速運轉的毛刷,加過油后再手工安裝到高速運轉的機器中,本身就不符合安全操作規程,里面孕藏了極大的風險。四、增加操作工的勞動強度:每10-15分鐘的一次操作,使毛刷加油成了擋車工工作的很重要的一個組成部分。
3水松紙切刀自動潤滑裝置
3.1結構組成及工作原理(如圖1)
水松紙切刀自動潤滑裝置在結構上由裝置啟動單元、數據處理單元、執行單元三部分組成。
3.1.1裝置啟動信號單元
繼電器是一種自動電器,當輸入量達到某一定值時,繼電器動作而帶動其觸點接通或切斷它所控制的電路[1]。數據采集單元由卷煙機水松紙離合器信號350,558[2]傳到該裝置繼電器K1的線圈上,線圈得電吸合。系統開始啟動。系統取卷煙機350 558的信號連接到繼電器K1的線圈上,線圈得電后吸合,常開點變成常閉點供給I0.1信號,系統開始啟動。
3.1.2數據處理單元
通過觸摸屏對毛刷加油量及加油間隔進行設定,設定值輸入到PLC進而對毛刷旋轉及加油間隔進行控制。其中PLC選用德國西門子公司S7-200微型PLC具有以下優點;可靠性高,抗干擾能力強配套齊全,功能完善;實用性強控制系統的設計、安裝工作量小;維修方便,容易改造;體積小,重量輕,能耗低[3]。到位傳感器負責接收的信號分別為:毛刷組升到位檢測、毛刷組降到位檢測、毛刷組旋轉到位檢測。數據采集單元自動識別信號種類,收集有效信號,為執行單元提供數據支持。
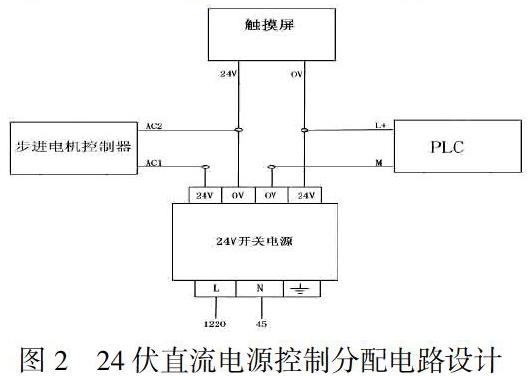
一、24伏直流電源控制分配電路設計(如圖2所示)
開關電源為觸摸屏、PLC、步進電機控制器提供24伏直流工作電源。L N取煙機上的電源1220 和 45。
二、檢測系統電路的設計(如圖3所示)
3.1.3執行單元
執行單元由電磁閥、氣缸、同步電機組成,控制信號由中間繼電器輸出給執行單元,水松紙切刀自動清潔潤滑系統共有3處需要壓縮空氣:第一處是釋放油霧和油路管道清潔。當加油條件達到時PLC發出指令控制電磁閥動作,壓縮空氣釋放到霧化裝置產生油霧,對切刀進行潤滑,潤滑過后電磁閥失電油路管道開始清潔;第二處是毛刷組平臺的升降。當有啟動信號時PLC系統開始工作發出指令,控制電磁閥動作,壓縮空氣推動氣缸使毛刷組系統開始下降工作。當毛刷組需要換位或停機時電磁閥失電毛刷平臺上升;第三處是旋轉平臺的鎖定和釋放。當毛刷組換位時PLC控制電磁閥動作,壓縮氣體推動氣缸使旋轉鎖芯抽出,釋放旋轉平臺。步進電機通過PlC發出的指令經過步進電機控制器動作,當毛刷旋轉到下一個工位時電磁閥失電鎖芯推進鎖定旋轉平臺。
一、步進電機控制電路的設計(如圖4所示)
步進電機是一種能將電脈沖信號變換為機械轉角或轉速的電動機[4]。通過24V電源供電.由PLC發出脈沖信號到CP脈沖信號輸入端,控制步進電機旋轉到相應步距角。COM為輸入信號的公共端。A+ A- 接電機A相,B+ B-接電機B相。
二、電磁閥電路控制(如圖5所示)
PLC根據程序的設定處理后對相應的電磁閥做出相應的控制。Q0.1控制清潔潤滑電磁閥;Q0.4控制升降電磁閥;Q0.5控制旋轉鎖定電磁閥。
3.2水松紙切刀自動潤滑裝置的功能
當卷煙機啟動時,繼電器吸合。繼電器常開點變成常閉點,系統開始啟動,升降平臺放下,在參數上設置的加油時間滿足時系統開始加油潤滑。毛刷組工位轉換時升降平臺上升,潤滑位的毛刷旋轉到工作位,工作位的毛刷旋轉到清潔位,清潔位的毛刷旋轉潤滑位,開始新的一輪循環。觸摸屏實現人機數據交換,可以調節系統工作時的參數。
參考文獻
[1]葉挺秀、張伯堯,電工電子學【M】.電子工業出版社,2006.
[2]孫志強、韓李利,ZJ19型卷接設備電器維修【M】.河南科學技術出版社,2014.
[3]梅麗鳳,電氣控制與PLC應用技術【M】.機械工業出版社,2007.
[4]呂如良、沈漢昌、陸慧君、郭文華,電工手冊【M】.上海科學技術出版社,2004.
猜你喜歡
卷宗(2016年10期)2017-01-21 15:33:38
科技創新與應用(2016年34期)2016-12-23 16:04:06
科技創新與應用(2016年34期)2016-12-23 09:52:55
電子技術與軟件工程(2016年20期)2016-12-21 11:36:49
電子技術與軟件工程(2016年20期)2016-12-21 11:00:56
計算機教育(2016年10期)2016-12-19 12:15:52
演藝科技(2016年10期)2016-11-26 22:11:21
科學與財富(2016年28期)2016-10-14 04:41:37
科技視界(2016年4期)2016-02-22 19:51:01