馬鋼方坯連鑄機控制系統改進與優化研究
2020-11-18 09:59:01尚啟彬
中國電氣工程學報 2020年14期
尚啟彬
摘要:本論文的工作來源于“馬鋼(合鋼)股份公司第二煉鋼2車間四機四流控制系統”整體改造項目。全文介紹連鑄生產過程控制系統的發展現狀、工作原理和工藝組成。對連鑄控制系統進行了總體設計,四機四流按控制系統進行劃分為公用系統,一至四流四個鑄流系統,包括西門子PLC硬件配置、I/O從站分配、變頻器從站分配、I/O地址分配、編程及軟件設計等一系列細節,介紹了上位機監控組態軟件WinCC系統,并且在上位機中實現分級管理操作,以便完成二次冷卻水的自動配水和鋼種研發拓展操作配置。最后對系統進行了調試,滿足生產的要求。
關鍵詞:方坯? ?連鑄機? 改進與優化
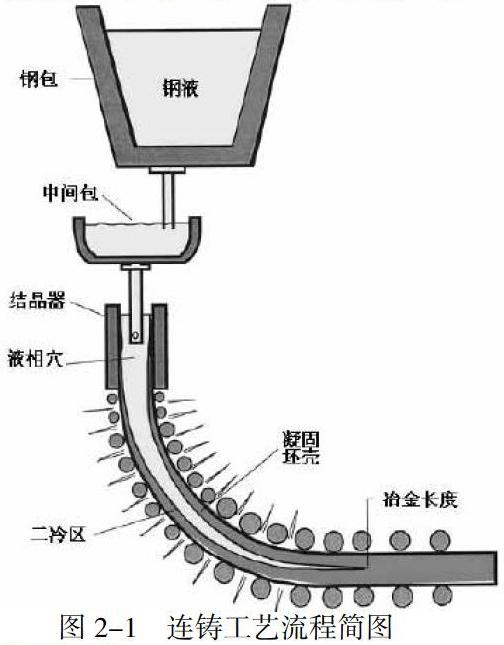
一、連鑄控制系統的工藝及組成
各個系統的工藝及組成概述
鋼包回轉臺,是標志一臺連鑄水平的重要設備,主要是解決澆注鋼包和等待鋼包的定位問題,能根據需要調整其所在位置高度,以便實現無氧化澆注所需要的長水口的安裝,用氧氣管燒開結瘤的鋼包澆注口,等鑄機開澆時操作工順利進行開澆操作的要求,以快速準確地達到多爐連澆的目的。鋼包回轉臺結構包括:上部的支撐臺架,中部的驅動旋轉裝置,下部的底座,及在事故或掉電狀態下需進行回轉驅動的液壓馬達。回轉到澆注位置需要鎖定的,還應有鎖定裝置,其支撐臺上裝有兩個向兩邊伸出的臂,每個臂梁上各有一個鋼包罐。一只供澆注用,一只供調換用,支撐臺上裝有稱重傳感器,通過滑環傳給PLC作為控制用。支撐臺臺架由帶有滾動軸承的齒圈支撐并在旋轉臺的底座上旋轉,支撐臺架由馬達(事故狀態下位液壓馬達)帶動,可以旋轉180度角。
中間包,是放在鋼包和結晶器之間的中間容器,鋼包內的鋼水先流入中間包,然后通過中間包的浸漬式人水口流入結晶器內。它是實現多爐連澆所必須的中間容器,中間包有一定深度,從而保證了鋼水能在穩定的壓力下,平穩地流入結晶器,減少注入結晶器的鋼水因沖擊而引起的紊流,使結晶器的鋼水液面保持平穩,同時鋼水在中間包內停留一段時使非金屬夾雜物進一步上浮,凈化了鋼水,另外利用中間包在同時澆注幾流鑄坯時可以起著分流作用;在多爐連澆時,能存儲一定數量的鋼水,這樣保證了連鑄機多爐連澆的正常進行。
結晶器,是連鑄設備中一個非常重要的部件,鋼水流入結晶器后與結晶器水冷內壁接觸,將熱量傳至結晶器內壁再通過結晶器內的冷卻水帶走,使鋼水初步凝固成型,結成一定厚度的坯殼。結晶器振動裝置是使結晶器在拉坯過程中不斷地發生振動,而且振動的頻率和幅度隨著拉坯的速度不同而不同。鑄坯在結晶器里由鋼水凝固薄殼并漸厚的過程中,由于潤滑不好等原因,容易與銅板粘結而發生粘掛拉裂或漏鋼事故,這對連鑄和設備造成嚴重損壞,乃至至中段生產。而振動式結晶器就能很好的防止這一點,保證拉坯順利進行。本課題的要求振動范圍是87.5HZ到263HZ。
二、智能控制算法概述
1.二.1PID控制器算法概述
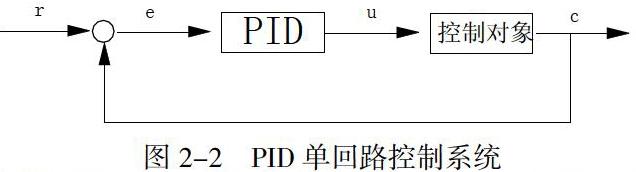
比例、積分、微分控制(簡稱PID控制)是過程控制中應用最廣泛的一種控制規律。從控制理論可知,PID控制能滿足相當多的工業對象的控制要求。PID控制器是應用最廣泛的控制器,有人估計現在有90%以上的閉環控制采用PID控制器。
一個典型的PID單回路控制系統如圖2-2所示,圖中c是被控參數,r是給定值。
1.二.2智能PID器算法概述
智能控制的的概念主要是針對被控對象、環境、控制目標或任務的復雜性而提出的。智能控制算法也稱仿人智能算法,它是建立在儀表工程師(專家)和熟練操作人員的控制經驗(策略)基礎上的軟件算法。軟件設計的任務,就是把這種人類自然語言描述的經驗和策略轉化為儀表種微機能夠接受的用計算機語言描述的軟件算法,使儀表實時地模仿人的控制作用,完成控制任務。較之傳統控制理論,智能控制對于環境、任務、對象的復雜性具有更高的適應能力,所以能在更廣泛的領域中獲得應用。
三、可編程控制器PLC的介紹
可編程控制器(Programmble? Controller)簡稱PC或PLC[17]。它是在電器控制技術和計算機技術的基礎上開發出來的,并逐漸發展成為以微處理器為核心,把自動化技術、計算機技術、通訊技術融為一體的新型工業控制裝置。目前,PLC已被廣泛應用于各種生產機械和生產過程的自動控制中,成為一種最重要、最普及、應用場合最多的工業控制裝置,被公認為現代工業自動化的三大支柱(PLC、機器人、CAD/CAM)之一。
1.三.1可編程控制器的特點和應用領域
(一)PLC的特點
PLC技術之所以高速發展,除了工業自動化的客觀需要外,主要是因為它具有許多獨特的優點。它較好地解決了工業領域中普遍關心的可靠、安全、靈活、方便、經濟等問題。主要有以下特點:
A.可靠性高、抗干擾能力強
可靠性高、抗干擾能力強是PLC最重要的特點之一。PLC的平均無故障時間可達幾十萬個小時,之所以有這么高的可靠性,是由于它采用了一系列的硬件和軟件的抗干擾措施:
硬件方面I/O通道采用光電隔離,有效地抑制了外部干擾源對PLC的影響;對供電電源及線路采用多種形式的濾波,從而消除或抑制了高頻干擾;對CPU等重要部件采用良好的導電、導磁材料進行屏蔽,以減少空間電磁干擾;對有些模塊設置了聯鎖保護、自診斷電路等。
B.編程簡單、使用方便
目前,大多數PLC采用的編程語言是梯形圖語言,它是一種面向生產、面向用戶的編程語言。梯形圖與電器控制線路圖相似,形象、直觀,不需要掌握計算機知識,很容易讓廣大工程技術人員掌握。當生產流程需要改變時,可以現場改變程序,使用方便、靈活。同時,PLC編程器的操作和使用也很簡單。這也是PLC獲得普及和推廣的主要原因之一。
(二)PLC的應用領域
目前,在國內外PLC已廣泛應用冶金、石油、化工、建材、機械制造、電力、汽車、輕工、環保及文化娛樂等各行各業,隨著PLC性能價格比的不斷提高,其應用領域不斷擴大。從應用類型看,PLC的應用大致可歸納為以下幾個方面:
A.開關量邏輯控制
利用PLC最基本的邏輯運算、定時、計數等功能實現邏輯控制,可以取代傳統的繼電器控制,用于單機控制、多機群控制、生產自動線控制等,例如:機床、注塑機、印刷機械、裝配生產線、電鍍流水線及電梯的控制等。這是PLC最基本的應用,也是PLC最廣泛的應用領域。
B.運動控制
大多數PLC都有拖動步進電機或伺服電機的單軸或多軸位置控制模塊。這一功能廣泛用于各種機械設備,如對各種機床、裝配機械、機器人等進行運動控制。
本課題中中采用SIEMENS S7-400系列PLC來實現對連鑄生產流程控制,溫度、壓力、流量等信號的采集,單體設備單、聯動控制,控制模型計算等控制。S7-400是具有中高檔性能的可編程控制器。采用模塊化無風扇設計,適合于對可靠性要求較高的大型復雜的控制系統。容易擴展和廣泛的通訊能力,容易實現的分布結構以及用戶友好的操作使S7-400成為中、高檔性能控制領域首選的理想解決方案
參考文獻
[1]鄭鵬.連鑄二冷過程建模及配水的智能優化研究[D].沈陽:東北大學, 2005
[2]高寬心,包燕平,劉建華.連鑄板坯三角區裂紋的成因及對策[J].山西冶金, 2005(4): 19-20.
[3] 劉穎,曹天明,郗安民,板坯連鑄二次冷卻控制 北京科技大學學報 2006(3)
[4] 姜永林,連鑄生產概論,沈陽:東北工學院出版社,1992:45~107
[5]鄭沛然,連鑄工藝及設備,北京:冶金工業出版社,1991:206~227
[6] 馬竹梧.煉鐵生產自動化技術[M].北京:冶金工業出版社,2005.