YJ27濾嘴供給階段并行鼓輪自清潔裝置的研制
2020-11-18 12:27:54劉東東朱庚濤陳琛
中國電氣工程學報 2020年14期
劉東東 朱庚濤 陳琛


【摘要】:YJ27型接裝機煙的濾嘴段供給階段共分9道工序,分別是接收濾棒、取料、濾嘴棒對正、濾棒分切、濾嘴段錯位、檢測、濾嘴段排直、濾嘴段對正、加速。由于濾棒在生產加工及發射過程中有彎棒、爆口、接頭等質量問題,經常造成鼓棒供給過程中出現濾棒切割鼓輪、并行鼓輪處出現堵塞問題,導致后續濾嘴段不能有效傳送,致使掉濾嘴段導致堵搓板停車,影響設備運行效率,增加物料浪費等問題。本文對造成濾嘴段掉落的現象進行了分析,并對濾嘴供給階段自清潔裝置進行研制改進,減少堵搓板頻次,減少物料浪費,提高設備效率。
關鍵詞:煙支濾嘴;搓板堵塞;清潔;掉濾嘴
引言
YJ27型濾嘴接裝機是吸收、消化德國虹霓公司PROTOS 70 型卷煙機組的技術設計后,由國內煙機廠生產的,集機、電、氣、液、光于一體,具有20世紀90年代初期水平的卷煙機組。YJ27型接裝機由煙支供給系統、濾嘴供給系統、水松紙供給及上膠系統、搓接成型系統、煙支調頭檢測輸出系統等組成。然而濾嘴供給系統各各個鼓輪吸風槽沒有自動清潔裝置,在濾棒傳送過程中吸風孔堵塞后無法自動清理,需停車盤車清潔;在操作工無法及時發現問題時已造成搓板堵塞故障停車。為此,以研制濾嘴供給階段并行鼓輪自清潔裝置,以減少堵搓板故障、停機次數、物料消耗。
1、濾嘴段供給階段
YJ27型接裝機煙的濾嘴段供給階段共分9道工序,分別是接收濾棒、取料、濾嘴棒對正、濾棒分切、濾嘴段錯位、檢測、濾嘴段排直、濾嘴段對正、加速。完成這些工序的功能部件是濾棒料斗、濾棒切割鼓輪、錯位鼓輪、并行鼓輪、加速鼓輪。
(1) 接收濾棒:濾棒由手工或者濾棒接收裝置(如 FILTROMAT) 裝人濾棒料斗中。
(2) 取料:濾棒切割鼓輪在負壓吸風和阻擋輥的作用下從濾棒料斗中逐一取出濾棒。
(3) 濾棒對正:濾棒在濾棒切割鼓輪的兩個側導軌的作用下作軸向位移,相對切刀對正。
(4) 濾棒分切:濾棒在濾棒切割鼓輪上被切刀裝置切割成等長的三段(六倍淺嘴段)或二段(四倍濾嘴段), 然后被傳給錯位鼓輪。
(5) 濾嘴段錯位:錯位鼓輪及其導軌將原輪槽中的一排濾嘴段錯位,在軸向上形成三排或兩排。
(6) 檢測:在錯位鼓輪上檢測濾嘴段是否丟失。
(7) 濾嘴段排直:在并行鼓輪上,負壓吸風使錯開的濾嘴段軸向移動,沿鼓輪中線排成一列,然后傳給加速鼓輪。
(8) 濾嘴段對正:在加速鼓輪的兩個側導軌作用下,濾嘴段軸向位移,相對鼓輪對中。
(9) 加速:加速鼓輪將濾嘴段加速后送往匯合鼓輪,以便與煙支傳送同步。
2.濾嘴段掉落的原因
2.1濾棒在生產加工及發射接收過程中有彎棒、爆口、接頭等質量問題。這樣極易造成醋酸纖維絲束爆開堵塞、遮擋濾嘴供給系統各個鼓輪的吸風口。致使濾嘴段傳送受阻、掉落。
2.2在經常掉濾嘴的并行鼓輪處沒有在線的清潔裝置,導致并行鼓輪堵塞后不能及時清理,導致濾嘴段傳送受阻,掉落后造成煙支在搓板處堵塞,增加設備停機次數,影響設備運行效率,物料消耗增加。
3.濾嘴供給階段并行鼓輪自清潔裝置的研制
3.1濾嘴并行鼓輪的組成及作用
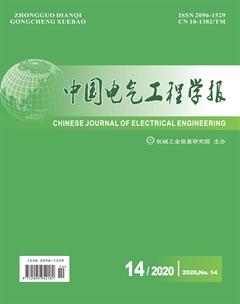
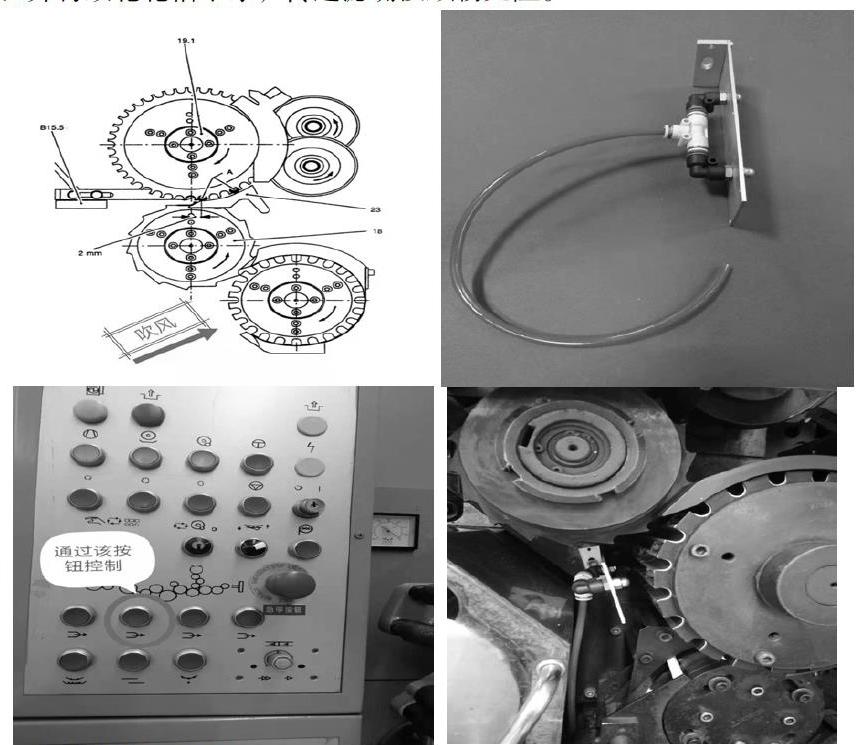
并行鼓輪的作用是將三段錯位排列的濾嘴段匯集成單列。錯位鼓輪將前后錯開的三段濾嘴段依次送人并行鼓輪的3個輪槽中,蓋板托附濾嘴段隨鼓輪轉動,當里端和外端的濾嘴段轉到由前擋板、后擋板、輪槽、定位塊和塑料蓋板形成的吸風通道時,氣流便推動里端和外端的濾嘴段向定位塊靠攏,直至頂到定位塊為止。而始終處于中間的濾嘴段在原處不受氣流的推動,這樣前后交錯排列的濾嘴段被吸風吸引到鼓輪的中心,從而排成了一列。如果濾嘴段在鼓輪與蓋板之間被卡住時,鼓輪轉動的負載就增大,那么并行鼓輪后面的安全離合器便脫開,進入立即停機程序。如果整個濾嘴供給系統受不到正常負荷,此安全合離器也立即脫開,機器立即停機。
如果有壞的濾嘴段、爆口的醋酸纖維絲束堵住并行鼓輪的吸風口,負載雖增加但不足以使安全離合器脫開,這樣設備運行正常,但同時造成堵塞部位后面接收的濾嘴段掉落,無法傳送到加速鼓輪的正確位置,致使無濾嘴煙支在搓板處堵塞停機。
3.2制定對策
3.3實施對策
在并行鼓輪處增加外部手/自動吹風裝置。該氣路連接MAX接裝機鼓輪清潔風,可以根據程序實現自動清潔并行鼓輪輪槽功能,也可以手動通過按鈕使其吹風清潔輪槽,吹掉堵塞的壞的濾嘴段、爆口的醋酸纖維絲束,保證并行鼓輪輪槽干凈,傳送濾嘴段順暢無阻。
4、制定鞏固措施
1、將卷煙機改進部位繪制成圖紙張貼入《卷煙機維修圖冊》中,并配以說明。
2、加強對卷煙機的維護、保養和預防性維修,出現異常及時進行修復。
【參考文獻】:
【01】鄧光華.卷煙卷接工專業知識.鄭州.河南科學技術出版社.2012.12
【02】鄧光華.煙機設備修理工[M].鄭州.河南科學技術出版社.2013.4
【03】何海真.YJ27型接裝機濾棒切割鼓輪的改進[J].設備管理與維修,2013(1)