某型撐中定位組件中芯軸的加工工藝優化
2020-11-20 21:17:13樊文宗
裝備維修技術 2020年8期


摘要:撐中定位組件是汽車零件生產線上自動焊接夾具、檢具的核心部件(高精密定位保證機構),客戶自己加工的三項關鍵件的單件尺寸得不到保證,互換性差,對裝配調試造成很大影響,甚至直接報廢,本文主要以芯軸的加工為課題,從工藝、工裝夾具等方面開展了分析和研究,經加工驗證, 采用該加工方案可大大降低零件的廢品率, 能夠有效保證零件的加工精度和互換性, 并取得了良好的效果。
關鍵詞:撐中定位組件,芯軸,工藝改進,工裝設計
0 引 ?言
我公司承擔了某型焊接夾具撐中定位組件的三項關鍵件的半成品完善加工的生產任務。該組件結構復雜,加工難度大,需研制一整套的芯軸、花瓣、骨架工裝才能保證零件加工裝配后其功能的實現。又因客戶提供的半成品先天不足,問題較多,如芯軸、花瓣、骨架,沒有互換性,沒有任何基準,連唯一的一個精度孔Φ10H7也未保證,這樣給工裝的研制又帶來非常大的困難。本文以研制芯軸的工裝為出發點, 分析總結芯軸的加工方法,改進其加工工藝, 從而提高零件的制造精度,保證產品質量。
1 ? 技術分析及提出問題
如圖1,撐中定位組件要求90°均分的四個花瓣在芯軸T型錐度槽內自由滑動,同時保證四花瓣在同一水平位置且在同一精度外圓上,并與骨架的四方孔位置度和四關鍵件配合要求相當嚴。而客戶的圖紙設計并未對主要件形位公差提出要求,加工工藝也未做保障,并且在加工過程中連唯一的精度孔也未保證。客戶在加工最后一道工序線切割時均造成100﹪的廢品。據分析,存在以下問題:
(1)對方提供的半成品先天不足,問題較多。
(2)圖紙設計有缺陷,未對關鍵件提出形狀及位置公差要求。
(3)加工工藝也未根據裝配要達到的效果來提高精度做保障,連唯一的一個精度孔Φ10H7也未保證。
(4)關鍵件--芯軸、花瓣、骨架,沒有互換性,沒有任何基準,在沒有特殊手段的情況下加工,會造成100﹪的廢品。
2 ? 確定工藝
基于以上分析和研究, 為避免零件尺寸不穩定而造成廢品, 決定采用一種新的裝夾方法,重新加工,通過新工藝和工裝來控制零件的精度。首先在加工芯軸的過程中保證其中心Φ10H7孔的精度,嚴格按公差要求來做,這樣才能保證互換性。后序利用Φ10H7孔作為基準,通過轉動芯軸加工4處T型槽,轉動時保證Φ10H7孔與設備上的定位基準的相對位置保持不變,且要求在360°方向轉動4次時是始終保證以Φ10H7孔中心為圓心的四等分。生產中采用這種方案加工可以有效保證零件的互換性和精度,可以取得較好的效果。
3 ? 工裝設計
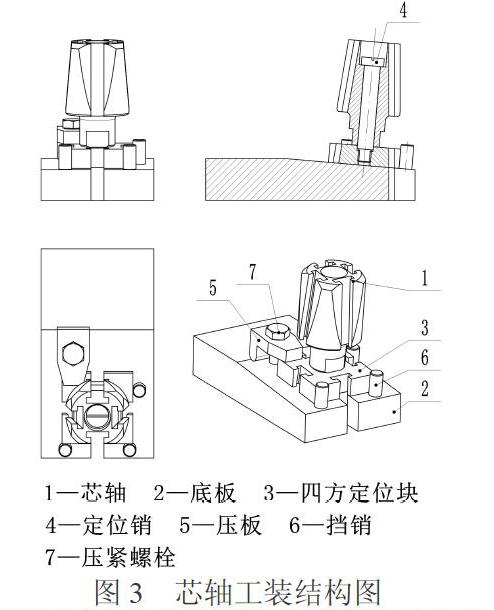
如圖3 所示,芯軸的工裝由底板、四方定位塊、定位銷、壓板、擋銷和壓緊螺栓組成。將芯軸穿入定位銷中,利用Φ10H7孔做定位,再通過定位銷緊固在四方定位塊上,然后將四方定位塊放在帶有4.97°斜面的底板上,靠3處擋銷確定位置,用壓板壓緊,通過重復旋轉四方定位塊依次切割出4處T型槽。
以上工裝的優點是:(1)采用定位銷以中心定位,避免了芯軸外形尺寸不穩定引起的誤差;(2)統一裝夾基準, 采用了四方定位塊,盡可能的減小了重新裝夾的誤差,有效保證零件在批量生產時的互換性;(3)工裝結構簡單,易加工,易操作。
對工裝的技術要求是:(1)定位銷的定位部分按Φ10g6加工,同時要盡可能保證M8的螺紋與Φ10h6的同心度;(2)四方定位塊為核心件,其中心是深3mm的Φ10H7孔及M8螺紋孔,在加工時要求Φ10H7孔及M8的同心度,同時要求Φ10H7孔與外形四邊的對稱度,以及本身外形六面的平行度和垂直度;(3)
底板的4.97°斜面以及3處擋銷孔要求在加工時保證精度。
4 ?實施效果驗證
經過前期的試加工驗證后, 后續進行了小批量的生產和跟蹤,并對檢測結果進行分析和計算, 各項尺寸均滿足產品要求。工裝制作的投入較小,但是產品的產出量有保證,同時縮短了工期,能夠保質保量完成任務,大幅度降低了廢品率,合格率達98%以上,符合批量生產要求,客戶的滿意度也大大提高,為今后的合作拓展了市場。
5 ?結語
針對某型撐中定位組件中芯軸的研制,從工藝、工裝夾具等方面開展了分析和研究,使其產品質量達到一次性滿足使用功能的要求,我們在單位沒有類似加工經驗的情況下,克服了許多不利因素,使其任務高效、優質完成,同時為單位在類似系列產品的加工方面奠定了基礎,積累了寶貴的經驗,具有很高的應用價值。
參考文獻:
[1]梁炳文.機械加工工藝與竅門精選[M].機械工業出版社,2004.
[2]李洪.機械加工技術手冊[M].北京出版社,1991.
[3]蔡蘭.機械零件工藝性手冊[M].機械工業出版社,2006.
[4]殷國富, 徐雷, 等.機床夾具設計手冊[M].機械工業出版社,2004.
[5]趙如福.金屬機械加工工藝人員手冊[M].上海:上海科學技術出版社,2006.
[6]蔡光起.機械制造工藝學[M].沈陽:東北大學出版社,1994.
[7]張玉,李文敏.互換性與測量技術基礎[M].沈陽:東北大學出版社,1994.
作者簡介:
樊文宗(出生年月:1989.11.3),男,籍貫山西左云,畢業于太原科技大學華科學院,大學本科,學士學位,就職于山西大眾電子信息產業集團有限公司工模具分公司,從事技術工作,助理工程師。