渦輪葉片灌箱找正裝置及工作方法
2020-11-21 08:30:30中國航發常州蘭翔機械有限責任公司江蘇常州213022楊慶先
金屬加工(冷加工) 2020年10期
關鍵詞:標準
■ 中國航發常州蘭翔機械有限責任公司 (江蘇常州 213022) 楊慶先
渦輪葉片作為發動機上的重要部件,均采用無余量熔模精密鑄造并一次成形,僅有榫頭部分留有余量以保證后續加工需要。為提高定位的可靠性,避免夾緊力損傷葉身型面,加工榫頭時采用低熔點合金定位法,將葉身部分放入特制的方箱內,注入低熔點合金,當其凝固后,葉片就固定在方箱內。以方箱外表面為基準進行裝夾,磨削榫頭后,將方箱加溫,低熔點合金熔化流出,即可取出渦輪葉片。
由于榫頭兩側的溝槽磨削精度要求很高,因此需要將渦輪葉片放置在方箱中,磨削后榫頭兩側至方箱對應兩側的距離應相等,即渦輪葉片與方箱之間的位置關系需要進行找正,現有的做法是將方箱固定后調整渦輪葉片的位置,由于渦輪葉片的造型不規則,因此調節難度大、效率低,且精度不高。設計一種方便快捷的將渦輪葉片置于方箱內的渦輪葉片灌箱找正裝置及工作方法,是本領域技術人員急需解決的技術問題。
1. 渦輪葉片灌箱找正裝置結構
為解決上述技術問題,本文提供了一種渦輪葉片灌箱找正裝置(見圖1),包括三坐標測量儀、六自由度調整平臺、標準方箱、方箱裝夾平臺和榫頭裝夾頭等。六自由度調整平臺設置在三坐標測量儀上,方箱裝夾平臺固定設置在六自由度調整平臺的頂端,榫頭裝夾頭用于夾持渦輪葉片的榫頭,且榫頭裝夾頭置于三坐標測量儀上,標準方箱中設置葉片容置腔,葉片容置腔的一側做開口設計,該葉片容置腔的頂端設置進料孔,使用時標準方箱固定在方箱裝夾平臺上,由三坐標測量儀測量渦輪葉片所處位置并建立坐標系,調整六自由度調整平臺以調整標準方箱的位置,使葉身進入葉片容置腔,并由三坐標測量儀測量標準方箱的位置,根據標準方箱的位置數據調整六自由度調整平臺,用于對標準方箱與渦輪葉片進行找正。

圖1 渦輪葉片灌箱找正裝置
渦輪葉片灌箱找正裝置還包括置于三坐標測量儀上的升降座,榫頭裝夾頭可升降裝置設置在升降座上,用于調整榫頭的高度。
升降座的側面設置燕尾形直線導軌,榫頭裝夾頭與燕尾形直線導軌滑動配合,以使榫頭裝夾頭可沿燕尾形直線導軌升降。
方箱裝夾平臺上設置多個定位銷,包括多個左側定位銷、右側定位銷和前端定位銷,這些定位銷圍成開口的矩形框架,使用時標準方箱推入矩形框架,由其對標準方箱進行限位。
2. 渦輪葉片灌箱找正裝置的工作方法
上述渦輪葉片灌箱找正裝置的工作方法如下所述。
1)由三坐標測量儀獲得渦輪葉片、標準方箱的數模;將升降座置于三坐標測量儀的工作臺上,使用榫頭裝夾頭裝夾渦輪葉片的榫頭,渦輪葉片隨榫頭裝夾頭移動至升降座的上部,渦輪葉片的葉身向一側伸出。
2)在三坐標測量儀內的渦輪葉片的數模上選取6個點的坐標值和矢量,并將6個點的坐標值和矢量輸入三坐標測量儀。如圖2所示:點A1、A2和A3位于葉盆上,點B1、B2位于葉片排氣邊上,點P1是葉片的P點。操作三坐標測量儀按6點擬合循環迭代建立坐標系,精度按葉片公差的1/10選取,如果達不到此迭代精度,則葉片鑄造精度不符合要求,剔除此葉片。
3)將六自由度調整平臺置于三坐標測量儀的工作臺上,將標準方箱置于方箱裝夾平臺上,以使左側定位銷、右側定位銷和前端定位銷對標準方箱進行限位,由六自由度調整平臺將標準方箱移動至渦輪葉片的葉身,置于葉片容置腔內,如圖3所示。
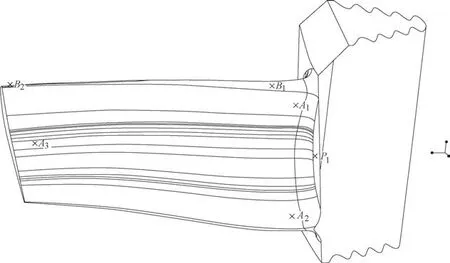
圖2 渦輪葉片數模上選取的6點示意
圖3 標準方箱放置示意

圖4 標準方箱選取的6點示意
4)在標準方箱的上端面選取3個點、左側面或右側面選取2個點、前端面選取1個點,如圖4所示。在三坐標測量儀上編制循環測量上端面3個點、左側面或右側面2個點、前端面1個點的測量程序,并實時顯示測量值與數模之間的差值(見圖5)。首先循環測量上端面3個點,調節X軸旋轉調節螺桿、Y軸旋轉調節螺桿,使得上端面3個點實時顯示的法向偏差值一致,再根據法向偏差值調節Z軸移動調節螺桿,使得標準方箱上端面與數模的差值不超過±0.01mm;其次循環測量左側面或右側面2個點,調節Z軸旋轉調節螺桿,使得左側面或右側面2個點實時顯示的法向偏差值一致,再根據法向偏差值調節X軸移動調節螺桿,使得標準方箱左側面或右側面與數模的差值不超過±0.01mm;最后調節Y軸移動調節螺桿,使得標準方箱前端面與數模的差值不超過±0.01mm,完成找正。如圖6所示。

圖5 測量值與數模之間差值的顯示界面
5)三坐標測量儀停止測量,將標準方箱的葉片容置腔進行封閉,并經進料孔向葉片容置腔中注入液態的低熔點合金,當其凝固后就把渦輪葉片固定在標準方箱內,轉入下道工序磨削。

圖6 六自由度調整找正
6)榫頭磨削完成后,低熔點合金再次熔化并由出料孔排出,取出加工完成的渦輪葉片。
3. 結語
本文介紹了渦輪葉片灌箱找正裝置及工作方法,將形狀不規則的渦輪葉片先行固定,并采用6點迭代法建立坐標系。由于標準方箱的數模位置已知,采用六自由度調整平臺逐一調整標準方箱的位置即可快速地確定標準方箱在三坐標測量儀上的位置,易于調節,精度高。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
當代陜西(2019年8期)2019-05-09 02:22:48
上海建材(2019年1期)2019-04-25 06:30:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(2018年4期)2018-05-09 07:07:52
專用汽車(2016年4期)2016-03-01 04:13:43
質量與標準化(2015年9期)2015-12-31 11:41:40
中國質量與標準導報(2014年4期)2014-03-11 19:54:25
中國質量與標準導報(2014年10期)2014-02-28 22:25:47
中國質量與標準導報(2014年7期)2014-02-28 22:24:39
