起重機主梁上拱度的調整方法
2020-11-23 09:17:24段興梅張一鈞
湖北農機化 2020年18期
關鍵詞:焊縫
段興梅張一鈞
(1.寧夏建設職業技術學院,寧夏 銀川 750021;2.國家能源集團寧夏煤業有限責任公司,寧夏 銀川 750021)
1 主梁上拱度加工工藝
通用橋式起重機主梁上拱度一般來說從以下3方面來控制:主梁腹板下料和主梁組裝焊接以及主梁修整。
(1)主梁腹板下料預制上拱度并且預制拱度按二次拋物線放樣,利用計算機輔助設計以及計算各相應高點。
(2)主梁組裝定位焊接后要檢測其上拱度值,并且根據檢測結果確定四條主角縫的焊接順序,這樣就控制拱度變化方向及大小。
(3)主梁修整是對焊接后主梁上拱度及旁彎的修正。起重機拱度矯正主要有火焰矯正法、預應力法矯正、重復施焊矯正、切割矯正、增加鋼材穩固法等多種修正調整方法。
在以上3個控制環節中,主梁腹板下料是事前控制,主梁組裝焊接是預制上拱度的事中控制,主梁修整是事后控制。所以,加工生產及控制的主要環節在主梁腹板下料與組裝焊接。
通用橋式起重機主梁加工制作流程是:腹板拼接接長→腹板數控切割下料→主梁上下蓋板數控下料→主梁上下蓋板接長焊接→主梁上蓋板劃線立筋板→焊接筋板→上腹板一焊接里皮→扣下蓋板→測量主梁上拱度→焊主梁腹板腰縫→修梁交檢。“測量主梁上拱度”之前,主梁的上拱度主要靠腹板數控切割下料與合理的焊接順序進行控制。但是在生產過程中各種因素,如主梁的跨度、剛性、自重等造成主梁上拱度或大于、或小于《通用橋式起重機制造國家標準》規定要求,最后可通過控制焊接主梁腹板腰縫的方法,來調整橋式起重機主梁上拱度。
2 上拱度小時調整方案
以22.5m通用橋式起重機,主梁材質為Q345B為例,通過對焊接腹板腰縫放置位置與支點的變化來調整主梁上拱度。
(1)當預制主梁的上拱度小于《通用橋式起重機制造作業指導書》時的調整。
(2)焊接前清理工件表面水銹和油污,以免焊縫產生氣孔。
(3)使用兩臺ZD5-630B型埋弧自動焊機,HO8Mn2siA焊絲直徑1.6mm,焊絲在焊接前要清理油污水銹。選用HJ431型焊劑,使用前必須在250℃烘干,并保溫1~2h。
(4)把支承放到焊接主梁下蓋板中心位置,先焊接主梁下蓋板腰縫,角焊縫焊角高度8mm。
(5)焊接電流200~230A,電壓25V,焊接速度20m/h,兩臺埋弧焊機選擇相同參數,對稱時從一端向另一端焊接(見圖1,預制拱度小于規定)。
(6)焊接結束后,冷卻后測量起重機上拱度Δh。
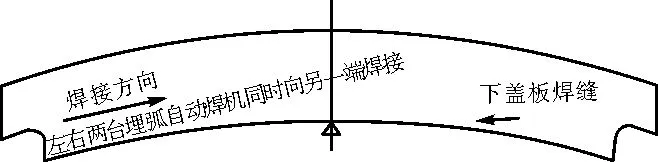
圖1 預制后拱度小于規定
(7)在上述操作后,如果起重機的主梁上拱度比《通用橋式起重機制造作業指導書》規定還小,焊接起重機上蓋板腰縫時,可將主梁翻個底朝天。具體要求如下:支點向主梁兩端移動,主梁上蓋板腰縫角焊縫高度8mm。使用兩臺ZD5-630B埋弧自動焊機,直徑1.6mm,焊接工藝同上述要求,不同處是將兩臺焊機左右對稱布置,同時同速度從一端向另一端焊接,這樣焊接可以補償主梁上拱度值8~10mm左右(見圖2,焊后拱度小于規定)。
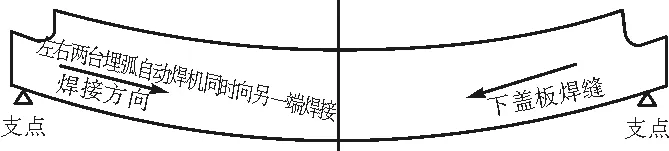
圖2 焊后拱度小于規定
3 上拱度大時調整方案
(1)當預制主梁的上拱度大于《通用橋式起重機制造作業指導書》時的調整。
(2)焊接前清理工件表面水銹和油污,以免焊縫產生氣孔。
(3)使用兩臺ZD5-630B型埋弧自動焊機,HO8Mn2siA焊絲直徑1.6mm,焊絲在焊接前要清理油污水銹。選用HJ431型焊劑,使用前必須在250℃烘干,并保溫1~2h。
(4)把支承放到焊接主梁下蓋板中心位置,先焊接主梁下蓋板腰縫,角焊縫焊角高度8mm。
(5)焊接電流200~230A,電壓25V,焊接速度20m/h,兩臺埋弧焊機選擇相同參數,對稱時從一端向另一端焊接(見圖3,預制拱度大于規定)。
(6)焊接結束后,冷卻后測量起重機上拱度Δh。
圖3 預制后拱度大于規定
(7)在上述操作后,如果起重機的主梁上拱度比《通用橋式起重機制造作業指導書》規定還大,焊接起重機上蓋板腰縫時,可將主梁翻個底朝天。具體要求如下:支點向主梁兩端移動,主梁上蓋板腰縫角焊縫高度8mm。使用兩臺ZD5-630B埋弧自動焊機,直徑1.6mm,焊接工藝同上述要求,不同處是將兩臺焊機左右對稱布置,同時同速度從一端向另一端焊接,這樣焊接可以減少主梁上拱度值10~13mm左右(見圖4,焊后拱度大于規定)。
圖4 焊后拱度大于規定
4 結語
起重機主梁上拱度不符合規定調整的方法很多,過去常采用火焰加熱矯正,由于對操作人員技術水平要求高,火焰加熱溫度與速度不易掌握,矯正效果不理想,經常出現主梁蓋板、腹板因火烤表面產生波浪,平整度差,在經過靜載、動載試驗或長期使用及自然失效,火焰矯正產生的上拱度也隨之消失。本文通過合理安排主梁放置位置,利用焊接變形達到調整主梁拱度的目的,不僅成本低、效率高,調整后的拱度不會慢慢消失,此做法有一定的推廣意義。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
