精密多腔模具零件加工
2020-11-24 08:58:14珠海格力精密模具有限公司廣東珠海519070鐘曉鷗林松福曾增權鄭啟貴
金屬加工(冷加工) 2020年11期
■珠海格力精密模具有限公司 (廣東珠海 519070) 鐘曉鷗 林松福 曾增權 鄭啟貴
近年來,模具行業結構調整步伐加快,大型、精密、復雜和長壽命模具發展速度明顯高于行業的總體發展速度。模具的質量和壽命相互關聯,影響模具壽命的主要因素有模具的材質和坯料處理、相關的熱處理、模具的加工精度(輪廓精度和位置精度等)以及模具的表面質量(包括表面粗糙度、硬度和表面層金相組織結構)等,其中最關鍵的影響因素是模具的精度,特別是模具的裝配精度。因此,要制作高精度模具,特別是多腔精密模具(見圖1),最重要的就是采用優質的工藝方案,以提高零件的加工精度和加工效率,適應市場需求。

圖1 1出128腔精密模具
1. 加工現狀及改善目標
已加工完成的1出8腔試驗模如圖2所示,各工序加工機床生產過程工時數據記錄見表1。此加工工藝方案模具加工總工時達到1 304h,由此推算1出128腔模具加工總工時需要20 864h,以45天為一套模具加工周期,共需要208臺加工設備,設備需求量過大,加工方案低效,無法滿足客戶實際訂單周期需求。
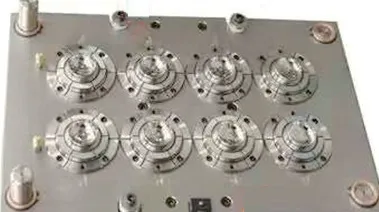
圖2 1出8腔精密模具
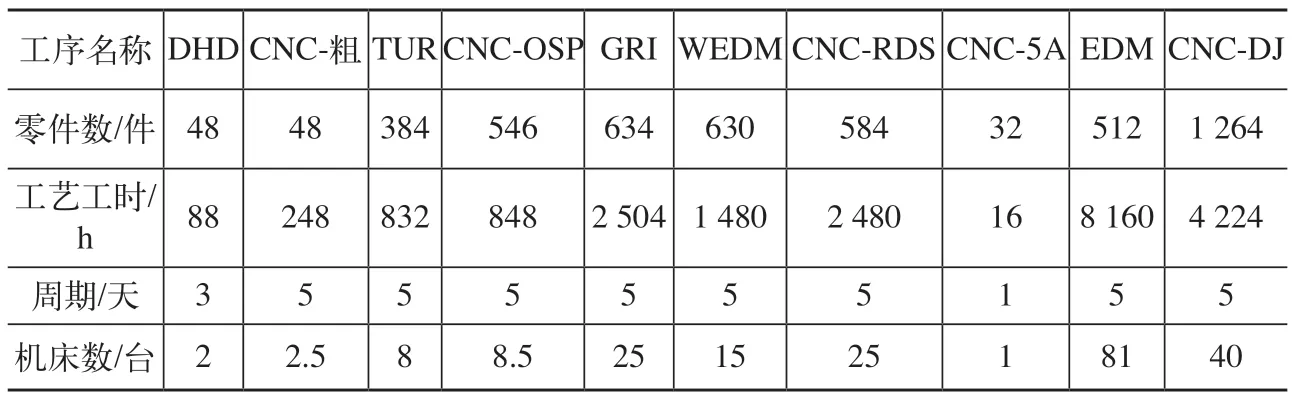
表1 1出8腔試驗模數據
從成本、周期、資源綜合考慮,必須進行加工提效,才能滿足模具交付周期。目標是各工序平均提效30%,加工合格率達到95%,各工序提效目標分解見表2。
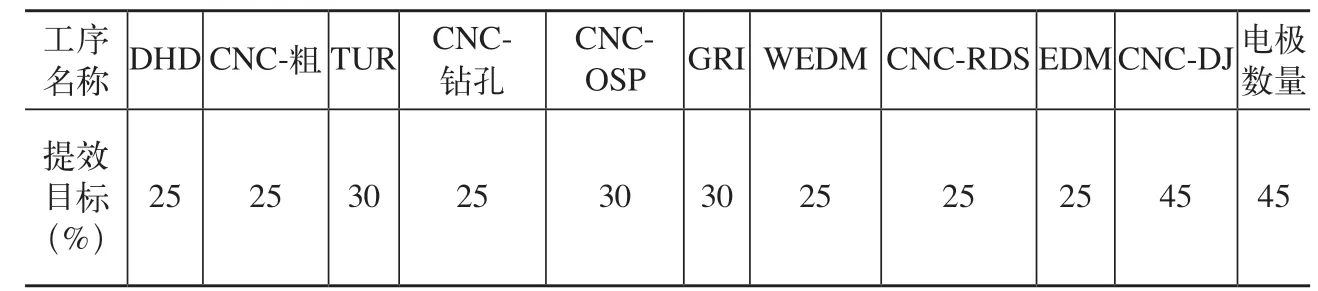
表2 工時及電極數量優化目標
2. 原方案的分析與優化
通過分析1出8腔試驗模具生產過程出現的低效問題記錄,制定對應的、可行性的優化方案,見表3。
(1) CNC粗銑工序 優化 C A M程序策略優化使用的PowerMILL軟件是由英國Delcam公司開發的專業CAM編程軟件,該軟件安全性能高且粗、精加工策略多,運用靈活。利用軟件特性,加工方法由原來的“偏置粗銑策略”優化為“預鉆孔+等高策略”后,切削刀路軌跡化繁為簡,效率提升較明顯,可提效32%,見表4。
設計專用工裝夾具可有效縮短停機等待時間,提高機床稼動率。根據零件特性,設計排位6個槽可裝夾6個零件的工裝,其質量剛好適合手工安全搬運,裝夾后單個零件不需要再分中和校表找正,一次裝夾可加工6個零件的正、反兩側共4面的特征,優化之前現場的低效操作,實現了快速裝夾、批量加工,大幅縮短了現場操作導致的停機等待時間。原加工方案是單件加工,每件需要4次裝夾,6件共需24次裝夾,6件加工總工時達12.6h。新加工方案使用專用工裝夾具,6件共需4次裝夾,單件零件的切削時間是1.3h(不含刀具切換時間),以每個工位裝夾時間0.2h計算,加工總工時為8.6h,可提效46%,見表5。
(2)T U R工序 原加工方案單件加工尾部預留15mm工藝腳,新加工方案采用長圓坯料,一次裝夾車削8個零件,批量加工優化后可提效35%,見表6。
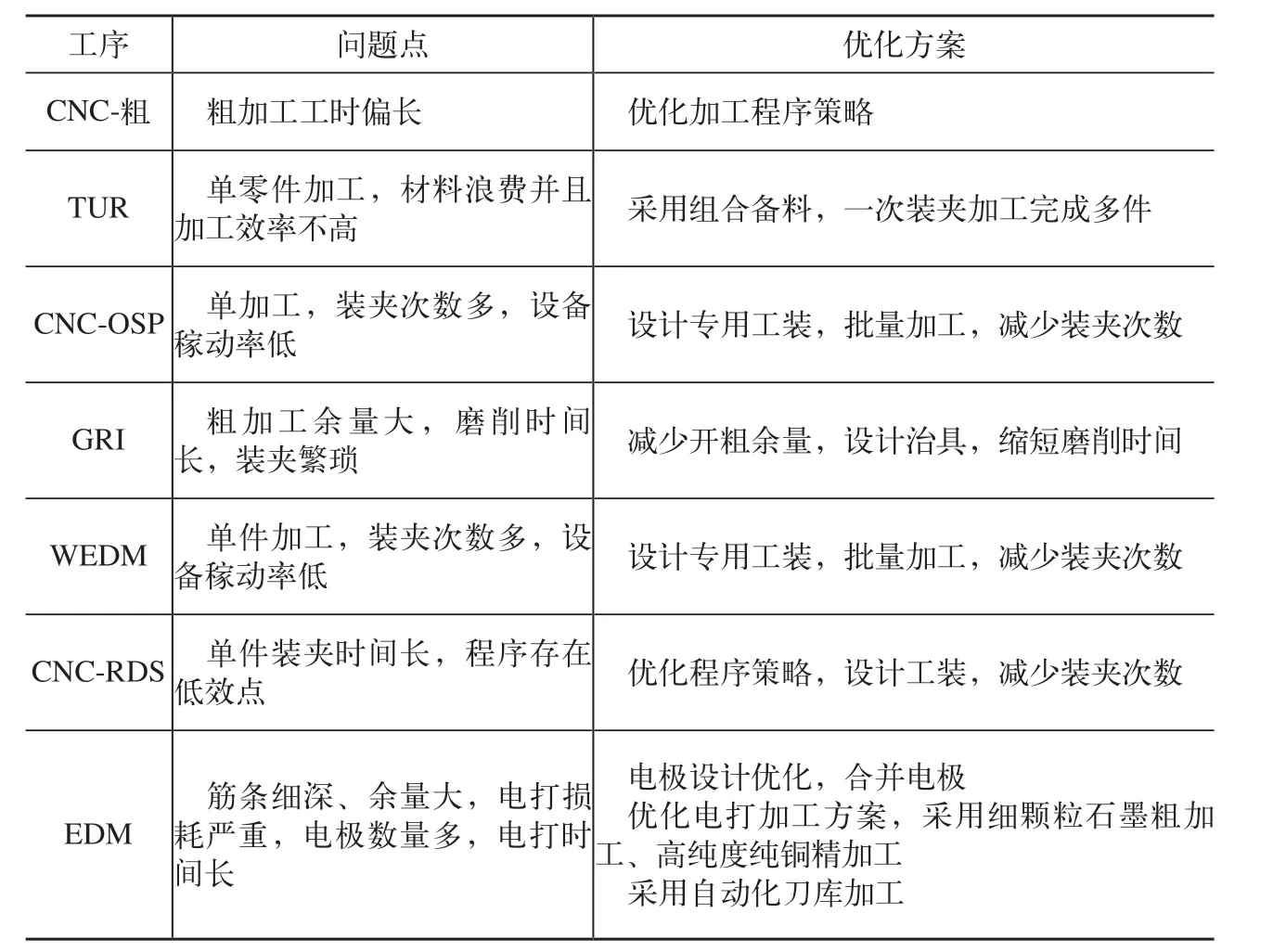
表3 問題點及優化方案

表4 CAM編程策略提效
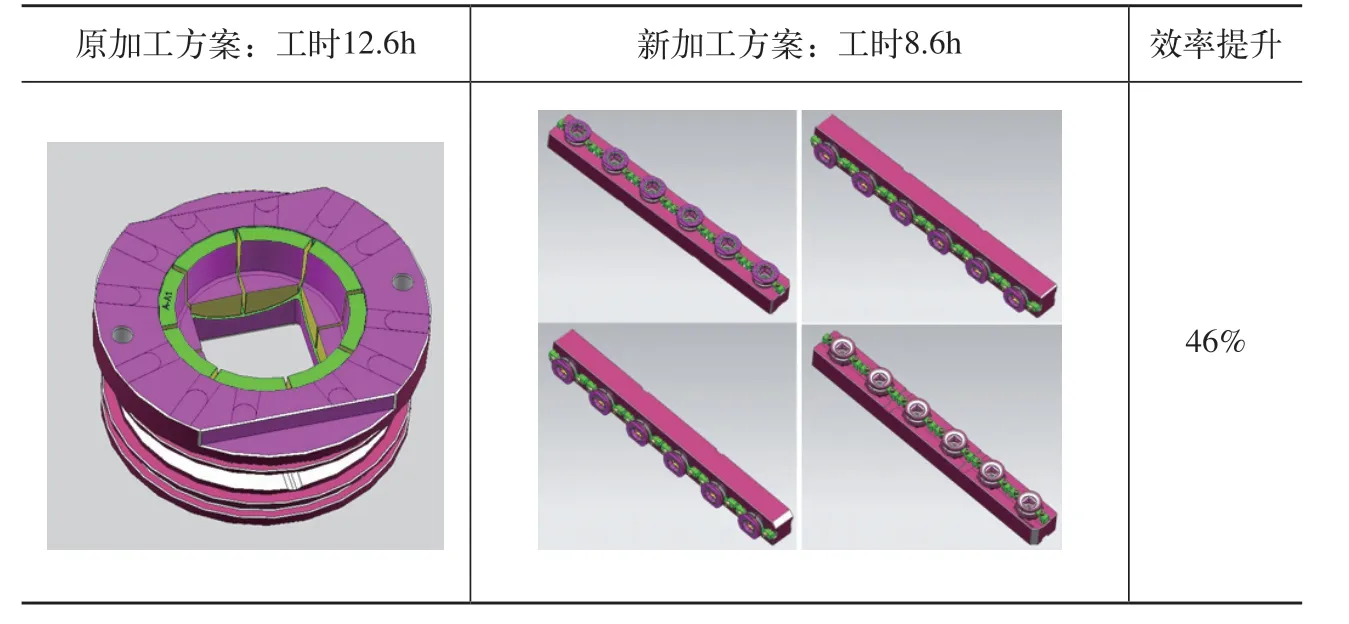
表5 工裝設計批量加工快速切換
1)采用組合備料,一次裝夾完成加工分件,減少去除工藝腳線切割工時0.5h/件。
2)密封圈槽和擋水片槽車削工序加工完成,減少熱處理后磨床精加工工時0.3h/件。
3)車削余量由原來的0.3mm調整為0.15mm,減少熱處理后車床半精加工工時0.5h/件。
4)材料成本縮減25%,加工8件原來需要340mm,新工藝加工8件只需260mm。
(3)GRI工序設計工裝 原加工方案單件加工尾部預留藝腳,新加工方案使用專用工裝夾具,無需每件都用校表找正,優化后可實現快速切換加工,提效30%,見表7。
1)使用專用工裝夾具,實現批量快速切換加工,減少零件裝夾校正時間0.3h/件。
2)密封圈槽、擋水片槽采用車削直接加工完成,減少精磨時間0.3h/件。
(4)WEDM 工序設計工裝 原加工方案為單件裝夾加工,每件需2次裝夾,6件共12次,6件總裝夾校正時間2.4h,6件總加工時間需7.2h。新加工方案使用專用工裝夾具實現批量快速切換加工,無需每件都校正,6件總裝夾校正時間0.2h,6件總加工時間為5h,優化后提效44%,見表8。
1)使用專用工裝夾具,實現批量快速裝夾加工,減少零件裝夾校正時間0.2h/工位。
2)零件切削時間只有0.4h/工位,單件裝夾難以實現連續加工,大大降低設備稼動率。
(5)CNC-RDS精銑工序設計工裝 原加工方案采用單件裝夾加工,每件需在機校正,6件加工總工時為7.2h。新加工方案使用專用工裝夾具實現快速切換加工,無需每件都校正,6件總加工時間為5.3h,優化后提效36%,見表9。
1)使用專用工裝夾具,配合CMM機外抄數,單件裝夾校正時間減少0.2h/件。
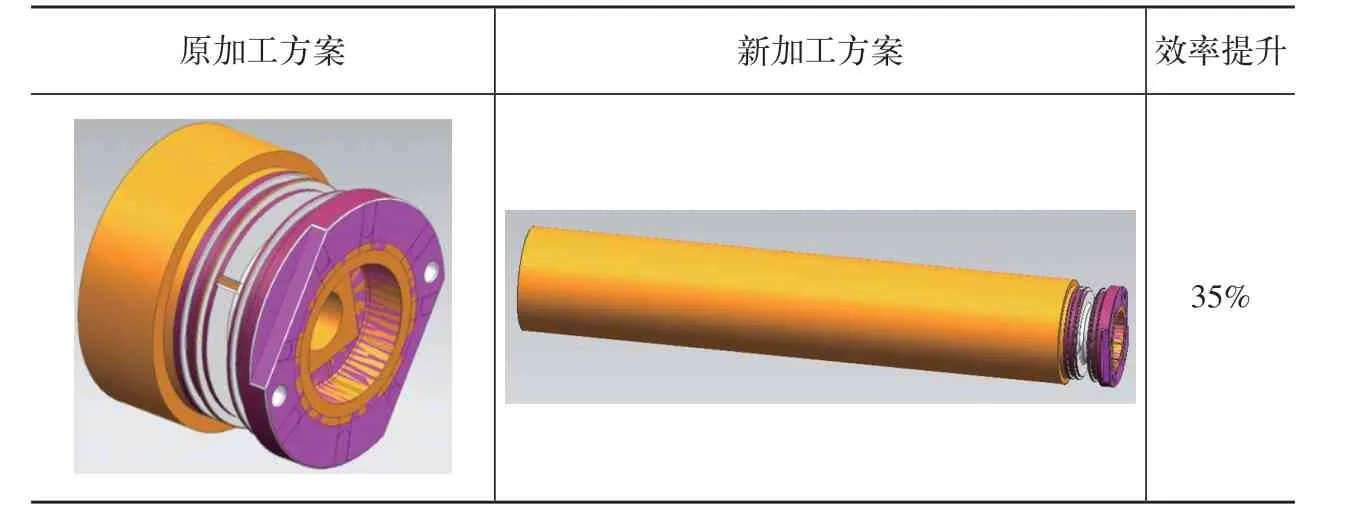
表6 TUR批量加工提效
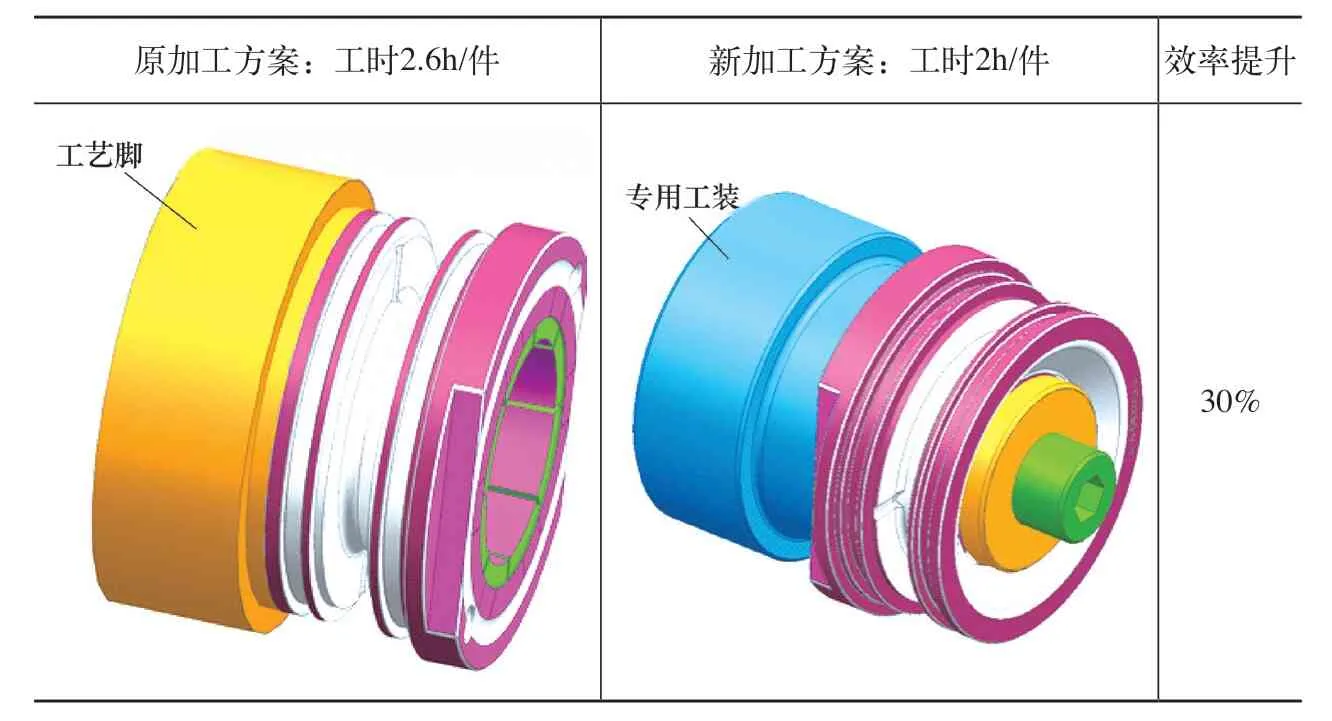
表7 GRI工序設計工裝
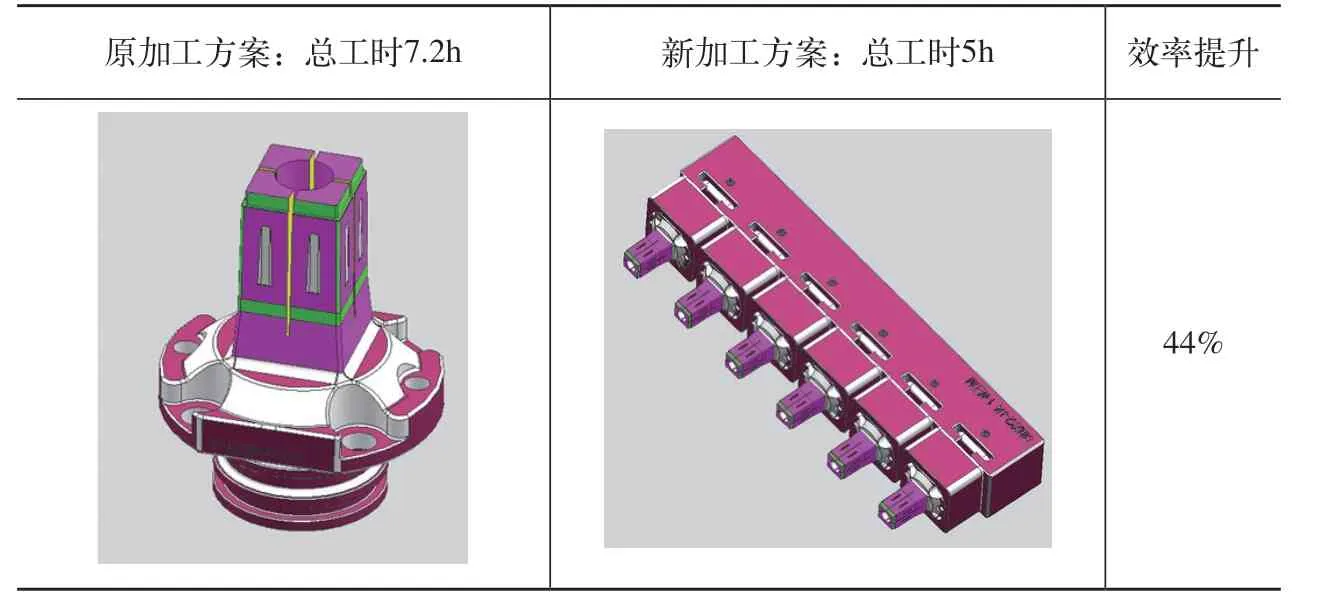
表8 WEDM工序設計工裝
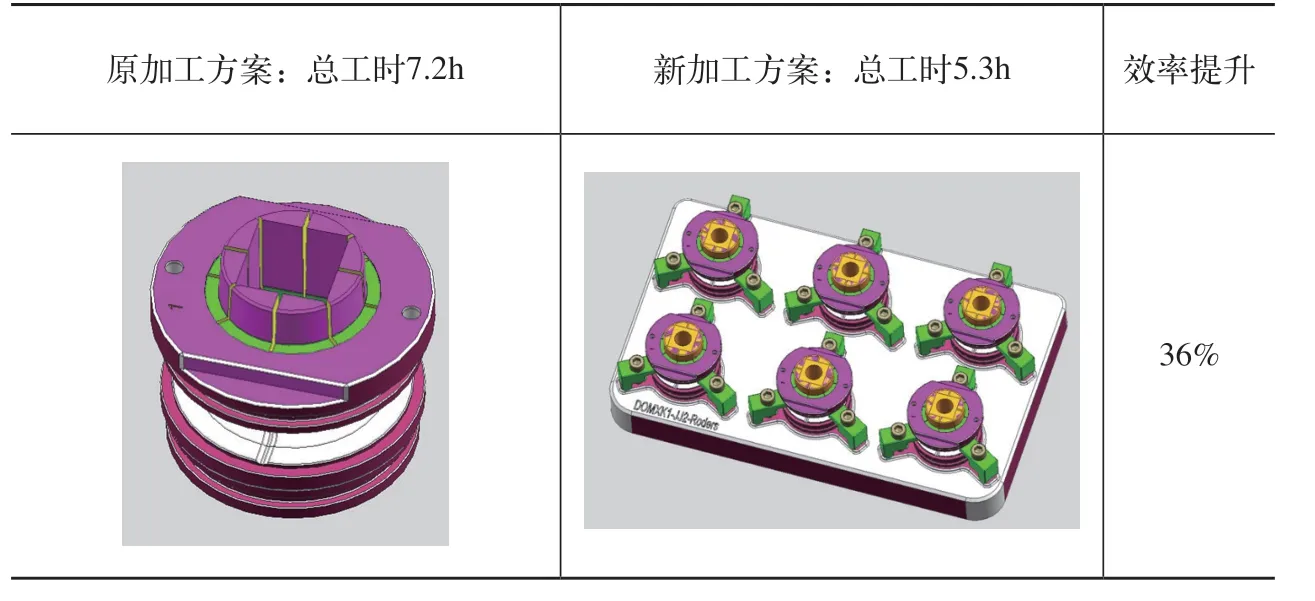
表9 CNC工序設計工裝
2)配合程序串聯軟件實現加工程序串聯,減少刀具切換時間(精加工刀具預熱時間為300s)、零件切削時間0.8h/件(不含刀具切換時間),涉及需要預熱的精加工刀具3支,可減少3次對刀和3次主軸預熱。
(6)EDM工序 進行放電優化。
1)如圖3所示,采用自動化刀庫加工,實現24h無人化高效加工。

圖3 EDM自動化刀庫24h無人化
2)電極設計優化:合并電極,優化放電參數,減少電極切換時間,提升電打效率83%,見表10。
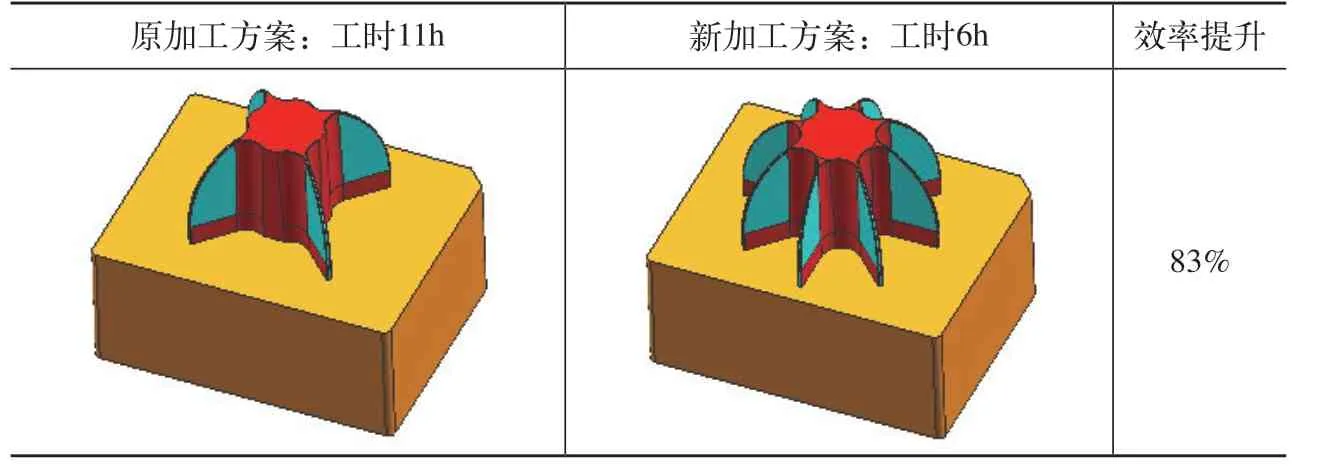
表10 電極設計合并優化及參數優化
3)變更傳統電極設計理念,優化電打加工方案,由單一銅或單一石墨,轉換成混合電打的方式,細顆粒石墨粗打,高純度純銅精打(見圖4)。
4)調整加工參數,電打加工到VDI-14#紋號(表面粗糙度值Ra為0.56μm),實現加工后不拋光(見圖5)。

圖4 電極設計合并優化
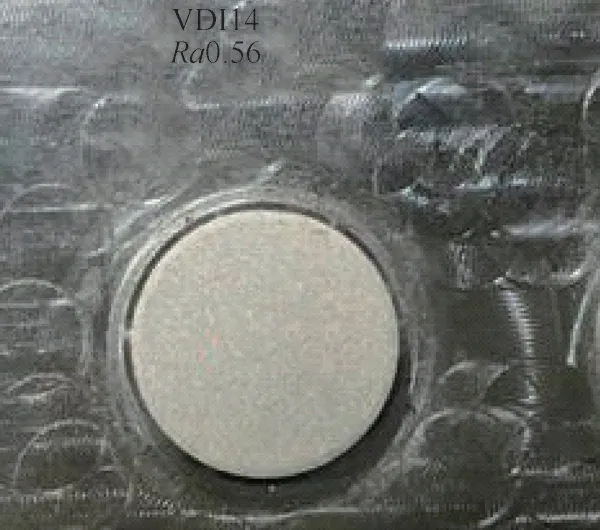
圖5 電打VDI-14#紋號
5)優化電極加工程序,調整電打參數(模型號E、起始段號I、結束段號J、精修段號O、跳躍幅度S、跳躍周期T、跳躍速度F、精修開始段號M、精修時間U),提升電打效率,EDM放電代碼詳見表11。原加工方案需4.58h,現加工方案僅耗時2.4h。
3. 夾具的開發運用
為提高機床加工效率,縮短停機等待時間,設計了各類零件的裝夾工裝,實現批量加工,將模具傳統單件加工理念向批量零件加工理念轉換。各工序加工均使用專用工裝夾具固定,不僅大大縮短了零件加工時間,提升了設備稼動率,而且能更好地控制零件加工質量。
1)CNC 批量裝夾高效加工,實現一次裝夾加工多個零件,如圖6所示。
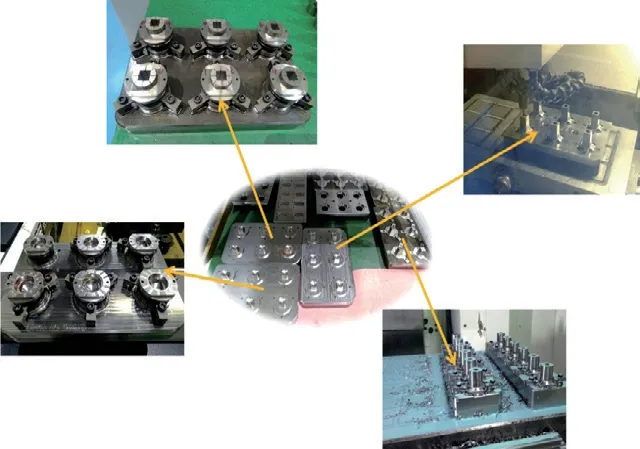
圖6 CNC工裝設計批量加工快速切換
2)WEDM批量裝夾高效加工,實現一次裝夾加工多個零件,如圖7所示。
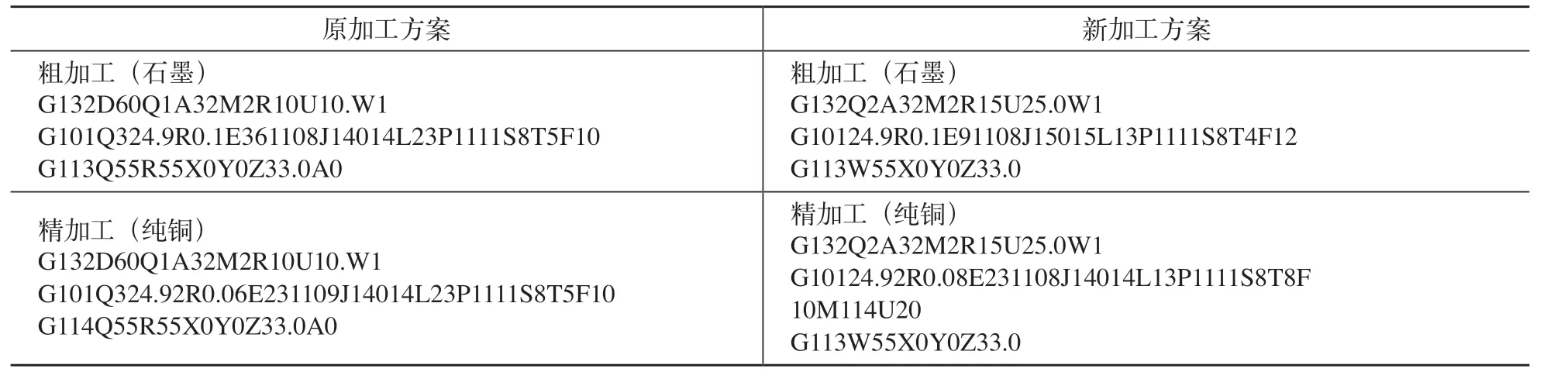
表11 EDM放電代碼
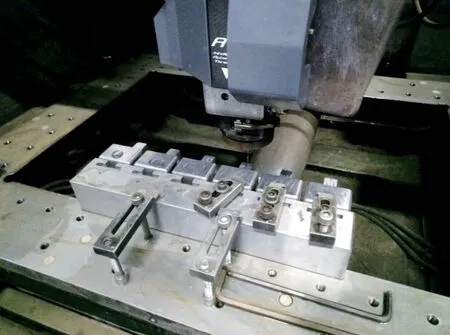
圖7 WEDM工序設計工裝
3)如圖8所示,GRI實現一次裝夾、多面磨削加工。
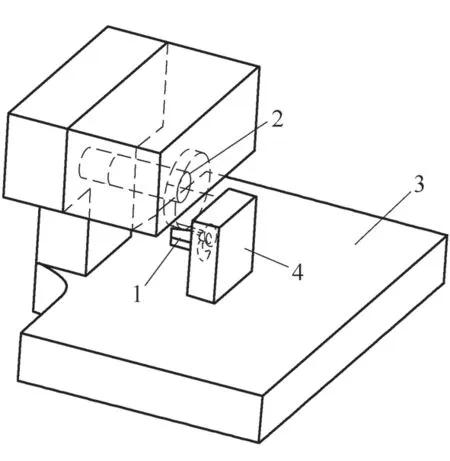
圖8 一次裝夾、多面磨削工裝
4. 坐標磨床的使用
高精密模具除了需要高精密鑲件,還需要高精度模架來保證,因此坐標磨床尤為重要。坐標磨床是近代在坐標鏜床加工原理和結構的基礎上發展起來的一種精密機床,它是精密模具加工的關鍵設備,可用于磨削模具中的精度很高的各類模具零件特征、各種精密機械零件和各類坐標孔(見圖9)。
坐標磨床上常磨削各種淬硬鋼,模具加工中常磨削一些韌性好、難磨且高硬度的模具鋼材料,對砂輪要求較高。CBN砂輪有很高的硬度與耐磨性,硬度達到8 000~9 000HV,僅次于金剛石,有較低的摩擦系數、很好的導熱性和耐熱性,可承受1 400~1 500℃的高溫,能將磨削點上產生的熱迅速地轉移到砂輪上,把對工件的熱損傷抑制在最小限度,還可使工件增加壓縮殘余應力。因此“坐標磨床+C B N砂輪”可以很好地保證模架導柱、導套等關鍵特征的位置精度和形狀精度,為整套模具提供高精度的裝配保證。

圖9 坐標磨床磨削高精零件
5. 在機檢測精度管控
在檢具設計開發之初,應該考慮到其完整性、人機工程、穩定性及成本等方面。根據零件精度要求,結合檢具開發需注意的問題點,開發制作適合零件檢測的檢具,并配合CMM首檢,實現精密零件在機批量檢測,提升一次加工合格率,降低加工成本,縮短加工周期,同時避免因尺寸超差而重復上機帶來的重復定位誤差和加工操作錯誤的風險。
(1)檢具“通、止規”的發明運用 該檢具適用于側壁90°面特征。如圖10所示,零件圓特征為φ 13mm,公差要求0.01~0.02mm,設計制作兩個高精度的圓柱,一個為13.01mm,可以放入φ 13mm圓孔特征內為通規;另一個為13.02m m,無法放入φ 13mm圓孔特征內為止規。如果用通規檢測能進入、止規檢測不能進入,代表零件特征加工合格;如果不合格,檢后可以即時發現并在機重新加工,直到達到公差要求。
(2)檢具“側面斜度檢規”的發明運用 該檢具適用于精度要求極高的側壁斜面特征(如公差0~0.003mm)。如圖11所示,側壁為3°的圓凹槽特征,把“緊配高度規”徒手摁進去后(不能用工具敲),在CNC機床用千分表測量“緊配高度檢規頂面”和“零件頂面”的高度差,如果兩平面高度差在0~0.02mm,則側面間隙為0.001mm,達到公差要求。如果不合格,檢測后可以即時發現并在機重新加工,直到達到公差要求。

圖10 檢具“通、止規”運用
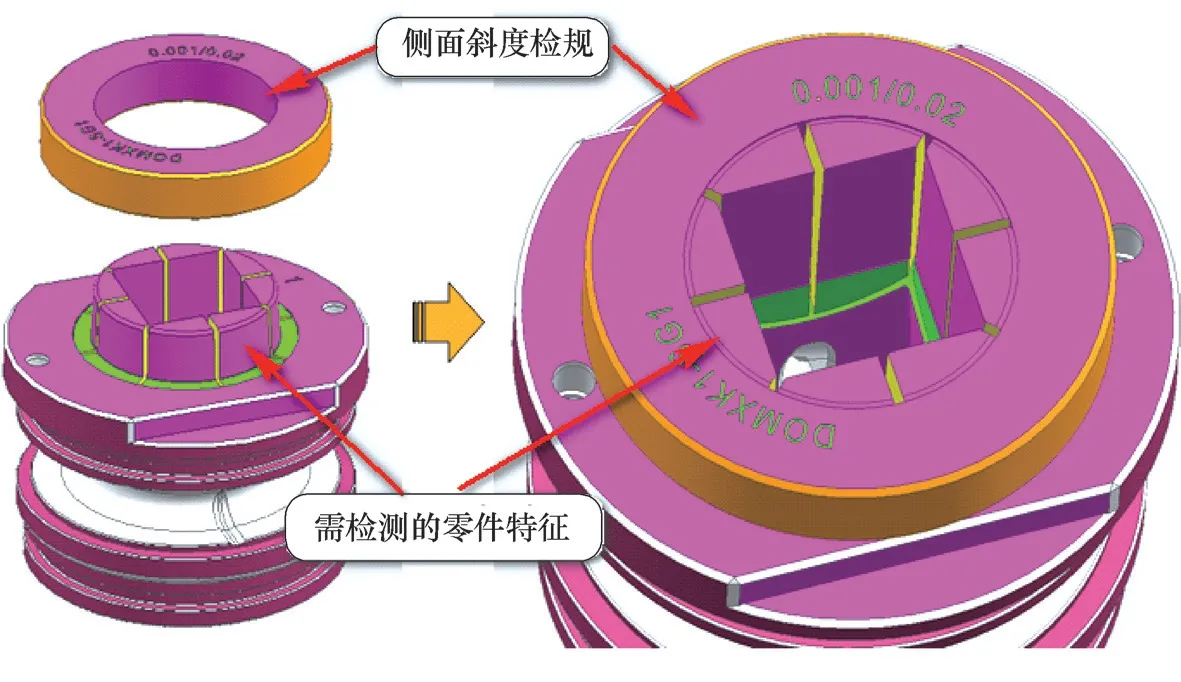
圖11 檢具“側面斜度檢規”
6. 結語
通過優化C A M編程方法、電極設計合并方案、優化放電參數、設計裝夾工裝等一系列的研究改善,達到了各工序平均提效30%、合格率達到90%的初期目標,較好地解決了精密模具零件加工過程中的實際問題,并提高了生產效率,保證了加工質量。同時,這種實用工藝方法也可為精密模具零件加工提供有益的借鑒參考,適合在實際生產加工中運用推廣。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
