可互換針筒的真絲針織單面圓緯機針筒座研究
2020-11-30 01:38:40楊祖鳳
紡織科技進展 2020年11期
關鍵詞:設置
楊祖鳳,陳 濤,陳 江
(四川省絲綢科學研究院,四川 成都610031)
隨著針織原料和生產品種的多樣化以及針織產品更新換代的要求,國內外尤其是中國對先進針織圓機的需求量必將進一步加大,盡快開發出國產高質量、低成本的先進針織圓機是我們在新時期的一個重要任務[1]。為滿足人們對真絲針織產品個性化、小批量、多樣化、更換快的需求,需要不同筒徑的針織圓緯機來進行生產。為適應節約型、可持續發展的社會發展要求,減少針織生產廠家設備、人工投入,本文旨在研究一種在同一臺針織圓緯機上實現不同筒徑針筒互換的單面針織圓緯機底座,不同筒徑的針筒可在同一臺單面圓緯機上快速互換,實現在同一臺圓緯機上生產不同規格幅寬的真絲針織單面織物。
1 真絲針織單面織物生產設備的現狀
隨著社會的不斷發展,物質文化生活水平的提高,人們對紡織品的服用性能要求更高。真絲織物質地柔軟細膩,手感滑爽輕盈,光澤柔和幽雅,花色豐富多彩,具有良好的吸濕透氣性,穿著涼爽舒適。針織物質地松軟,具有較好的彈性、抗皺性、吸濕透氣性。真絲針織面料既具有真絲產品的優良特性,又具有針織物的優點,成為人們追求的高檔紡織品[1],具有廣闊的市場前景。
用于真絲針織單面織物生產的主要設備有針織臺車、單面圓緯機、針織吊車。針織臺車是采用鉤針進行編織的單面圓緯機,價格低、投入少、見效快,操作方便、產量較高,廣泛用于針織單面織物生產,根據生絲特性,針織生產廠家采用濕織工藝進行真絲針織單面織物編織。濕織工藝進行編織原料處理復雜、工序繁多,工藝流程長,相應的準備工序設備和操作人員配置較多,對技術工人的要求高,生產過程中需不斷給濕和添加助劑,造成生產車間濕度大、污染嚴重;彈簧針需要鉛錫澆注,鉛錫對人體有害,對環境造成極大的影響;產品三角眼等疵點嚴重,檔次低,且無法提高。單面圓緯機單臺設備針筒不能互換,只能生產一個規格幅寬的面料,且針筒的拆卸調試難,耗時長,效率低。單面圓緯機針筒與大齒盤采用螺栓相連接,通過針筒下部外沿口(或內沿口)與大齒盤上針筒座止口臺階來完成針筒的徑向控制,針筒座止口臺階直徑沒有可延展空間,只能一對一配置大齒盤、針筒座和針筒,無法實現在同一臺設備上更換不同直徑針筒,造成設備利用率較低。另一方面,針筒座止口臺階作為針筒徑向控制的唯一方法,安裝調試繁雜,只能采用墊片調整針筒的不圓度和不平度。在針織圓機技術標準中要求針筒不平度、不圓度小于0.05 mm,因此針筒座要求加工設備好、精度高、材質品質高。單面圓緯機最突出的問題是受生絲原料條干不勻的影響,成品布面隱橫條、橫路重,尤其是在生產低克重平紋綢時特別明顯,生產廠家普遍采取減少編織路數來解決,設備利用率極低,能源及人力消耗大。針織吊機雖適合用于真絲針織面料生產,如瑞士的GLS型吊車,但其整機設備、零配件價格昂貴,且生產效率低下,從而導致生產成本高,成品價格客戶幾乎不能接受,各針織企業均對其不符合市場規律的高投入、低產出狀況不予認可[2]。
近年來,中國針織技術與設備制造水平都有了較快發展,常規針織圓緯機已經能夠替代進口設備,但是部份機型還是以仿制為主,真正擁有核心技術的較少,針織圓緯機的可靠性與穩定性還有待提高[3]。針對國內真絲針織單面織物生產設備及產品的現狀,迫切需要研究真絲針織單面織物生產的高效、節約型裝置和設備。國內針織設備廠家作了大量的技術研究,進行了大量的技術改造。研究一種可互換針筒的真絲針織單面圓緯機針筒座、實現在同一臺單面圓緯機上完成不同規格幅寬針織面料生產是本研究的主要目標。
2 真絲針織單面圓緯機可互換針筒的針筒座
2.1 組成部件
經過大量的探索研究和技術改造,研發出了真絲針織單面圓緯機可互換針筒的針筒座。該針筒座結構如圖1所示,大齒盤1與針筒座本體2為一個連接體,針筒座本體2在連接體上方,大齒盤1在下方,針筒座本體2放置在大齒盤1中限位平臺5內,通過大齒盤針筒座連接螺孔3連接、定位銷4定位;在針筒座本體2中心有中心柱孔14,孔內套中心柱軸承15,中心柱軸承15套設在單面圓緯機的中心柱底座上;針筒6放置在針筒座本體2上,通過針筒座連接孔7由螺栓與針筒螺孔8連接;在針筒座本體2上有調節座槽9;調節座槽9上安裝調節座11;調節座11設有緊定螺栓12與調節座槽9連接;調節座11兩端分別設置有兩顆頂持螺栓13和頂持墊塊10。
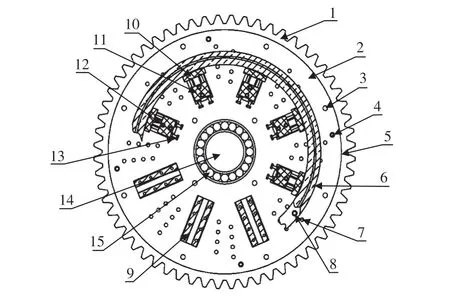
圖1 可互換針筒的針筒底座系統結構示意圖
2.2 各部件結構
如圖1所示,在大齒盤1的盤面上安裝有針筒座本體2,大齒盤1和針筒座本體2整體為連接體結構,在針筒座本體2上設置有調節座槽9及針筒6,針筒6采用螺紋件配合、過盈配合、卡設或間隙配合等方式安裝在針筒座本體2面上,針筒座本體2位于針筒6和大齒盤1之間,在調節座槽9上設置有調節裝置,對針筒6進行徑向定位,即調節裝置位于針筒座本體2與針筒6同設置面之間,設置面上根據針筒直徑不同優選設置6~18個調節座槽。
設置在調節座槽9上的調節裝置主要由調節座11和墊塊10構成,調節座槽9上優選的在長度方向上徑向設置有一排以上孔洞,緊定螺栓12通過調節座11上的孔洞和調節座槽9上的孔洞將調節座11限位在調節座槽9上,且墊塊10設置在調節座11 與針筒6內壁之間,通過墊塊10和調節座11將針筒6固定緊。
調節座11還設置有用于將墊塊10貼設在針筒6的內壁上的頂持螺栓13,調節座11在位于大齒盤1的水平向和豎直向皆設置有孔洞,其豎直向的孔洞用于設置緊定螺栓12,水平向的孔洞用于設置頂持螺栓13,在設置時,墊塊10與針筒6的內壁接觸面為適配結構,利用頂持螺栓13將墊塊10頂壓在針筒6內壁上并鎖緊。
大齒盤1的中心設置有中心柱孔14,在中心柱孔14上套設有中心柱軸承15,在設置時,中心柱孔14用于安裝中心柱軸承15,中心柱軸承15與單面圓緯機的中心柱底座相連接。
大齒盤1和針筒座本體2 同軸結構,且大齒盤1和針筒座本體2之間可拆卸設置。在大齒盤1和針筒座本體2由6~12顆M10~M12螺栓連接,位置控制采用4顆定位銷4控制。大齒盤1和針筒座本體2聯合體在螺栓及定位銷4連接后,整體加工以保證大齒盤1和針筒座本體2的水平度和同心度。
針筒座本體2上根據不同直徑針筒設置有6~18組針筒座連接孔7,用于定位、固定針筒6,每組分別有8顆針筒座連接孔以對應不同直徑的針筒;在針筒6底部設有6~18顆不同直徑的針筒螺孔8,通過M10~M12螺栓將針筒底部的針筒螺孔8和針筒座本體上針筒座連接孔7連接在一起。使用時,能夠利用螺栓對針筒6進行初步限位,然后利用調節裝置對針筒6進行最終限位。
2.3 實施方案
大齒盤1與針筒座本體2為聯合體,材質為45#鋼、ZG230-450鑄鋼或KHT350-10鑄鐵。大齒盤1是外齒式齒盤,外直徑φ為500~1 500 mm,根據單面圓緯機筒徑大小,牙盤外齒采用2~3.5模直齒,齒數140~750齒,厚度為20~50 mm。
大齒盤1與針筒座本體2構成聯合體安裝在單面圓緯機中心柱底座上。針筒座本體2的直徑為φ300~1 200 mm,厚度為15~50 mm;大齒盤1中有直徑φ300~1 200 mm、深8~10 mm 下沉的限位平臺5,中心柱孔14直徑為φ100~180 mm;針筒座連接孔7直徑為φ8.2~12.6 mm,根據單面圓緯機筒徑大小,針筒螺孔8共6~18個,孔中心距大齒盤中心80~600 mm。
在針筒座本體2上有6~18組調節座槽,在其上設置有針筒徑向定位的調節裝置,該調節裝置由調節座11、緊定螺栓12、頂持螺栓13和墊塊10組成,調節座11寬度為40~60 mm,長度為80~150 mm,深度為20~40 mm,緊定螺栓12為M6~M10,調節頂持螺栓13為M6~M10。
3 技術優勢
真絲針織單面圓緯機可互換針筒的針筒座用于真絲針織單面織物生產,與現有技術相比,具有明顯特點和優勢。
(1)結構穩定牢固,設備運行平穩。針筒安裝精度公差有所提高,軸向跳動在0.01~0.04 mm 之間,現有設備在0.04~0.06 mm 之間;徑向跳動(針筒不圓度)在0.01~0.04 mm,現有設備在0.04~0.06 mm,機械性能穩定,開機正常率可達99%以上,生產的產品布面平整、紋路清晰、風格飽滿。
(2)機械連續化程度高,整機使用壽命提高。直徑相鄰的6~8個針筒可實現在同一臺針織機上互換,且針筒拆卸、安裝方便,整機使用年限由5年提高到15年以上。
(3)可通過針筒控制方式調整其圓度,消除了對針筒不必要的機械控制系統。現有針筒控制結構,長期使用后如發生針筒圓度變形,由于沒有對針筒的直接調整設計,造成針筒不能使用。本文研究制造的真絲針織單面圓緯機可互換針筒的針筒座能長期使用,減少了加工工序,有效降低整機運轉負荷和能源消耗。
(4)調試精度高,能夠不通過針筒座臺階止口方式來連接、控制針筒。針筒座本體作為一個平整平臺,采用多個調節座槽及與之配合的調節裝置控制針筒做徑向調整,可在同一塊針筒座本體上安裝6~8個相鄰直徑的針筒,根據產品的特性更換針筒,實現在同一臺圓緯機生產多個規格幅寬的針織面料。
4 結語
隨著科技的不斷發展、電子技術的廣泛應用,新的裝備技術取得了突飛猛進的變革,新型真絲針織單面圓緯機的研發也取得了較大的突破,但與國際先進水平還存在一定的差距,研發高效、節能型機型仍然任重而道遠。
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
水上消防(2020年5期)2020-12-14 07:16:18
中國畢業后醫學教育(2020年5期)2020-12-06 06:52:46
鐵道通信信號(2019年7期)2019-10-08 08:38:02
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
鐵道通信信號(2018年1期)2018-06-06 02:27:38
玩具世界(2017年9期)2017-11-24 05:17:29
作文評點報·低幼版(2017年42期)2017-11-16 22:12:34
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16