基于MATLAB的電磁振動仿真分析
2020-12-01 03:15:00余家敏吳建民
軟件導刊 2020年10期
余家敏 吳建民

摘 要:針對振動摩擦焊接機在焊接過程中的外激振力幅值確定較為困難的問題,對振動摩擦焊接機中的電磁振動原理、電磁力計算、電磁力仿真分析等方面進行研究,對靜態進程模式下正余弦信號與電磁力之間關系進行歸納,提出一種基于MATLAB的電磁振動仿真分析方法。結合電磁振動學和牛頓運動學方法綜合建立簡化的電磁力理論推導,借用MATLAB分析正弦和余弦對電磁力的影響規律,利用振動摩擦焊接試驗臺對所建立的電磁力理論推導方法進行實驗驗證。研究結果表明,當輸入正弦信號,時間為0.002 5s時,電磁力最大值為400N;當輸入余弦信號,時間為0.002 6s時,電磁力最大值為556.080 0N,從而為振動摩擦焊接機的外激振力及其頻率確定提供了依據。
關鍵詞:電磁振動;摩擦焊接;電磁力;MATLAB
DOI:10. 11907/rjdk. 201272
中圖分類號:TP301文獻標識碼:A 文章編號:1672-7800(2020)010-0116-05
Abstract:Aiming at the problem of setting the external exciting force range of vibration friction welding machine in the welding process, we conduct research on the basic principle, the electromagnetic force calculation and the electromagnetic force simulation analysis in vibration friction welding machine. The relationship between the sine and cosine signal and the electromagnetic force is summarized in static process mode, and a simulation analysis of electromagnetic vibration based on MATLAB is proposed. Combined with the method of electromagnetic vibration and Newton kinematics, the simplified theoretical derivation of electromagnetic force is established, and the influence of sine and cosine on electromagnetic force is analyzed by MATLAB. The theoretical derivation of electromagnetic force is tested by using the vibration friction welding test bench. The results indicate that when sinusoidal signal is input and the time is 0.002 5s, the maximum value of electromagnetic force is 400N; when cosine signal is input and the time is 0.002 6s, the maximum value of electromagnetic force is 556.080 0N, which provides a basis for the external exciting force and frequency of the vibration friction welding machine.
Key Words: electromagnetic vibration; friction welding; electromagnetic force; MATLAB
0 引言
振動摩擦焊接是一種基于電磁傳動機構的綠色制造技術,通過推動升降臺發生相對動作,從而產生摩擦熱,當實際溫度達到臨界溫度時,塑性零件開始融化升溫,完成焊接[1]。在振動摩擦焊接過程中,施加的電磁力會影響焊接質量和精度[2]。由于確定振動摩擦焊接設備在焊接過程中的電磁力幅值較為困難,很多學者紛紛對電磁力計算分布進行了研究。如劉勇等[3]依據疊片設計原理,利用數值模擬計算方法分析電樞結構的電磁力分布,可為電樞機構優化設計提供參考,但模型構建較為復雜,且耗時長;王玉彬等[4]以靜密封高溫超導磁通切換電機為例,利用三維有限元分析方法和麥克斯韋方程,對高溫超導線材所承受的電磁力進行理論推導,得到電磁力仿真結果,但理論計算值結果波動較大;鄧清鵬等[5]利用電磁力到結構網格的映射算法對電磁力及噪聲進行快速仿真,并對電磁力分布穩定性進行分析;欒世奕等[6]依據等效磁路原理,采用Ansoft對電磁力進行數學建模,得到電磁力變化和分布規律仿真結果,經過實驗驗證,基本符合理論模型仿真的電磁力響應曲線結果。
本文針對上述研究存在的不足,提出基于MATLAB的電磁振動仿真分析方法,并在靜態進程模式的單線程與多線程導電輸入情況下分別對電磁振動進行分析。
1 電磁振動基本原理
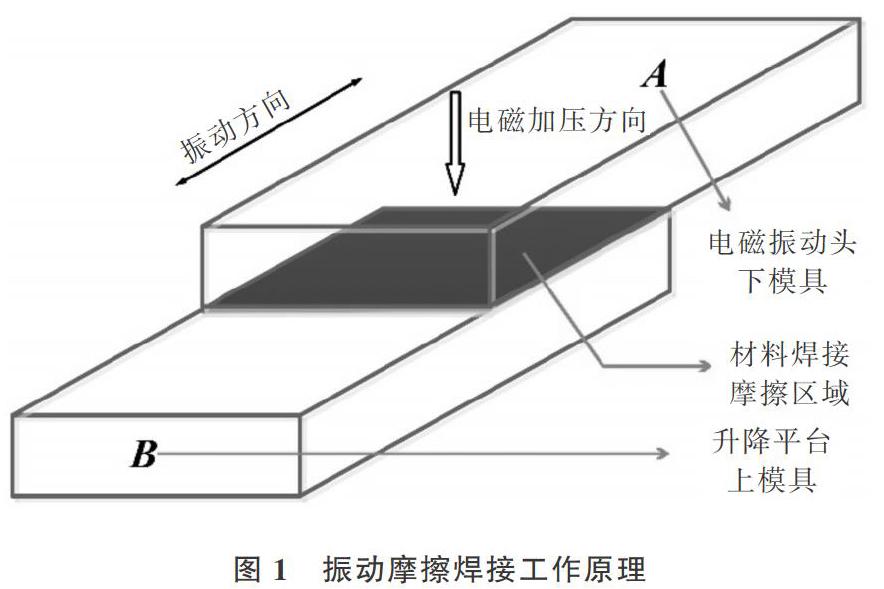
振動摩擦焊接技術是基于摩擦焊接原理,先把零件夾緊在電磁振動頭與升降臺之間,通過調節電磁振動頭頻率使其中一種材料跟著振動頭做振動動作,另外一種材料按照設定的振動方向來回移動摩擦生成焦耳熱量,并產生一個對地的軌跡參考距離[7]。同一水平位置點之間的距離稱為振幅,一定時間內振動的平均次數為100或240,相對運動之間的表面痕跡所囊括的區域稱為焊接區域[8]。一般將被振動材料加裝在升降臺固定模具上,其它材料按照裝配位置被加裝在電磁振動頭上。升降臺沿著垂直于電磁振動頭的方向進行升降動作,液壓泵控制壓力并為其提供升降動作動力,如圖1所示。
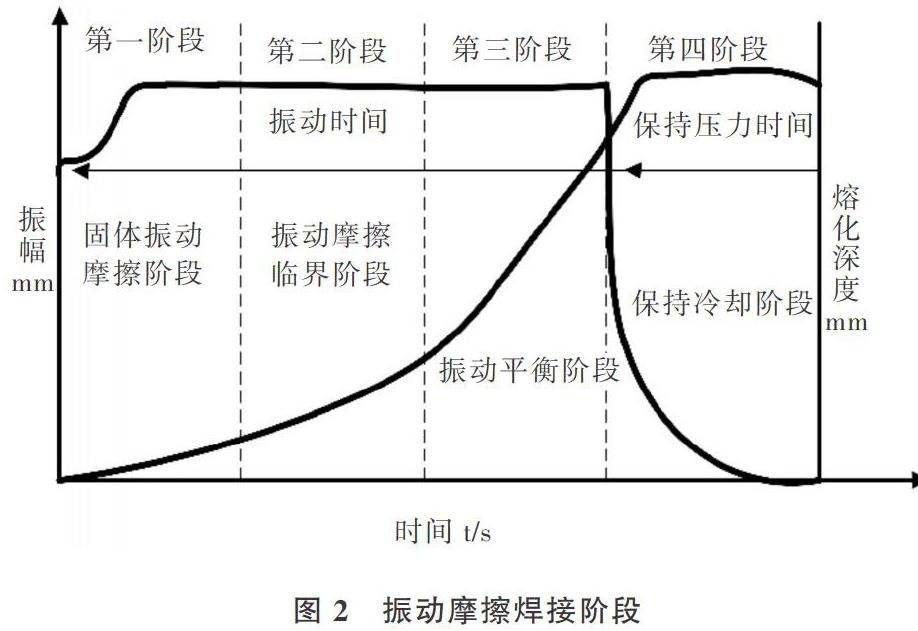
兩種材料必須利用升降臺的夾緊力,通過電磁振動頭振動而相互焊接在一起。在振動時間和保持壓力的時間周期內,有一持續不斷的力群作用在塑性材料表面。在交流電壓作用下,振動頭頻率達到共振臨界條件而振動,經過一段時間,塑焊件就會被熔化。相對運動所花的時間稱為“動摩擦焊接時間”,簡稱“焊接時間”。熔化的塑料在壓力下短時間被冷卻下來并固化,該時間被稱為“保持壓力時間”,簡稱“保壓時間”,“保壓時間”結束后,升降臺下降并回到原位。振動摩擦焊接具體可分為固體振動摩擦階段、振動摩擦臨界階段、振動平衡階段和保持冷卻階段[9],如圖2所示。
2 電磁振動理論分析
2.1 常規電磁力理論分析
本課題所用的振動摩擦焊接的核心部件之一是電磁振動頭。通過對電磁振動頭施加一定頻率和壓力,促使電磁振動頭本身沿著振動方向進行往復振動,通過摩擦生熱焊接,而推動電磁振動頭往復振動的動力來源于電磁力。往復振動的定義就是某一部件在位置上的變化現象,這種變化現象包括位置規律變化和方向規律變化[10]。當部件在初始位移為0的位置開始變化時,方向規律有2個,向振動的正方向規律變化稱為正方向規律變化,來回向前振動的位移稱為正行程位移;向振動的反方向規律變化稱為負方向規律變化,來回向后振動的位移稱為負行程位移。振動的變化規律區域劃分原理與笛卡爾坐標劃分原理相似,從原點0開始進行分割,分為正向振動區域、負向振動區域和原點臨界區域3部分。振動路徑為:從初始位移為0的位置振動到正行程位移位置,從正行程位移位置振動到初始位移為0的位置,從初始位移為0的位置振動到負行程位移位置,從負行程位移位置振動到初始位移為0的位置,反反復復、來來回回振動。根據物理學、電磁學和機械振動學相關理論,本文研究的電磁振動頭產生電磁力的裝置模型可簡化為電磁機構模型,這種電磁機構模型主要通過輸入交流電,在電磁機構周圍區域形成電磁場,從而產生電磁振動頭振動所需的電磁力。
根據鐵磁物質的電流與磁場回路原理,假設在輸入交流電的電磁機構或裝置附近區域產生了電磁場,在該電磁場中存在某一個交流電回路或線路回流[11]。在電磁場中施加給線圈、媒介或導電材料的電磁力為[FC],理論上電磁力產生了一個假想的電磁位移[SC]。根據物體做功過程其實就是能量相互轉換過程的定義可得,電磁場機械所做的功[Wmc]與電磁力[FC]及電磁位移[SC]關系如下[12]:
公式(1)是宏觀物理學做功計算公式,對于電磁場產生的電磁力而言,假設使用上述公式計算,比較復雜且不好量化,因此需要對公式(1)進行適當修正與變換。根據微積分原理,現取電磁位移Sc上一段假想可微分的電磁位移[dSC],則對應的可微分電磁力機械做功公式為:
將公式(2)進行微積分變換后得到變形式:
公式(4)中,由于電磁場輸入的電流為交流電,而交流電電流和電壓大小及方向每時每刻均在變化,導致從交流電輸入開始,經過導電材料施加在電磁機構裝置上的電磁力每時每刻均在變化,因而電磁場的電磁力能量[WEC]也同步發生變化。每產生一個可微分的電磁力[dFC],就會生成一個電磁微分能量[dWEC]。同時,電阻、導線等會因為電流經過而發熱,從而損失一部分能量,電源輸入帶來的能源供給比理論能量值低。如果除去因發熱損失的能量,則電磁場鏈路的能量變化量約等于電磁場電磁力能量[WEC]的變化量加上電磁場電磁力所做的機械功[Wmc]。
此外,電磁場產生的電磁力Fc是看不見、摸不著,但又真實存在的,位移Sc是為了問題求解方便、模型建立便捷而假設的。因此,取的假想位移Sc形式不同,電磁力計算公式可能不同,但最終結果分析是相同的,不影響對問題的分析及電磁力計算[13],如公式(4)可得如下變形式:
公式(5)、(6)中,[BZC]為在電磁場單位面積磁感應分布密度,[nZC0]為電磁場單位面積法向量,[μZC]為真空磁介質中磁感應分布密度與磁場分布密度的微分比例。
2.2 靜態進程模式電磁力理論分析
靜態進程模式由單線程導電輸入與多線程導電輸入組成。在單線程導電輸入下,為了使電磁振動系統穩定性強,從物理的角度分析,電磁振動理想結構模型主要分為三相模型結構和四相模型結構[14],本文采用三相模型結構對靜態電磁力進行計算與分析,其模型可簡化為平面“E”型電磁機構裝置,如圖3所示。
在圖3中,以中心虛線為分割線,左右兩個結構為對象,顯然左右兩個電磁機構是根據中心虛線完全中心對稱,則電磁機構模型的電流、面積、氣隙磁導、電阻等物理參數均是對稱的。不妨假設中心虛線左邊方向的磁路有效面積為[SLC]、氣隙磁導為[ΛC]、有效電阻為[RC]、有效電流為[iC1],那么根據電磁模型結構的對稱性可得到中心虛線左邊方向的磁路面積為[SLC=SRC]、氣隙磁導為[ΛCS]、有效電阻為[RCS]、有效電流為[iC1=iC2],以中心虛線為基準的中間磁路有效面積[SΦCC=SRC2]。電磁機構單線程導電電流經過通電線圈,集中繞組鐵芯材料上產生的磁通勢能為[Ni],這種磁通勢能與物理學上的機械勢能、重力勢能、電動勢能等原理相似。以中心虛線左邊方向磁路作為分析點,由物理學定律可推導得到[Ni]計算公式為:
由公式(7)可計算得到磁感應強度[BZC]為:
由于左側方向磁路的電路是中心對稱的,根據安培右手法則可知,假設磁通量是由外到內,并垂直于平面時,電流經過兩根導線的電磁力大小一樣,方向相同。于是由公式(6)、(8)可得左側部分電磁力為:
同理,可得右側部分電磁力為:
公式(9)、(10)中,[FLC]為左側磁路部分電磁力,[FRC]為右側磁路部分電磁力,[SLC]為中心虛線左邊方向的磁路有效面積,[SRC]為中心虛線右邊方向的磁路有效面積。根據物理學的力學合成方法,可得到“E”型對稱的模型結構受到的電磁力為:
由公式(10)可知,通電線圈在結構模型、繞組數N和氣隙C保持固定不變的情況下,電磁振動系統所受電磁力[FC]與電流大小有關。假如通電線圈輸入大小和方向均不改變的電流時,電磁力[FC]為一個恒定數值,即大小和方向從初始狀態到振動狀態始終保持相同。
在實際應用中,電磁振動頭要能根據生產要求實時調解焊接力度和頻率,因而電磁振動頭常將大小和方向均進行周期性變化的交流電作為電磁振動系統的輸入。假設給圖3所示的單線程導電三相電磁模型結構輸入交流電,交流電電流為[i],電壓為[u],1s內交流電方向和大小變化次數為[f]。為降低問題求解的復雜度,將圖3模型簡化成一個閉合電路模型,如圖4所示。
在圖4中,根據氣隙磁導在并聯電路中電流的合流規律,左邊的氣隙磁導[ΛCS]與右邊的氣隙磁導[ΛCS]是并聯關系,然后左右兩邊并聯后與中間的氣隙磁導[ΛCC]串聯。同理,左邊電阻[RCS]與右邊電阻[RCS]是并聯關系,然后左右兩邊并聯后與中間電阻[RCC]串聯[15];左邊電流[iC1]與右邊電流[iC2]也是并聯關系,然后左右兩邊并聯后與中間電流[iCC]串聯,其中[Ni]可參考電源電動勢能。于是可得到整個電路的氣隙磁導[ΛC]、電阻[RC]、電流[iC]計算公式為:
將公式(13)進一步簡化得到氣隙磁導計算公式為:
假設電磁振動頭輸入的交流電電流為[i=IM?cos2πft],電壓為[u=UM?cos2πft],歸算漏磁磁導為[Λgs],則根據公式(11)可得電磁力[FC]與交流電電流[i]及電壓[u]的關系:
3 電磁力仿真結果分析
當在靜態進程模式下進行單線程導電輸入時,利用編程軟件MATLAB對電磁力分布規律進行仿真,如圖5、圖6所示。
當在靜態進程模式下進行多線程導電輸入時,利用編程軟件MATLAB對電磁力分布規律進行仿真,如圖7所示。
在圖5、圖6中,在正弦和余弦交流電信號下,電磁力大小同步增加,方向剛好相反。當交流電按照正弦規律變化時,電磁力[FC]曲線走勢在0~0.005s內先上升后下降,當時間為0.002 5s時,電磁力[FC]最大值為400N,之后進行周期性變化;當交流電按照余弦規律變化時,電磁力[FC]曲線走勢在0~0.005s內先下降后上升,當時間為0.002 6s時,電磁力[FC]最大值為556.080 0N,之后進行周期性變化,這也從側面驗證了要使電磁振動頭實現往復振動以達到焊接目的,必須給電磁振動系統輸入交流電。同時驗證了可通過調節電源頻率以調節外激振力頻率[f],且電源頻率與振動頻率的比例為50%,振動摩擦焊接機的外激振力[FN]可參考已求解的電磁力[FC]。
在圖7中,靜態電磁力幅值為[3FCP],方向角、方向角速度以及電子轉速始終與輸入系統的自然頻率或電源頻率呈正相關,且大小分別為[4πf]、[4πfrad/s]、[2f(r/s)],可為振動摩擦焊接處在空運行(未焊接材料狀態)情況下提供滿足條件的電磁力。此外,多線程的電磁振動幅值是單線程幅值的3倍,與理論分析結果一致。假如多線程導電選擇兩個線程通電,則相應振幅值約等于單線程的兩倍。
4 實驗及結果分析
為了驗證電磁振動理論推導的合理性與電磁力分布仿真結果的正確性,現采用必能信超聲(上海)有限公司提供的M836H機型搭建實驗測試平臺。首先在升降臺上裝好塑性模具,然后夾緊模具,設定系統基本參數,確認無誤后,上電按下機器啟動按鈕,選擇手動模式,關閉機器前門,使實驗測試平臺M836H在一定頻率下振動,按照位移傳感器反饋的部分數據繪制相應曲線。
電磁力分布與理論值相差1.5%屬于可接受范圍,基本與仿真結果一致。在單線程和多線程導電輸入情況下,電磁力波峰分別大約為400N、556.080 0N,從而驗證了本文理論推導的合理性及仿真結果的正確性,為設置振動摩擦焊接的外激振力大小提供了參考。
5 結語
本文提出一種基于MATLAB的電磁振動仿真分析方法,并利用振動摩擦焊接試驗臺對建立的電磁力理論推導方法進行實驗驗證。結果表明,利用電磁振動學和牛頓運動學方法建立的電磁力理論是合理的,可為以后的研究提供重要參考依據。
在下一階段將對動態進程模式下的電磁力進行研究,由于本次實驗中采集的數據點較少,因此在今后的研究中可能需要采集更多數據,以減少實驗誤差,得到更準確的電磁振動外激振力數值。
參考文獻:
[1] 崔菊蘭.? 淺談振動焊接技術在冶金設備維修中的應用[J]. 山東工業技術,2016(8):61.
[2] 余家敏,吳建民,嚴昊,等. 基于Matlab的電磁振動系統建模與仿真分析[J]. 機電工程,2019,36(10):1055-1059,1064.
[3] 劉勇,國偉,張濤,等. 雙層電樞結構設計及其電磁力和電流密度分布[J/OL]. 彈箭與制導學報:1-6[2020-03-13]. http://kns.cnki.net/kcms/detail/61.1234.TJ.20200114.1312.002.html.
[4] 王玉彬,馬祎楠. 高溫超導磁通切換電機勵磁線圈電磁力計算[J/OL]. 電機與控制學報:1-8[2020-03-13]. http://kns.cnki.net/kcms/detail/23.1408.TM.20191220.1437.004.html.
[5] 鄧清鵬,盧彬,王濤,等. 基于電磁力近似算法的驅動電機NVH快速仿真方法[J]. 應用聲學,2019,38(6):932-938.
[6] 欒世奕,王旭平. 雙推桿電磁鐵電磁力仿真[J]. 機床與液壓,2018,46(23):139-142.
[7] RABI J, BALUSAMY T, JAWAHAR R R. Analysis of vibration signal responses on pre induced tunnel defects in friction stir welding using wavelet transform and empirical mode decomposition[J].? Defence Technology,2019.
[8] HUR Y C, KIM D , KIM B M, et al. Measurement of weld zone properties of laser-welded tailor-welded blanks and its application to deep drawing[J].? International Journal of Automotive Technology, 2020, 21(3):615-622.
[9] 王斌.? 疊片鐵心的電磁振動分析與實驗研究[D]. 天津:天津工業大學,2018.
[10] RUITING T,GENG L. Vibration induced reciprocating sliding contacts between nanoscale multi-asperity tips and a textured surface[J].? Microgravity Science and Technology,2020,32(1): 79–88.
[11] 盧忠,胡睿,趙英鵬,等. 電磁場能量傳輸特性實驗裝置研究[J]. 浙江工業大學學報,2020,48(1):63-67.
[12] 王錦佳. 從宏觀和微觀兩個角度看電磁力及做功問題[J]. 科技展望,2016,26(34):248-249.
[13] 李保來. 基于二維電磁場仿真電機軸向力的計算方法[J]. 微電機,2019,52(8):28-33.
[14] 黎鎮浩.? 基于電磁力驅動的筒形件沖壓成形的數值模擬和實驗研究[D]. 武漢:華中科技大學,2019.
[15] 張慶宇,涂群章,周建波,等. 永磁同步電機氣隙磁場定向控制仿真分析[J]. 兵器裝備工程學報,2019,40(12):105-109.
(責任編輯:黃 健)
