UCM冷連軋機寬度動態變規格板形控制方法探究與創新
2020-12-07 00:29:06王慶
冶金動力 2020年11期
王 慶
(馬鞍山鋼鐵股份有限公司冷軋總廠,安徽馬鞍山 243011)
前言
UCM 冷連軋機屬于使用較為普遍的機型,一般有四機架六輥或五機架六輥兩種配置形式。國內某1720 酸軋生產線連軋機組采用的就是四機架六輥UCM 控制機型,其板形控制手段分為工作輥正負彎輥、中間輥正彎、支撐輥調平、精細冷卻(末機架)等調節方式,且只有末機架具備板形實時反饋控制功能。采用無頭軋制,熱軋卷通過入口焊機焊接而連續進入冷軋機組,經過活套的調節保持了軋機的持續高速軋制,省略了每卷鋼的穿帶、加減速及甩尾的工序,這樣不僅提高了機組的產量,也顯著提升了產品的質量,但同時亦帶來了需要動態變換規格的問題。針對該機組帶鋼板形軋制過程中存在的問題,在深入研究其動態變規格板形控制系統的基礎上,通過分步實施中間輥竄動量,并對工作輥、中間輥的彎輥力優化補償。
1 寬度動態變規格影響板形的要因分析
冷軋動態變規格分為鋼種不同、厚度不同與寬度不同三種情況。以下針對帶鋼寬度變換規格過程中對板形的影響因素進行分析。冷軋帶鋼板形控制的前提條件是帶鋼板凸度與承載輥縫形狀的一致性,而在動態變規格過程中軋制條件較為復雜,輥縫形狀處于瞬間劇烈變化過程中,導致帶鋼板形控制難度增加,輕則該長度范圍內帶鋼板形不良,重則帶鋼直接軋穿造成生產事故。
1.1 軋制力變化
動態變規格過程中影響顯著的是軋制力參數,其影響因素通常包括原料規格、摩擦條件、變形抗力等;軋制力變化對帶鋼板形的影響其實質就是軋輥的彈性撓曲變形導致軋輥凸度發生變化,為便于分析軋制力對應于軋輥彈性撓曲量呈近似線性關系,隨著軋制力升高軋輥彈性撓曲量增加,反之降低。理想的軋制狀態下承載輥縫與軋制力變化應保持協調穩定性,這也是板形改善得以實現的重要方式。
1.2 寬度變化
寬度動態變規格意味著帶鋼寬度發生跳躍,不同寬度帶鋼對輥系的橫向剛度產生影響亦不同,理論上寬度越寬輥系的橫向剛度越大,兩者呈正相關關系;UCM 軋機對應于不同寬度的帶鋼在軋制過程中間輥竄動量δ,見圖1。
寬度變規格中間輥在實施δ 竄移的過程中,是對整個輥縫凸度連續改變的調節過程,其調節響應時間受制于中間輥竄動缸橫移速度、輥面間摩擦系數、寬度變化量等因素影響;軋制工藝中間輥竄動調節行程短、響應快速將有利于板形的改善調節。冷連軋機因設備的差異性,工藝也制定了符合本機組寬度跳躍的動態變規格。
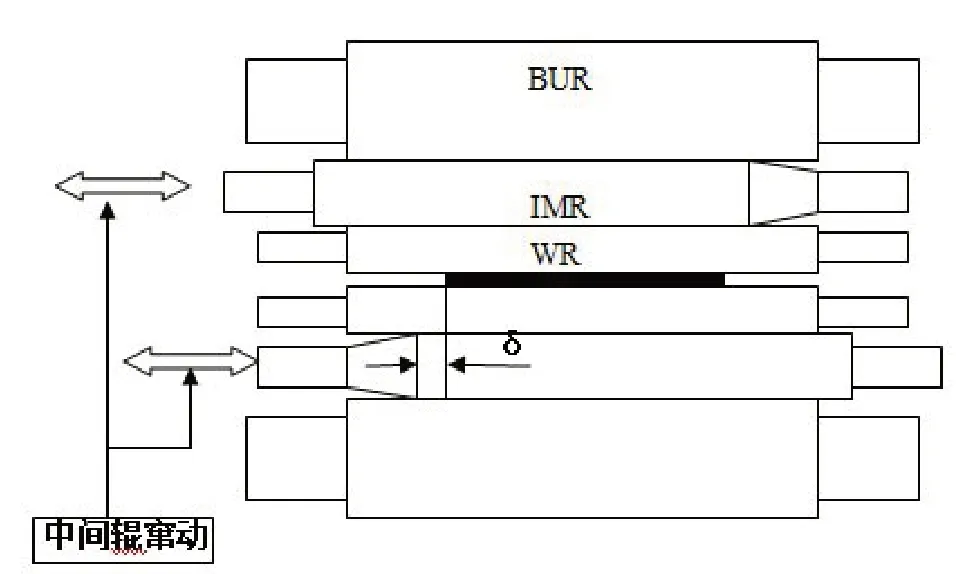
圖1 中間輥竄動δ
為便于分析在假設軋制力恒定的條件下,帶鋼越窄橫向剛度降低軋輥的彈性撓曲量加劇,所需實施改變的軋輥凸度能力增大。
1.3 張力的變化
張力軋制是冷軋的工藝特性,張力不僅起到降低軋制力、改善板形還能起到自動糾偏作用,在動態變規格過程中軋機通常都是在低速狀態下(軋機出口速度≤200 mpm),考慮到摩擦狀態發生變化模型設計中采取了張力補償的方式,而前張力、后張力的補償設定直接影響到帶鋼板形的變化。理論分析表面,前、后張力對軋輥凸度有不同影響,其中后張力較為敏感,當后張力增加時,軋輥凸度增大;當前張力增大時,軋輥凸度減小趨勢。
1.4 原料板形
熱卷原料頭尾區域板形較中部存在明顯差異,原料楔形、各種浪形加劇了動態變規格板形調控的難度。
基于上述分析,寬度動態變規格瞬間軋制過程較為復雜,帶鋼板形具有較多影響因素且存在相互干擾,提高軋制模型中對于輥縫凸度連續性變化的適應性,將有助于動態變規格過程穩定、板形質量改善。
2 寬度變規格板形控制策略
建立符合動態變規格瞬間的板形控制策略應從兩個方面著手:首先通過板形調控方式對輥縫凸度突變產生的板形影響實施適應性補償,模擬出規格、參數變化的情況下利用工作輥彎輥、中間輥彎輥的調控特性實現板形模擬仿真調節;降低動態變規格過程控制時間即實現快速過渡到穩態軋制,由一種寬度跳變至另一種寬度規格從整個過程分析關鍵取決于中間輥δ 竄移的完成時間,而改變的方式減少變規格寬度變化調節量及機組液壓系統能力的提升,這對于現行工藝和設備顯然缺乏可操作性。但可考慮將中間輥δ竄移的一次調節量分階段實施,相對減少在一種寬度上跳變。
2.1 板形模擬仿真調節
2.1.1 機組技術參數
國內某酸軋機組目前除了末機架(第四機架)具備板形閉環調控功能,前面三個機架彎輥力模型均為一次性設定,不符合變規格板形變化的調節需要;針對不同規格軋制力、寬度、張力的變化,模擬補償各機架彎輥力達到板形可控,并建立適應本機組的彎輥力函數公式。
國內某全連續四機架UCM 六輥冷連軋機組技術參數如下。
產品規格,厚度:原料1.5~5.5 mm,成品0.3~3.0 mm;寬度:原料920~1 600 mm,成品900~1 575mm。
中間輥竄動參數,軸向竄動力:100 t。
軸向竄動行程:各機架中間輥竄動行程均為500 mm。
竄動速度:Min 2 mm/s,Max 15 mm/s 。
工作輥彎輥力:(以使輥頸處相互背離的方向為正彎輥,反之為負彎輥)。
正彎輥力:Max 36 t/每個軸承座。
負彎輥力:Max 18 t/每個軸承座。
中間輥彎輥力,正彎輥力: Max 50 t/每個軸承座。
2.1.2 數據特性驗證
現場驗證方式:取常規品種規格,代表鋼種屈服強度280~300 MPa,中間輥竄動量δ=50 mm,F1~F3 彎輥力手動調整以板形儀的板形設定曲線為控制目標,對應數據見表1。
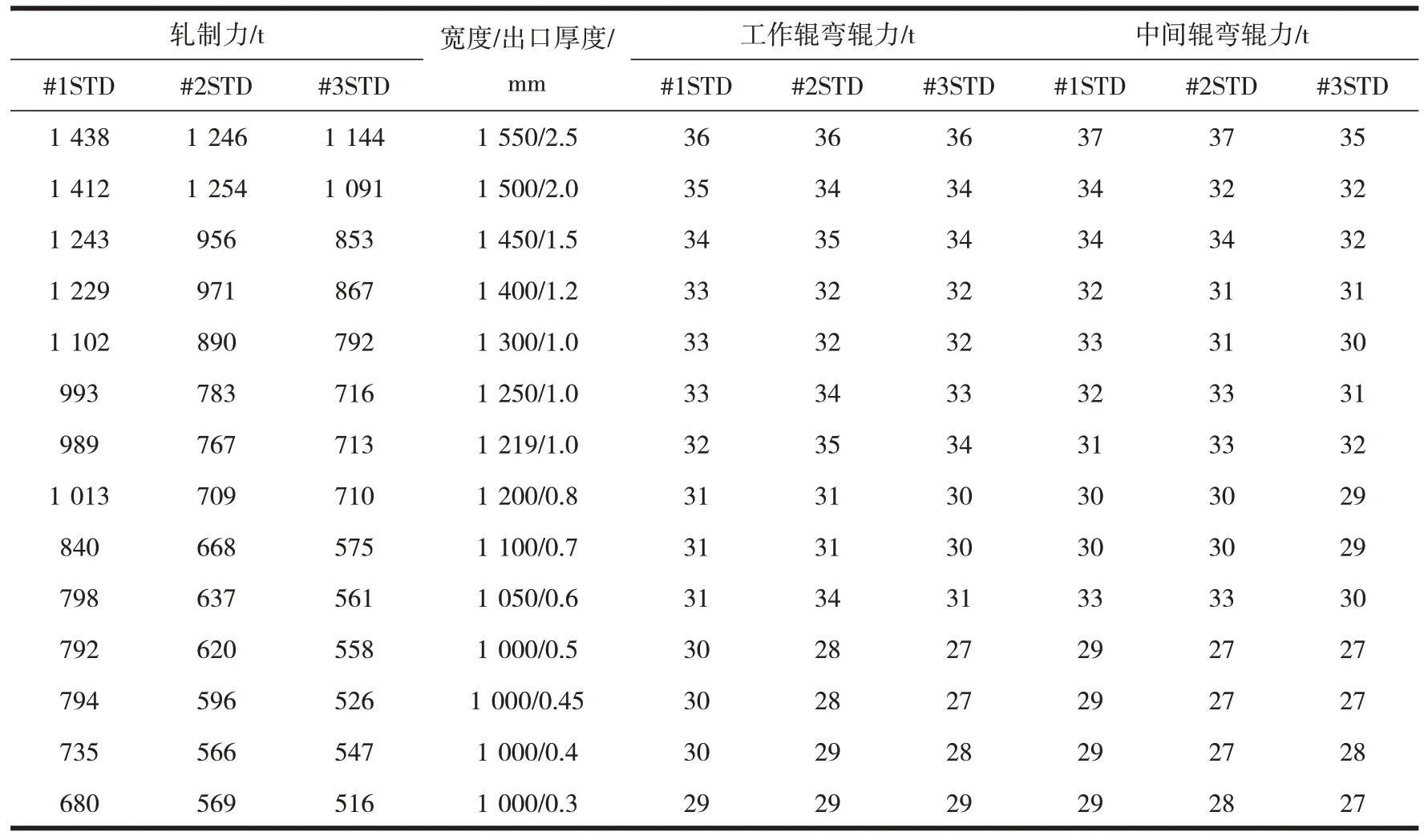
表1 F1~F3彎輥力手動調整數據表
根據試驗數據做如下特性對比,F1~F3 機架軋制力/彎輥力做線性對比分析見圖2、圖3、圖4。
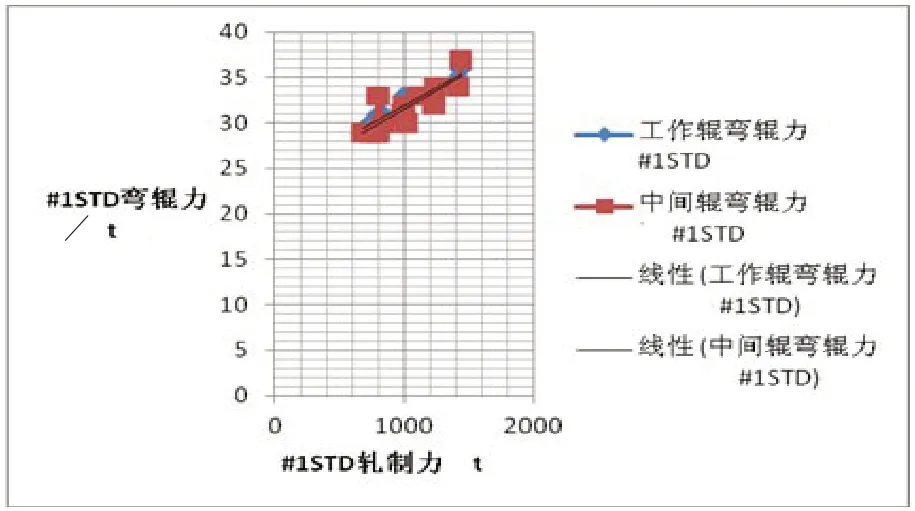
圖2 F1機架軋制力/彎輥力線性關系
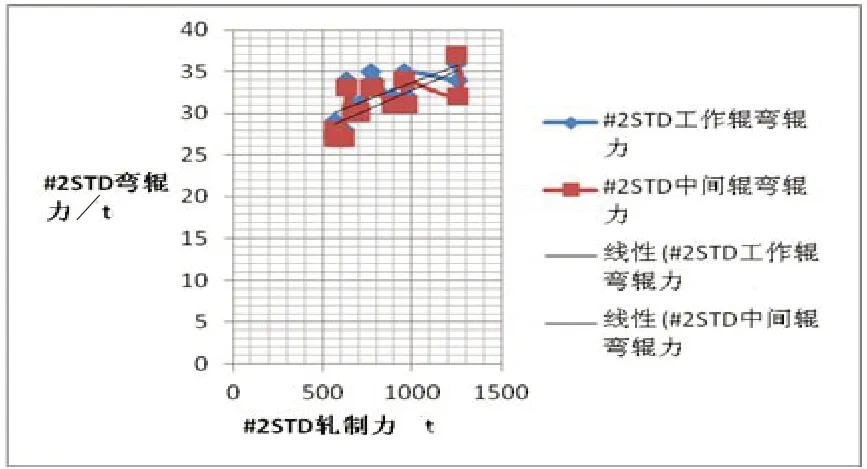
圖3 F2機架軋制力/彎輥力線性關系
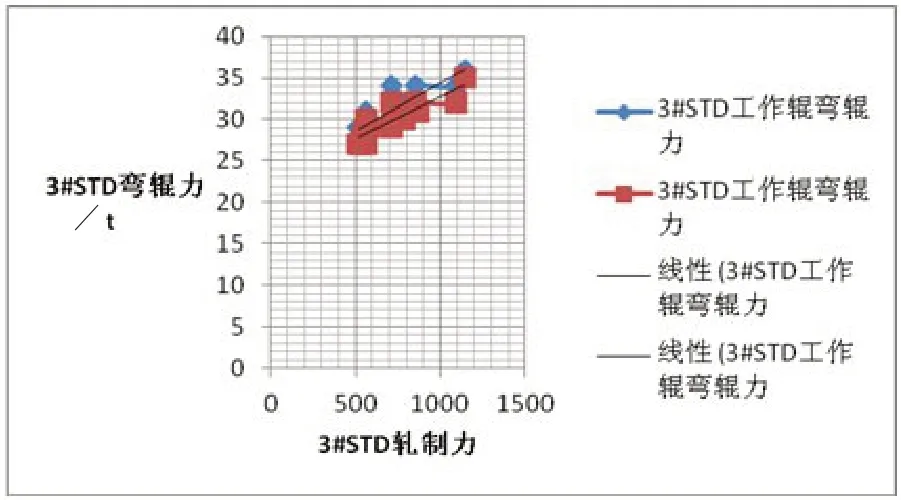
圖4 F3機架軋制力/彎輥力線性關系
F1~F3 機架不同寬度規格/彎輥力做線性對比分析見圖5、圖6、圖7。
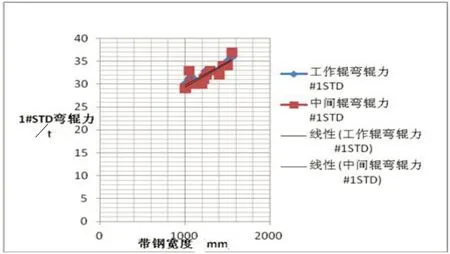
圖5 F1機架不同寬度規格/彎輥力線性關系
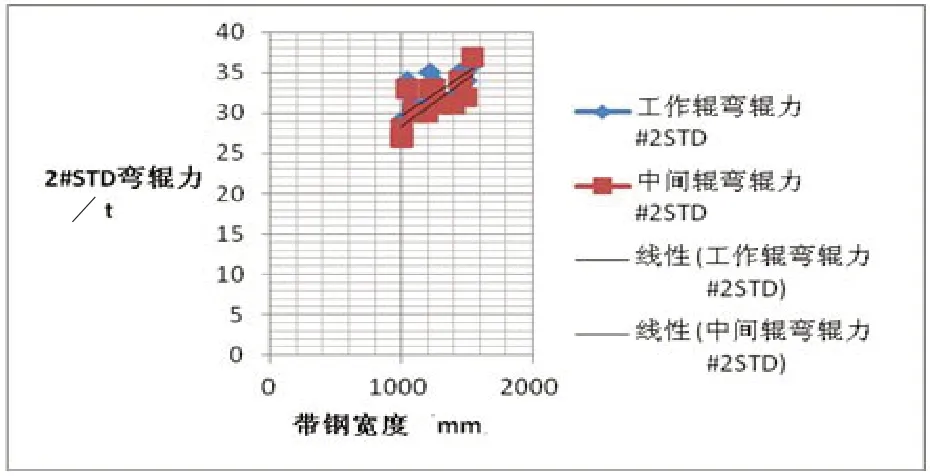
圖6 F2機架不同寬度規格/彎輥力線性關系

圖7 F3機架不同寬度規格/彎輥力線性關系
根據各機架彎輥力線性關系分析:F1 機架在寬度規格與軋制力變化過程中工作輥、中間輥彎輥力的擬合特性較高;F2 和F3 機架卻顯現兩種不同變化趨勢,其中F2 機架隨著軋制力上升工作輥、中間輥彎輥力呈相近趨勢,在軋制力降低過程中呈相背趨勢;而F3機架則與F2完全反向變化。
2.1.3 彎輥力補償計算方法
依據特性分析及現場經驗數據建立板形模擬調節彎輥力補償計算公式:
彎輥力=Co+C1×寬度+C2×單位軋制力式中:Co——各機架輥形補償常量(參見表2補償系數表);
C1——帶鋼寬度補償系數(參見表2 補償系數表);
C2——單位軋制力補償系數(單位軋制力=實際總軋制力/帶鋼寬度)。

表2 補償系數表
2.2 中間輥δ竄動方法改進
2.2.1 現狀分析
中間輥竄動由中間輥竄動橫移液壓缸對中間輥實施橫向的位置移動調節,隨著中間輥竄動位置變化,軋機橫向剛度也將發生變化,軋制時當δ值位于某一特定位置時軋機具有最大的橫向剛度,此時板形控制的穩定性最好,實際生產中根據帶鋼寬度變化、使其橫移至最優位。而對于固定的軋機δ 值相對位置也基本恒定。δ 值是帶鋼邊部與中間輥輥身端部的相對位置(如圖8),理論上,當δ>0 時,帶鋼產生邊浪;當δ<0 時,帶鋼產生中浪;當δ=0 時,帶鋼平直;所以隨著相對位置δ 的改變帶鋼板形也將發生變化。
2.2.2 實際案例
(1)前后鋼卷的寬度為由窄變寬時的動態變規格。以帶鋼寬度1 000 mm →帶鋼寬度1 250 mm為例:在焊縫進入軋機前,全部在寬度1 000 mm 的帶鋼上實施完成。存在的問題是,在完成中間輥竄動時,發生相對位置δ與帶鋼對應寬度不符的情況,即在寬度1 000 mm 帶鋼上對應的是寬度1 250 mm帶鋼的δ 值,其δ 值將明顯大于設定值,這種情況下帶鋼將產生嚴重的邊浪缺陷,工作輥正彎輥力調節至上限(最大36 t)也無法有效改善,通過增加中間輥彎輥力又將會產生(1/4 浪+中浪)復合浪形,整個過程帶鋼板形處于失穩狀態。
(2)前后鋼卷的寬度為由寬變窄時的動態變規格。以帶鋼寬度1 500 mm →帶鋼寬度1 219 mm為例:在焊縫進入軋機后,全部在寬度1 219 mm 的帶鋼上實施完成。存在的問題是,在中間輥竄動前,發生相對位置δ與帶鋼對應寬度不符的情況,即在寬度1 219 mm 帶鋼上對應的是寬度1 500 mm 帶鋼的δ 值,其δ 值將明顯大于設定值,這種情況下帶鋼同樣將產生嚴重的邊浪缺陷,工作輥正彎輥力調節至上限(最大36 t)也無法有效改善,通過增加中間輥彎輥力又將會產生(1/4 浪+中浪)復合浪形,整個過程帶鋼板形處于失穩狀態。

圖8 帶鋼邊部與中間輥輥身端部的相對位置δ與板形示意圖
綜上所述,原設計對于寬度動態變規格中間輥都是采取一次連續竄輥方式,即中間輥竄動是在同一卷帶鋼上完成。該方法存在帶鋼在寬度變化大的情況下,中間輥竄動不能及時準確進入預設位置,導致工作輥、中間輥彎輥力超出輥形調整能力,不能滿足動態變規格軋制過程中對軋輥實際凸度和實際撓度的控制要求,從而造成帶鋼板形惡化。
2.2.3 中間輥竄移改進方案
在帶鋼寬度動態變規格控制過程中,將中間輥竄輥的一次連續竄輥方式改變成兩次分段進行,即將中間輥竄動量平均分配在前后兩卷帶鋼間的焊縫之前與焊縫之后區域執行。同時在中間輥竄動執行之前,為防止竄動過程中可能產生板形缺陷,預先通過彎輥力補償調節的方式實施補償控制。
3 措施與效果
該機組通過在寬度動態變規格過程中實施彎輥力補償與分段竄輥方式,軋機彎輥調控功效得到提升,經現場驗證焊縫前后的帶鋼板形得到改善,整體浪形幅度較未改進前最大i 值降低約20%~30%;動態變規格最大可變寬度由最初工藝設計指標平均提高約50 mm,且可保證連續穩定軋制。
4 結論
(1)對于不同的冷連軋機組可根據軋制過程中的板形比對,建立適應于本機組的板形模擬補償方式,并可將彎輥力補償計算方法通過模型實現自適應控制;
(2)中間輥的二次竄動方式可有效分攤因帶鋼寬度變化對輥系剛度、軋輥撓取引起的帶鋼板形失穩,提高寬度動態變規格的連續軋制能力。
結果表明,最優化輥形變化的條件下,可提升帶鋼寬度動態變規格軋制過程中的板形狀況,從而提高生產穩定性,對于實現全連續軋制方式有著非常重要的意義。
