線下軋輥自動磨槽裝置的設計研究
2020-12-08 02:59:06陳輝
科學導報·學術 2020年89期
陳輝
【摘 要】本次所研究的自動化軋輥磨槽系統主要是將線上的軋輥磨槽工作轉移至線下進行操作,采用這種方式有助于降低該系統的線上誤機時間,同時可以減少線上的廢鋼問題以及相關的人員安全隱患。
【關鍵詞】軋輥;磨槽系統;廢鋼
1.研究背景
當前在現有技術當中,在進行螺紋鋼軋制時,日常最為常見的操作是短應力軋輥換輥,同時在每次換輥之后都需要采用電焊的方式進行磨槽,這是由于此類方式可以有效防止螺紋鋼后槽面部位的粗糙程度不足所導致的打滑廢鋼,尤其是對于粗中軋平輥而言,在每次換輥之后都必須保證線上電焊磨槽的時間為10~15min,根據相關統計采用這種常見磨槽方式平均每月都會有一次到兩次由于磨槽不到位的原因導致最終打滑廢鋼的情況。采用線上電焊拉磨槽的方式勢必會產生誤機的情況,同時由于粗中軋廢鋼也會使得人員勞動強度增大,這在一定程度上也會導致安全隱患。
在目前所采用的技術當中,由于在線軋輥的裝配零件相對較多,因此在很大程度上會導致磨槽人員的站位有所限制,由此會產生較大安全隱患,由于該方式在線操作的方式相對較長,因此誤機的時間也會增加,這在一定程度上違背了降本增效的設計理念,該方式由于在線磨槽的效果較差,因此在該過程中勢必會存在粗中軋廢鋼的隱患。
2.新型軋輥磨槽系統設計方案
2.1新型軋輥磨槽系統結構設計
本次研究所設計的軋輥線下磨槽系統可以有效解決軋輥在線電焊磨槽的停機操作,同時對于操作過程中的安全隱患問題可以有效處理。
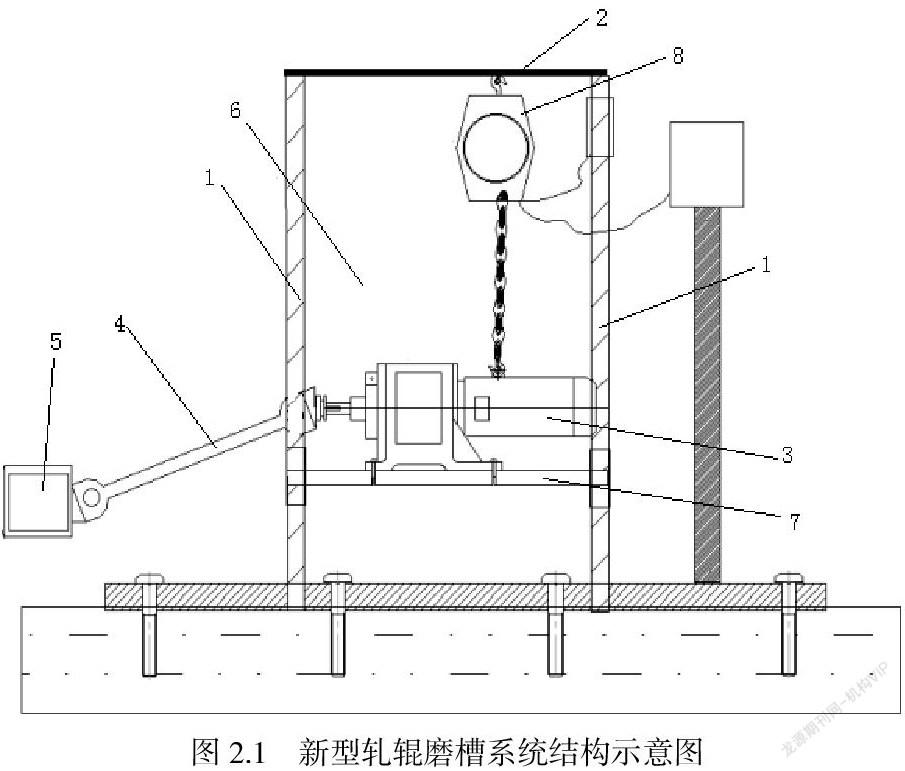
本次新型軋輥磨槽系統所采用的技術方案如下所示:
上圖中該系統各部位的名稱分別為:
1——系統支撐桿
2——支撐橫梁
3——減速電機
4——1500十字萬向接頭
5——固定套
6——容納空間
7——移動板
8——380環鏈式電葫蘆
其中該新型磨槽系統當中的支撐桿為兩個,支撐桿的設置方式為豎向設置,下部在底面上進行固定,內部橫梁采用水平設置的方式,兩端與支撐桿上部進行連接,共同組成容納空間,其中容納有減速電機。減速電機輸出端與萬向接頭一端相連,萬向接頭可以在減速電機的帶動作用下完成轉動工作,而萬向接頭的另一端應與固定套相連,固定套主要是在軋輥的其中一端完成套入工作,同時對軋輥進行固定,采用這種方式有利于促使軋輥在萬向接頭的帶動下工作,最終完成對軋輥的開槽處理。
2.2新型軋輥磨槽系統工作方式
該系統在進行使用時在軋輥的扁頭套一側套上頭套,通過正轉或反轉的方式轉動轉速電機,進而實現軋輥的轉動,最終完成線下磨槽工作,由于其包含有上下兩套軋輥,因此在進行使用時為了調整減速電機的高度,需要對環鏈式電葫蘆的高低進行調節。
上圖2.1中的移動板可以采用水平向設置,在水平向移動板上可以完成減速電機的設置工作,通過在移動板下面放置支撐或者起吊移動板的方式可以使得移動板完成上下移動的工作,進而實現對減速電機高度的調節。
本次研究系統中的電葫蘆位于容納空間當中,電葫蘆的頂部位置懸掛于支撐橫梁下部,其中減速電機應位于容納空間當中,同時位于電葫蘆下方,移動板與電葫蘆鋼絲繩之間采用固定連接方式,移動板高度的提升主要是通過電葫蘆的作用,進而實現減速電機的升降工作。
3.新型軋輥磨槽系統優勢
在使用新型軋輥磨槽系統前,在換輥之后需要調整機箱旁的操作按鈕,通過正反兩種減速機轉動方式實現軋輥的轉動,同時在進行軋輥轉動時應有至少兩人采用焊絲或者包絲完成線上的磨槽,一般采用這種傳統方式進行槽面的拉焊需要花費5到10分鐘,大輥徑所需的時間相對更長,約為10到15分鐘,傳統方式會導致線上作業占用大量的停機時間,更為嚴重的會導致其具有較低的作業率。
在當前技術當中,由于所采用的新型軋輥線下磨槽系統可以取消生產線上的磨槽工作,進一步提高換輥的速度,因此可以極大減小誤機時間,平均每天減少20min左右。每年可以節約的誤機器時間約在120h,該技術為了有效降低粗中軋廢鋼的隱患,可以通過適當提高槽面粗糙度的方式得以實現,為了盡量避免在操作過程中發生安全隱患,可以將在線操作轉移到線下進行。為了減少占用過多的停機時間,進一步實現生產效率的提升,因此可以提高換輥速度,而為了盡可能的避免出現廢鋼隱患,應該確保線下具有較高的磨槽時間,同時保證槽面具有較高的粗糙度。
本次研究的重點在于線上磨槽工作整體轉移至線下,同時根據對軋輥高低的調整實現對減速電機高度的調整,在安裝完成后軋輥會在減速電機的帶動下完成整體轉動,最終實現線下磨槽工作。
參考文獻:
[1]黎文娟,倪高明,王強,蔣雙雙,劉鵬程.整體硬質合金螺旋立銑刀磨槽工藝優化[J].工具技術,2018,52(07):98-101.
[2]鄭逢美,路瑋琳.高精度等分輪體的磨槽工藝改進[J].制造技術與機床,2018(01):116-118.
[3]陳遠偉.數控麻花鉆磨槽機的設計[J].機械研究與應用,2007(05):82-83.
[4]吳傳蜀,張帆.消失模鑄造高鉻鑄鐵耐磨槽的工藝[J].現代鑄鐵,2003(01):20-22.
[5]沈惠群.SRM08絲錐自動磨槽機自動進給機構[J].裝備機械,1988(03):46-50.
[6]磨槽牽伸膠輥的研究和應用[J].紡織器材,1987(06):18-20+4.