高精度薄壁鋼套類零件制造工藝
2020-12-09 13:17:04張小強趙娜徐雪飛
冶金設備 2020年1期
關鍵詞:變形
張小強 趙娜 徐雪飛
(上海寶鋼工業技術有限公司機械制造分公司 上海201900)
1 前言
隨著國防工業技術發展和行業技術要求的不斷提高,高精度薄壁套類零件已在各個工業部門得到廣泛應用;薄壁套類零件是機械制造中常碰到的一類難加工零件,由于其不同的功能用途和典型結構特點,其制造有一定難度,因此在實際生產過程中,經常出現加工制造后的零件尺寸精度、形狀精度、形位精度達不到使用及設計要求。本文較系統地闡述了薄壁套類零件的制造工藝以及在制造過程中產生的變形情況和應對措施。
2 結構特點
套類零件主要作為旋轉或固定軸類零件的支撐、承受軸的徑向力等,一般套類零件是由外圓、內孔、端面、階臺孔、螺紋、溝槽等組成,套類零件是以尺寸精度和表面粗糙度為主,而形狀和位置精度是根據工件用途來確定。
薄壁鋼套類零件的最典型的特點就是壁厚薄,有些壁厚薄到只有幾個毫米,并且其直徑有大有小,直徑大到甚至1米以上,越是壁厚薄直徑大的鋼套零件其制造難度越大,這類零件的剛性差,在加工中易變形,使零件的形位誤差增大,不易保證零件的加工質量。
3 備料
薄壁鋼套類零件備料主要有以下幾種類型:鑄件、鍛件、圈圓焊接件或采購無縫鋼管等,這取決于該工件的批量大小以及工況使用要求而定。其材料屬性有低碳鋼、中碳鋼、合金鋼、模具鋼、有色金屬以及不銹鋼等等。
4 表面強化
由于其使用工況的不同,一般情況下其薄壁套類零件工作表面有如下幾種表面強化狀態要求,如鑄鍛件退火狀態、正火狀態、調質狀態、氮化、淬火、鍍Cr以及噴涂等類型。針對不同表面強化狀態類別的零件其制造工藝流程有所區別,這主要看其工件在制造過程中變形情況來定。
5 變形分析
薄壁鋼套類零件制造過程中發生變形的原因很復雜,但總體可歸納為兩類,內應力引起的變形和外應力引起的變形。其中內應力有熱變形內應力和組織變形內應力,它是由于熱處理過程中材料的組織、結構變化不均引起的殘余應力;外應力主要有機械夾緊力以及切削力引起的應力等。
在制造加工薄壁鋼套類零件時,由于零件的剛性差,薄壁零件的變形通常表現為體積的漲縮,同時在加工過程伴隨彎曲、扭曲、橢圓等變形,影響薄壁鋼套零件加工精度的因素主要有兩方面:1)由于工件壁厚薄,由工件、刀具和夾具組成的切削系統剛性較差,裝夾工件(如圖1)時[1],在夾緊力的作用下極易產生變形,切削加工過程易產生切削振動,在切削力特別是徑向切削力的作用下,容易產生振動和變形,影響工件的尺寸精度、形狀、位置精度和表面粗糙度。2)由于工件壁厚薄,切削熱會引起工件熱變形,使工件尺寸難以控制。特性是對于線膨脹系數較大的金屬薄壁鋼套類零件,如果在一次裝夾中連續進行粗車、半精車、精車,由于切削熱引起的零件熱變形,會對尺寸精度產生極大影響。

圖1 薄壁工件裝夾方式產生變形對加工精度的影響
6 變形應對措施
針對內應力引起的變形,需合理安排熱處理工藝方法和熱處理道序,如熱處理其工件留余量情況、異形部位的處理、熱處理過程中的升溫速度、保溫溫度以及時間等進行嚴格控制和要求,以盡量減小因工件在熱處理過程中的變形量。
任何一個零件的加工都有多種加工工藝方案,它取決于生產實際的批量狀況,現有加工設備、操作人員的技術技能水平和工裝刀具的制造能力等等。
針對外應力引起的變形,可以采取如下一些工藝措施,為減少工件熱變形對加工精度的影響比如可采取工件分階段加工;為減少工件裝夾變形可采取增加裝夾接觸面和采用軸向夾緊夾具;同時還應合理選擇刀具幾何參數和合理的切削用量等。
6.1 減小切削力對變形的影響
減小切削力對變形的影響可采取粗精加工分開以及合理選擇刀具角度和切削用量的方式改進。
其中,粗精加分開的目的是通過工序分開來釋放機加工產生的一部分應力,這是釋放部分機加工應力最常見的方法,為了保持零件的精度及穩定性。對于精度要求較高的薄壁類零件,應當把粗加工、半精加工和精加工分開進行,可避免因粗加工引起的各種變形,包括粗加工時夾緊力引起的彈性變形、切削熱引起的熱變形以及粗加工后內應力重新分布引起的變形等。
其次,選擇合理的切削刀具幾何角度。精車薄壁套時,刀柄的剛度要求較高,車刀的修光刃不易過長,刃口要鋒利。對于高速鋼刀具,前角一般取6°~30°,對于硬質合金刀具,前角一般取5°~20°,刀具的后角要大一些,摩擦力小,切削力也相應減小,但是后角過大也會造成刀具強度減弱,對加工不利[2]。
再次,選擇合理的切削用量。如果進給量和切削深度同時增加,則切削力也增加,切削變形也增加,對加工極為不利;若減小切削深度而只增加進給量,雖然切削力有所下降,但是工件的表面粗糙度又會加大。精車時用盡量高的切削速度,但不易過高,粗加工時切削深度和進給量可以取的稍微大些,合理選用切削用量三要素,就能減小切削力,從而減小變形。
6.2 減少夾緊力對變形的影響
1)徑向夾緊時,夾緊力不應集中在工件的某一徑向截面上,而應使其分布在較大的面積上,以減少工件單位面積上所承受的夾緊力。比如采用開縫C型套(如圖2)[2],事先加工一彈性較好的開縫C型套,然后將薄壁套鑲入開縫C型中進行夾緊,改變三爪卡盤的三點接觸為整圓抱緊,因加工開縫的C型套難度和成本也較大,這在批量生產上應用比較多些,單件小批量應用較少。

圖2 開縫的C型套
2)夾緊力的位置宜選在零件剛性較強的位置。比如在單件生產時,可在備料時工件長度上加長一段,加長一段的壁厚可適當放厚些,并且在加長一段可預先在內外圓工件長度處預加工釋放應力的槽,已使在加工時增加其工件的剛度,但這種方式消耗的料較大,在生產中小規格以及單件以及小批量上經常有應用。
3)采取軸向夾緊工件的方法,減小其徑向變形。這種方式適合在工件端面上有螺孔分布的零件或者是工件寬度不寬,厚度稍后一點工件,在立車上進行端面壓緊的方式進行,因工件軸向剛度大,所以不易產生夾緊變形。
4)采用心軸工裝裝夾方式,當車削薄壁套的外圓時,采用心軸定位和軸向夾緊時可以有效防止薄壁套變形,這種方式在日常生產制造中應用也較多。
5)增加工藝加強筋,有些薄壁工件通過在其裝夾部位加裝幾根工藝加強筋,增加其剛性,待工件加工完畢后,再去掉工藝加強筋。
6.3 充分澆注切削液
在切削時充分使用切削液,不僅可以減小切削力,降低切削溫度,減少工件熱變形。同時刀具的耐用度也得到提高,工件的表面粗糙度值也有所降低,用高速鋼刀具粗加工時,以水溶液冷卻,主要降低切削溫度;精加工時,選用潤滑性能良好的極壓切削油或濃度較高的極壓乳化液,主要改善已加工表面的質量和提高刀具使用壽命;用硬質合金刀具加工時,可以不用切削液,必要時也可采用低濃度的乳化液或水溶液,但必須是連續充分澆注。
6.4 采用先進的加工方法
若需加工的零件尺寸精度以及形位精度要求不是很高的情況下可利用數控線切割機床、激光切割或者高速水切割機床等加工,可以解決很多傳統加工難以解決的問題。
7 實例分析
7.1 實例一:大直徑高精度滲氮處理的薄壁鋼套
本例是為特鋼13MN徑向鍛造機主缸柱塞修復時制作的薄壁鋼套零件(如圖3)。

圖3 薄壁鋼套
1)該薄壁鋼套備料38CrMoAl鍛件,鍛件經粗車后作超聲波探傷、Ⅱ級檢驗。
2)由于該鋼套直徑達660mm,其鋼套壁厚僅15mm,鍛后粗加工后經過正火、調質處理,為了減少各道機加工應力和最終氮化后的變形量,在加工過程中穿插幾道穩定化熱處理,并且最后一次穩定化后精加工余量<1mm。
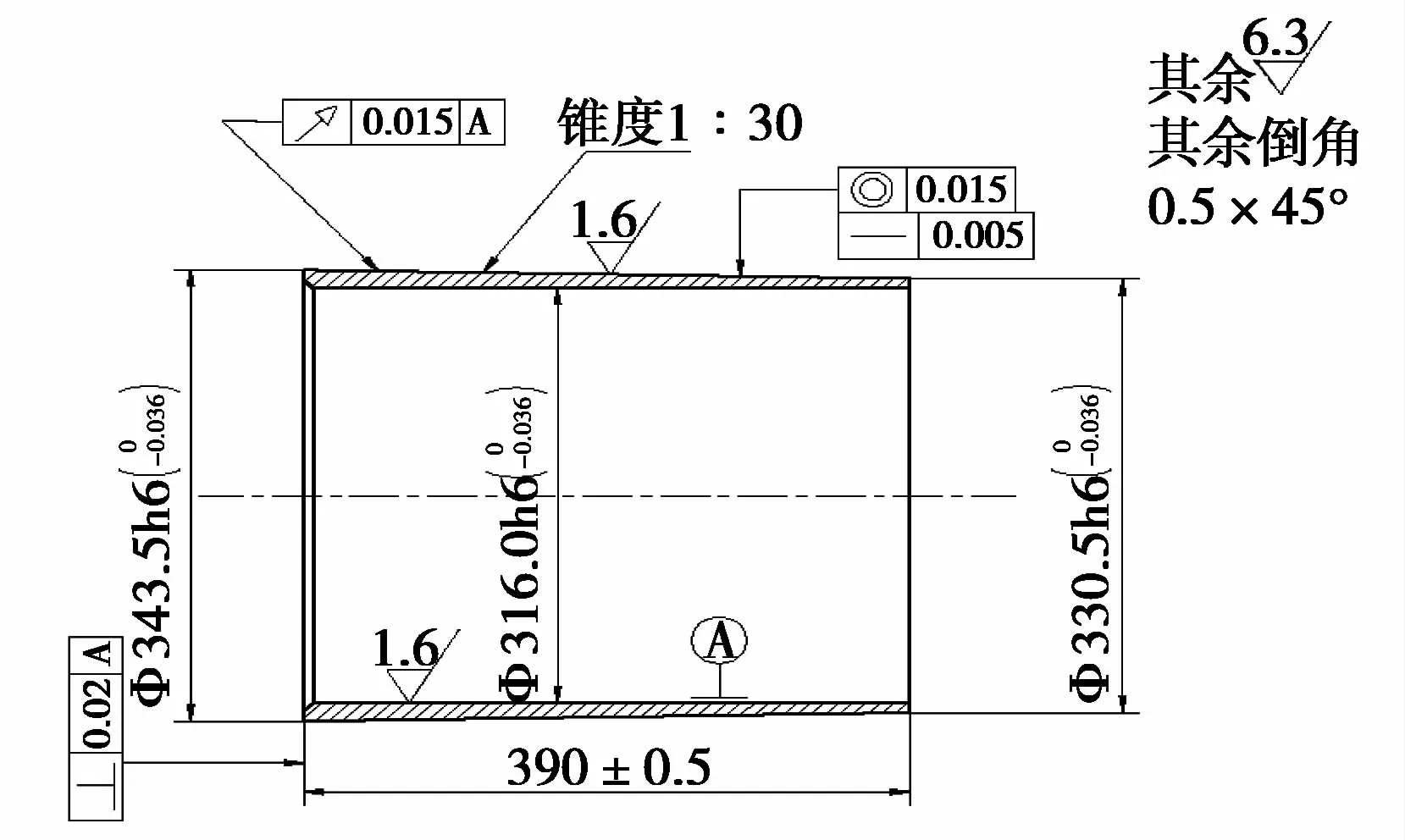
3)精車內外圓時,必須一刀落,保證同軸度要求,另外由于工件較大,粗糙度 圖4 薄壁鋼套外圓磨削示意圖 4)受使用工況條件要求,主缸柱塞外圓最終表面硬度要求HV1000,硬層深度達到0.5~0.6mm,變形量小于0.20mm。因此制造的鋼套外圓進行氣體滲氮處理,加熱溫度采用550℃,氮化時間72h[3]。 5)工藝流程路線:鍛造、正火、粗車、UT、調質、半精車、穩定化、精車、穩定化、半精磨、滲氮(穩定化處理穿插在粗車、半精加工和精加工之間,每次穩定化前加工余量逐次減小)。 本例是為鋼管廠連軋機制造的薄壁錐襯套零件(如圖5),該零件壁厚最薄處僅有7mm,直徑達343mm,該零件的長度達390mm,從圖上看該零件的尺寸精度和形位精度和形狀精度要求都很高。 圖5 薄壁錐襯套 1)該薄壁錐襯套的材質為20#鋼,由于該零件制作數量較少,根據零件成品尺寸規格情況,其市場上正好有可用于加工此規格的無縫鋼管規格,因此備料時直接采購無縫鋼管進行備料,并且由于零件的制作數量較少,制造專用工裝費時費力,因此在下料時,工件長度直接放長50mm,用于工藝夾頭用。 2)工藝流程如下:備料-粗車(內孔/外錐圓單邊各留3mm余量,長度方向放裝夾頭的余量,外圓錐度走數控車錐度,并在放長一段內孔以及外圓出預先車出應力釋放槽如圖6)-穩定化-半精車-精磨(錐度走程序進行控制)-車(切斷放長工藝夾頭)-檢驗。 圖6 錐襯套粗加工圖 3)為保證內外圓同心度要求,在車加工以及內外圓磨削工序中,采用工序集中的方法,在一次裝夾中,同時加工內外圓和端面,減少工件的安裝誤差,保證相互位置精度。 4)由于粗加工的進給量較大,為消除機加應力防止工件后續變形,因此在粗車后安排一次穩定化消應力熱處理,零件在300℃進爐,并保溫1h,再進行保持升溫速度小于100℃/h,在580℃保溫4h,并進行爐冷至300℃出爐進行冷卻[3]。 5)在零件車削時,鑒于工件材質為20#鋼,選用高速鋼刀具,前角取15°,其半精車及精車是其進刀量取0.2mm/刀,在粗車時其工件轉速控制在400r/min左右,精車時其工件轉速控制600r/min左右。經過制造完成后進行相關尺寸及精度測量完全符合圖紙要求。 本例是為煉鐵廠煤攪拌機制造的薄壁襯套零件,該零件外圓尺寸304,壁厚只有7.2mm,工件長度210,材料要求45#,數量2件,從圖紙上看工件的尺寸精度和形位精度要求比較高,而且外圓表面進行強化處理(如圖7)。 圖7 外圓表面強化處理的薄壁襯套 1)鑒于該薄壁襯套零件材料為45#,由于制作的數量較少,根據零件成品尺寸規格情況,其市場可購買加工此規格的無縫鋼管,因此備料時直接采購無縫鋼管進行備料,鑒于工件后續要進行噴涂強化處理和外圓磨削,且在噴涂強化處理時,工件要有假軸安裝進行旋轉進行,因此,該零件制作時制作了假軸工裝(如圖8)。 2)工藝流程如下:備料-粗車-配做假軸工裝-穩定化處理-半精車-噴涂-磨-鉗工-檢驗。 圖8 襯套加工工裝示意圖 3)由于工件要求內外圓同心度要求高,當粗加工完成,內孔精加工結束后,安裝芯軸工裝,件的內外圓每道工序的余量均很少,在內孔加工到成品尺寸后,其此時外圓余量小于1mm,再裝配假軸工裝,將內孔的基準引申到假軸外圓出,鑒于內外圓的同心度要求小于0.02,因此配車假軸時,與內孔的配合間隙要小于0.01mm,經過制造完成后進行相關尺寸及精度測量完全符合圖紙要求。 通過近年來的生產實踐,上述制造方法以及措施在生產實踐上取得良好的效果,大大降低了此類零件的廢品率,提高了生產效率,本文可作為同行業制造薄壁鋼套類產品提供經驗和借鑒。
7.2 實例二:20#鋼薄壁錐襯套

7.3 實例三:外圓表面進行噴涂強化的薄壁襯套


8 結論
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
