鋁用陽極焙燒干式超凈控制系統(tǒng)設計
2020-12-14 04:03:48李宏楨
科技創(chuàng)新與應用 2020年36期
李宏楨
摘? 要:文章介紹了基于循環(huán)化流化床的DSC-A50煙氣循環(huán)流化床干式超凈控制系統(tǒng)的設計,介紹了控制系統(tǒng)主要配置和關鍵控制回路設計。希望通過文章的介紹,可以為相關人士提供一定的參考和借鑒。
關鍵詞:鋁用陽極;焙燒;循環(huán)流化床;干式超凈;控制系統(tǒng);回路
中圖分類號:TF046.2 文獻標志碼:A? ? ? ? ?文章編號:2095-2945(2020)36-0030-03
Abstract: This paper introduces the design of dry super-clean control system of DSC-A50 flue gas circulating fluidized bed based on circulating fluidized bed, and introduces the main configuration of control system and the design of key control loop. In the hope that through the introduce of the article, we can provide some reference for the relevant people.
Keywords: aluminum anode; roasting; circulating fluidized bed; dry super clean; control system; loop
1 工藝流程簡介
鋁用陽極主要原料為煅后石油焦和瀝青。原料經過特定比例混合成型,在敞開式焙燒爐按設定的升溫曲線進行高溫焙燒得到預焙陽極。有時原料中也會加入殘極。經焙燒后的煙氣中含有粉塵、焦油、氟化物、SO2及NOX等污染氣體[1]。
焙燒煙氣成分較為復雜,煙氣中包含的污染物組分多、粘結性強,且存在易發(fā)生著火等特點。其特殊的煙氣特性使得焙燒煙氣治理成為行業(yè)的難題。福建龍凈干法團隊自主研發(fā)了基于循環(huán)化流化床的DSC-A50煙氣循環(huán)流化床干式超凈技術,并成功應用于山東某鋁用陽極有限公司82kt/a陽極生產線。
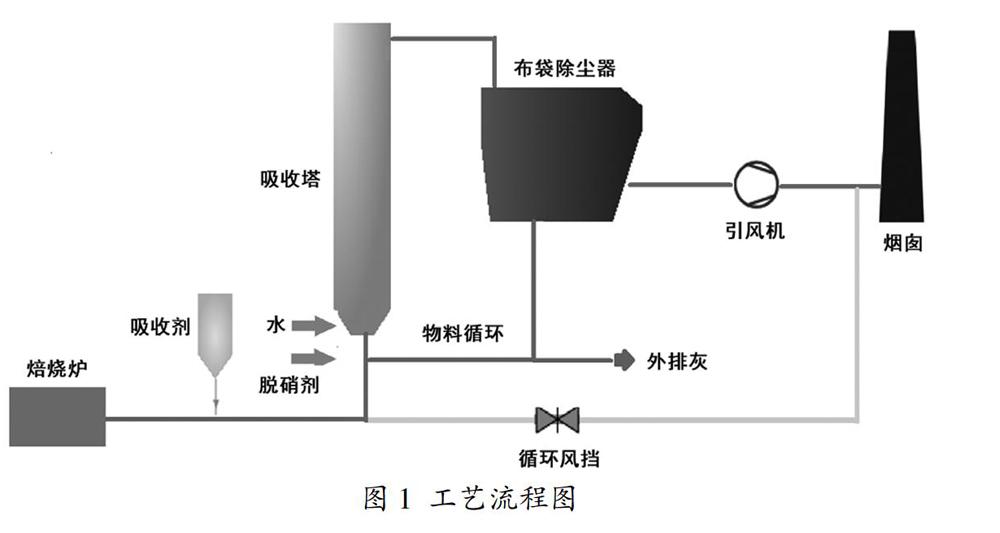
DSC-A50煙氣循環(huán)流化床工藝無需設置電捕除塵器。焙燒車間來的高溫煙氣通過煙道直接引至吸收塔。高溫煙氣與吸收劑、脫硫灰在吸收塔進口段充分預混合,并完成吸收劑與HCL、HF的反應。然后煙氣經吸收塔文丘里管加速后進入循環(huán)流化床床體。氣固兩相流機制極大強化了氣固間的傳質與傳熱,從而保證循環(huán)流化床的高脫硫率和脫硝率。瀝青煙在循環(huán)流化床高密度床中被吸收劑吸附、補集后從而被脫除。凈化后的煙氣從吸收塔頂部側向排出進入脫硫后布袋除塵器進行除塵。除塵后的凈煙氣通過脫硫引風機排往煙囪。工藝流程圖如圖1所示。
2 控制系統(tǒng)主要配置
本項目控制系統(tǒng)采用浙江中控JX-300XP系統(tǒng),軟件版本為AdvanTro-Pro V2.7,設置一對冗余控制器,一臺工程師站和兩臺操作員站,網絡及電源系統(tǒng)冗余配置。
3 控制系統(tǒng)程序設計
AdvanTro-Pro具有控制算法組態(tài)采用國際標準,實現圖形組態(tài)與語言組態(tài)的結合,功能強大[2]。本項目控制邏輯組態(tài)采用基于功能塊圖(FBD)的圖形化設計,自定義功能塊采用ST語言編寫和封裝,便于移植與應用。
焙燒煙氣控制系統(tǒng)根據工藝流程主要包含煙氣系統(tǒng)、吸收劑供應系統(tǒng)、物料循環(huán)系統(tǒng)、工藝水系統(tǒng)、布袋除塵系統(tǒng)、脫硫灰外排系統(tǒng)、COA脫硝系統(tǒng)、吸收塔系統(tǒng)、電氣系統(tǒng)等。本文簡要描述煙氣系統(tǒng)、物料循環(huán)系統(tǒng)和工藝水系統(tǒng)等關鍵系統(tǒng)及控制回路設計。
3.1 煙氣系統(tǒng)
由于焙燒爐的工藝特點,焙燒爐在一個火焰周期結束后需進行一次移爐操作。在移爐過程中存在環(huán)形煙道后匯總煙道壓力、煙氣溫度和煙氣量波動的情況,其中煙氣溫度伴隨移爐呈周期性變化。煙氣系統(tǒng)設計了兩個控制回路,一是吸收塔入口煙氣壓力控制回路,二是清潔煙氣再循環(huán)控制回路。
由于沒有設置電捕除塵器,煙氣由焙燒爐環(huán)形煙道匯總煙道通過煙道直接接入吸收塔。沒有了電捕除塵器的緩沖,吸收塔入口壓力的波動將直接導致到環(huán)形煙道匯總煙道壓力的波動。倘若環(huán)形煙道匯總煙道壓力波動大,容易導致高溫熾熱的填充料從爐墻縫抽入煙道,可能導致著火。吸收塔入口煙氣壓力控制回路采用常規(guī)PID控制回路,通過調整引風機頻率來控制吸收塔入口壓力。吸收塔入口壓力控制與清潔煙氣再循環(huán)回路控制聯動,保證了吸收塔入口壓力的穩(wěn)定。
清潔煙氣再循環(huán)控制回路根據吸收塔入口煙氣量的變化進行自動調整。調整時若吸收塔入口壓力波動超過設定范圍,清潔煙氣再循環(huán)風擋暫停調節(jié),實現自動調整吸收塔入口煙氣量的同時保證吸收塔入口壓力的穩(wěn)定。
為了盡快發(fā)現環(huán)形匯總煙道至吸收塔入口之間的煙道發(fā)生著火現象,本項目在焙燒車間至吸收塔入口的煙道設置多個關斷風擋和煙氣溫度測量裝置。煙氣溫度測量裝置將檢測到的數值傳輸到控制系統(tǒng)中,控制系統(tǒng)通過判斷溫度變化率及溫度值,判斷煙道是否著火。當系統(tǒng)判斷煙道著火時自動發(fā)出報警并自動滅火程序。
3.2 物料循環(huán)系統(tǒng)
物料循環(huán)系統(tǒng)包括灰斗流化風機、斜槽流化風機和物料循環(huán)調節(jié)閥等。物料循環(huán)系統(tǒng)包含了吸收塔床層壓降控制回路。吸收塔床層壓降控制回路采用PID控制算法。PID具有結構簡單、可靠性高和魯棒性好的顯著優(yōu)點。圖2為吸收塔床層壓降PID控制回路框圖。
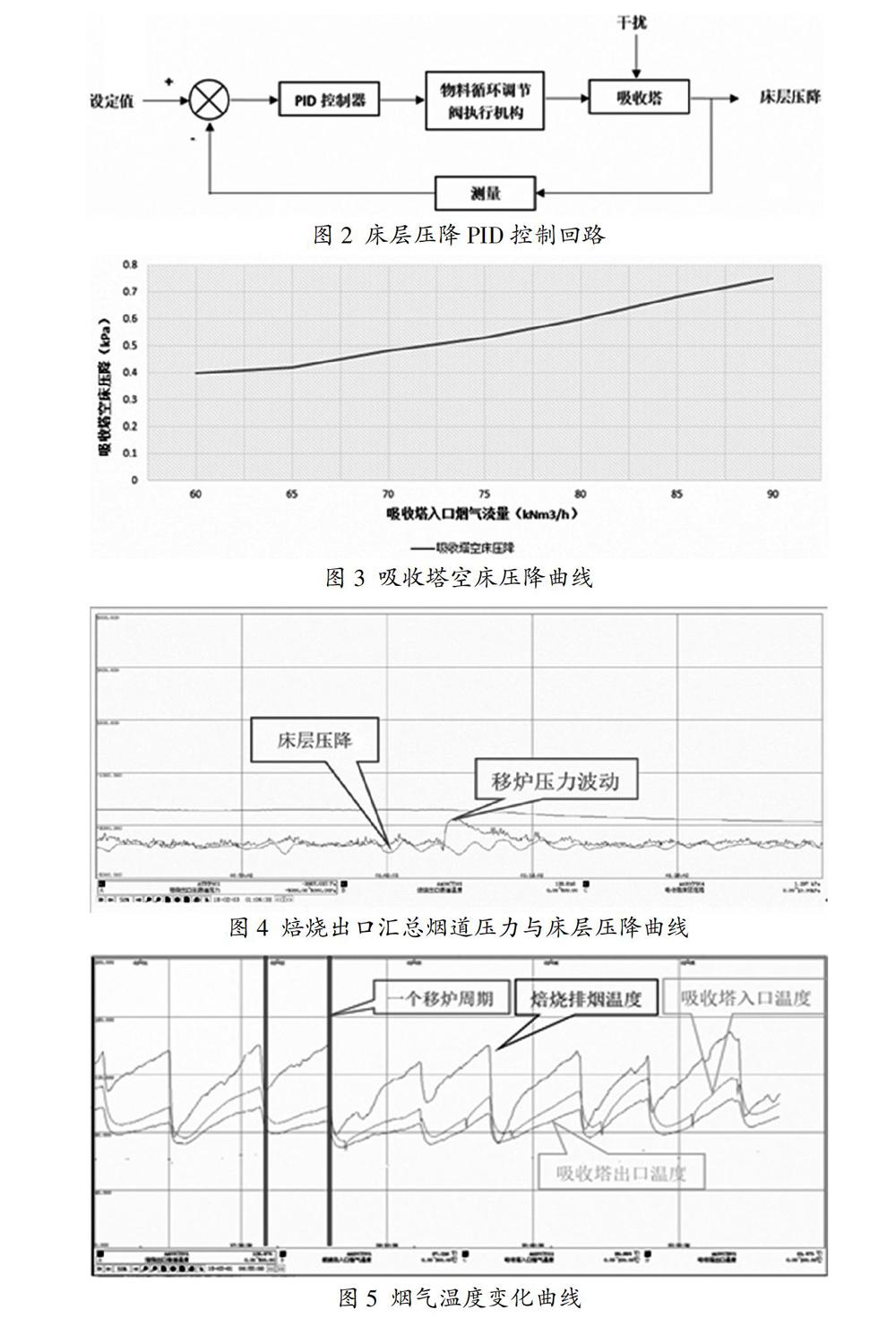
床層壓降反映了吸收塔內物料顆粒的量,保持塔內床層壓降的穩(wěn)定即維持吸收塔內一定的物料顆粒濃度,保證煙氣中的污染物可以被顆粒中的吸收劑所吸收。由于吸收塔內顆粒濃度無法直接測量,采用了簡單的軟測量技術。通過測量吸收塔進出口的吸收塔總體壓降,然后減去僅僅由煙氣通過時吸收塔的壓降即空床壓降,從而間接測量出吸收塔床層壓降。吸收塔空床壓降采用煙氣流量-吸收塔空床壓降模型,模型參數通過現場整定。本項目吸收塔空床壓降模型曲線如圖3。
系統(tǒng)投運初期,移爐過程中排煙架抬起時焙燒爐出口匯總煙道壓力波動大,且煙氣量波動大,導致床層壓降波動大。通過規(guī)范移爐操作,調整清潔煙氣再循環(huán)控制回路參數,移爐過程中焙燒爐出口匯總煙道壓力波動減小,吸收塔床層壓降穩(wěn)定,確保了裝置的正常穩(wěn)定運行(見圖4)。
3.3 工藝水系統(tǒng)
敞開式焙燒爐的煙氣排煙溫度呈周期性變化,剛接上排煙罩時,由于火道溫度低,因此排煙溫度也低,到一個火焰周期(24~30h)結束時,火道溫度升到最高[3],此時排煙溫度最高。本項目移爐前煙氣溫度達到最高,移爐后煙氣溫度迅速降低,移爐前后吸收塔入口煙氣溫度差值可達30℃。
由于吸收塔入口煙氣溫度隨著移爐操作,呈周期性變化且溫差大。為適應煙氣溫度波動,本項目吸收塔出口溫度控制采用設定值自動跟隨吸收塔入口煙氣溫度自動調整,調整噴入吸收塔的水量,保證了系統(tǒng)正常運行所需的溫度窗口(見圖5)。
本項目經過單調、系統(tǒng)聯調和168試運行后,于2018年1月正式投運。系統(tǒng)投運后連續(xù)穩(wěn)定運行。經環(huán)保比對,煙囪煙氣SO2、NOX和煙塵排放均達到超低排放指標,排放濃度分別低于35mg/Nm3、50mg/Nm3和5mg/Nm3。針對焙燒煙氣特點開發(fā)的DSC-A50煙氣循環(huán)流化床干式超凈控制系統(tǒng)在保障煙氣凈化裝置穩(wěn)定運行發(fā)揮了至關重要的作用。
4 結束語
隨著國家對鋁工業(yè)排放標準的提高,河南省等地方也發(fā)布了《鋁工業(yè)污染物排放標準》(征求意見稿),2021年1月1日起,所有位于河南省轄市建成區(qū)的鋁工業(yè)企業(yè)的所有生產工序,顆粒物、二氧化硫、氮氧化物排放濃度分別不高于10、35、50mg/Nm3。DSC-A50煙氣循環(huán)流化床干式超凈技術將會得到越來越多的應用。本文開展了DSC-A50煙氣循環(huán)流化床干式超凈控制系統(tǒng)的設計及應用研究。針對焙燒煙氣量和溫度變化大的工況,實現了煙氣量和吸收塔出口溫度在自動控制,提高了系統(tǒng)的自動化水平;針對焙燒煙氣著火進行了初步研究,為DSC-A50煙氣循環(huán)流化床干式超凈控制系統(tǒng)設計積累了經驗。
參考文獻:
[1]黃糧成.陽極焙燒爐煙氣成分分析及防治[J].中國有色冶金,2008(5):7-10.
[2]AdvanTrol-Pro V2.70系統(tǒng)軟件應用入門手冊[Z].
[3]溫作仁.敞開式陽極焙燒爐的煙氣(三)[J].輕金屬,2006(12):54-58.