基于SLP法的零件加工車間布置優(yōu)化
2020-12-23 09:09:48陳緒兵戴耀南
武漢工程大學(xué)學(xué)報 2020年6期
熊 輪,陳緒兵,戴耀南,張 聰
武漢工程大學(xué)機電工程學(xué)院,湖北 武漢430205
在全球制造業(yè)的智能化、自動化水平的不斷提升的情況下,隨之而來的企業(yè)生產(chǎn)成本也在不斷提高,為了控制生產(chǎn)成本和提高產(chǎn)品質(zhì)量,首先要解決不良的設(shè)施布置問題,R·繆瑟[1]認(rèn)為在設(shè)備安裝前規(guī)劃布局能顯著減少損失,因為糟糕的布局使后期的重新規(guī)劃既費時又費錢。合理的車間設(shè)施布置可將搬運費用降低10%~30%[2]。
系統(tǒng)布置設(shè)計(systematic layout planning,SLP)方法是R·繆瑟創(chuàng)立的方法,該方法能系統(tǒng)的解決企業(yè)在規(guī)劃布局上面遇到的問題,如寧芳[3]、石鑫等[4]運用SLP對企業(yè)設(shè)施布置進(jìn)行優(yōu)化。但傳統(tǒng)的SLP法存在過于依賴經(jīng)驗、約束過多問題,鄧兵[5]、汲紅旗[6]、馮定忠[7]等對此通過簡化SLP的設(shè)計流程、改進(jìn)SLP的輸入因素,并且將其與物料搬運系統(tǒng)分析(system handling analysis,SHA)相結(jié)合,解決了各自企業(yè)設(shè)施布置問題,但是仍存在物流和非物流關(guān)系權(quán)重賦值不精確問題。因此,為了解決這些問題,侯智[8]、李輝[9]、MATAI[10]等分別將SLP與遺傳算法、蟻群算法、模擬退火算法等算法結(jié)合在一起,借助算法魯棒性強、全局搜索尋優(yōu)能力和梯度信息不依賴性等優(yōu)點,提高了設(shè)施布置方案的合理性。隨著制造業(yè)的快速發(fā)展,如何提高設(shè)施布置的效率和準(zhǔn)確性成為亟需解決的研究難點,故研究人員將計算機仿真技術(shù)應(yīng)用到設(shè)施布置領(lǐng)域。如周爾民等[11]將SLP與Em-plant軟件相結(jié)合,解決了臺鉆廠設(shè)施布置問題。張惠等[12]將SLP與Flexsim軟件相結(jié)合,解決了某企業(yè)的機加工車間的布置問題。李琴等[13]利用Witness軟件解決了某門業(yè)制造企業(yè)設(shè)備利用率不均衡的問題等。上述雖解決了各自企業(yè)設(shè)施布置問題,但鮮有涉及到航天零件加工企業(yè)設(shè)施布置問題。
本文以航天集團(tuán)某公司改造某零件加工車間為例,運用SLP法對該車間的總體布置進(jìn)行評價和分析,并應(yīng)用Flexsim軟件對零件加工車間的設(shè)備布置和零件生產(chǎn)流程進(jìn)行仿真建模和優(yōu)化,以期提高該車間的設(shè)備利用率在合理區(qū)間(60%~85%),并使該車間設(shè)備布置更加合理。
1 零件加工車間基本要素分析
1.1 作業(yè)單位劃分
零件加工車間總共23臺機加工設(shè)備,4臺輔助上料工業(yè)機器人;有2個出入口,分別位于車間的左邊和右邊;現(xiàn)將該車間作業(yè)區(qū)域劃分為15個作業(yè)單位,作業(yè)單位代碼表如表1所示。
1.2 產(chǎn)品-產(chǎn)量-物流流程分析
該車間主要生產(chǎn)支架類、本體類、臺體類、基座類等零件,每一大類里面的各種零件之間差異不大。由表2零件加工車間主要零件及物流流程表可知,車間的生產(chǎn)方式屬于多品種、小批量的生產(chǎn)方式。
1.3 作業(yè)單位綜合相互關(guān)系分析
在工廠設(shè)施布置過程中,決定作業(yè)單位的布置主要因素是物流關(guān)系和非物流關(guān)系(如人員管理、生產(chǎn)安排等),當(dāng)物料搬運是工藝過程的主要部分時,物流關(guān)系則是設(shè)備布置設(shè)計中主要考慮因素;而在物料搬運量小或者其他輔助部門明顯多于生產(chǎn)部門的工廠,各作業(yè)單位間的非物流關(guān)系則是布置設(shè)計的主要考慮因素;如果介于上述兩者之間的情況時,則需要綜合考慮作業(yè)單位間物流與非物流相互關(guān)系,而該零件加工車間屬于典型需要考慮作業(yè)單位綜合相互關(guān)系的類型。接下來首先對零件加工車間的物流量進(jìn)行分析,具體步驟如下:分別統(tǒng)計每種單件零件在各個作業(yè)單位前后的質(zhì)量,由公式:物流量=質(zhì)量×產(chǎn)量[14],計算出作業(yè)單位間物流量,最后計算出零件加工車間的物流強度,繪制作業(yè)單位物流相關(guān)圖。而作業(yè)單位間的非物流關(guān)系,則通過與一線工人、工藝人員、以及車間管理者交流統(tǒng)計得出。
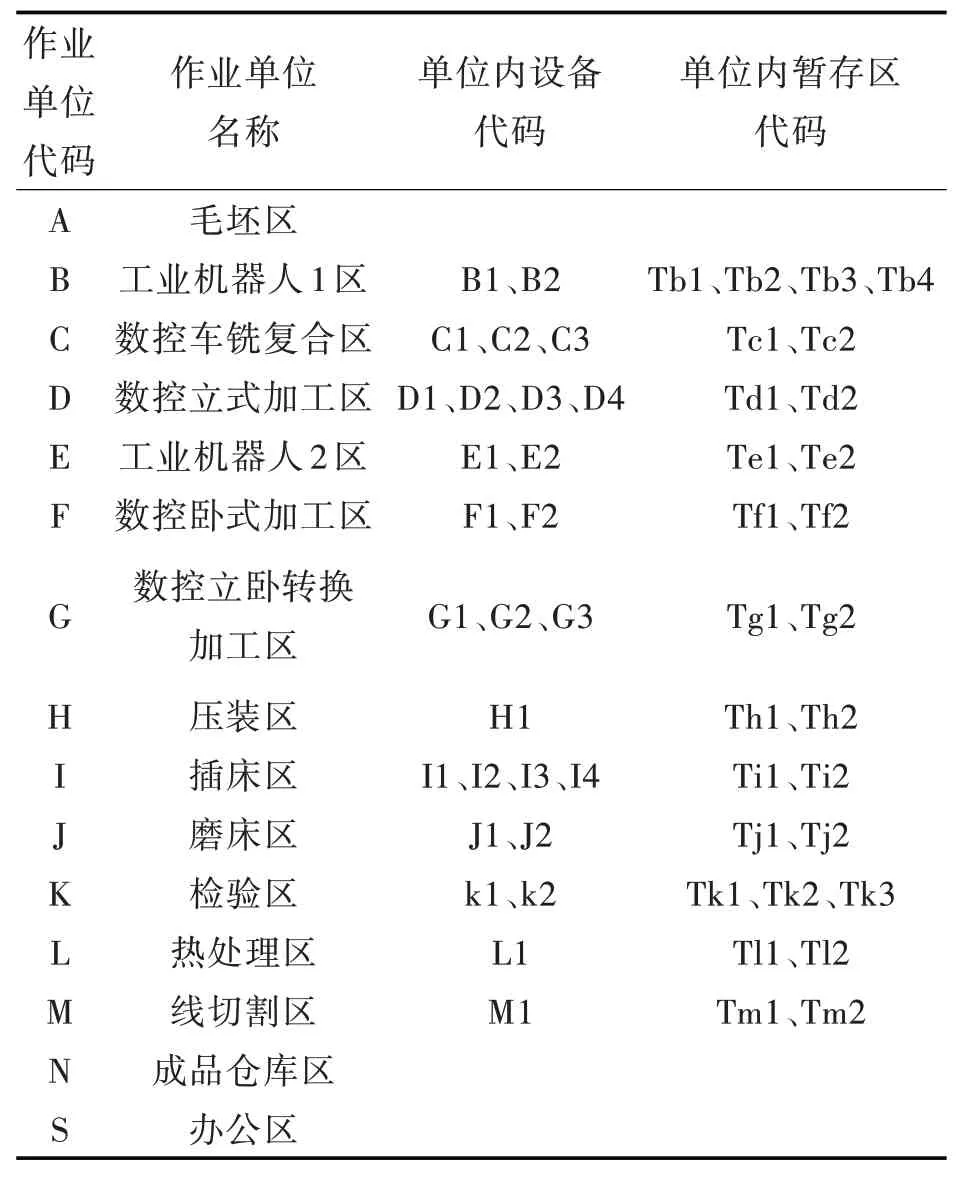
表1作業(yè)單位劃分Tab.1 Division of operation units
依照上述分析步驟可以得到作業(yè)單位間的物流相關(guān)表和非物流相關(guān)表,該計算過程不再一一贅述。通過量化物流相關(guān)表和非物流相關(guān)表等級,最終得到作業(yè)單位綜合相互關(guān)系圖。物流相關(guān)表和非物流相關(guān)表量化等級取值為X=4、Y=3、Z=2、O=1、U=0。由公式(1)計算作業(yè)單位間的綜合相互關(guān)系密切程度數(shù)量值Tij[14]。

式(1)中:i、j為 任 意 兩 個 作 業(yè) 單 位(1≤i≤15;1≤j≤15且i≠j)。m∶n=1∶1為物流和非物流關(guān)系的加權(quán)值,該車間取值:m∶n=1∶1。Mij為量化的作業(yè)單位物流相互關(guān)系等級。Nij為量化的作業(yè)單位非物流相互關(guān)系等級。Tij是一個量值,需要經(jīng)過等級劃分才能建立出作業(yè)單位綜合關(guān)系相互關(guān)系圖,表3給出了綜合相互關(guān)系等級與劃分比例[14]。
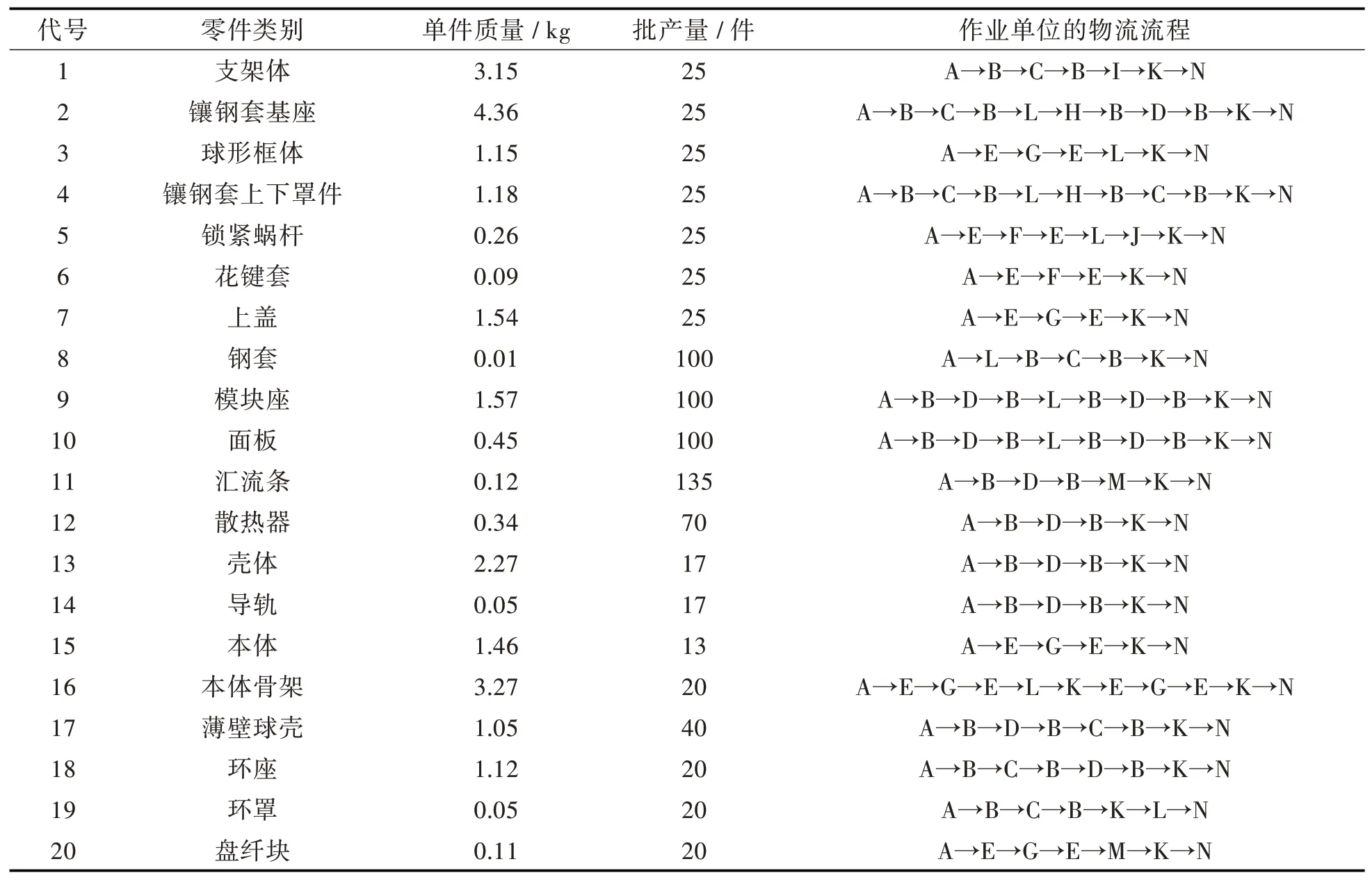
表2零件加工車間主要零件及物流流程表Tab.2 Main parts and logistics flow table of parts processing workshop
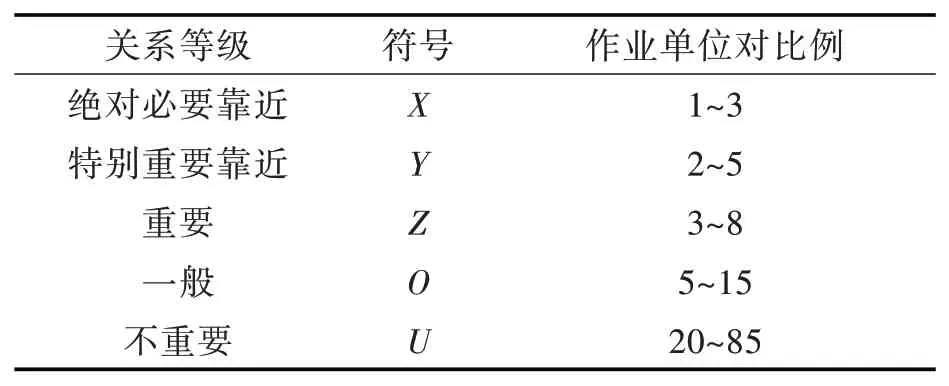
表3綜合相互關(guān)系等級與劃分比例Tab.3 Comprehensive interrelationship level and division ratio %
通過上述計算和綜合相互關(guān)系等級劃分,最終得到了作業(yè)單位綜合相互關(guān)系圖,如圖1所示。
根據(jù)零件加工車間作業(yè)單位綜合相關(guān)圖,計算出該車間各作業(yè)單位的綜合接近度,量化等級取值為X=4、Y=3、Z=2、O=1、U=0。以工業(yè)機器人1區(qū)為例,其與數(shù)控車銑復(fù)合區(qū)的綜合等級為Y、與數(shù)控立式加工區(qū)綜合等級為X、與壓裝區(qū)綜合等級為O、與插床區(qū)綜合等級為O、與檢驗區(qū)綜合等級為Y、與熱處理區(qū)綜合等級為Z、與辦公室區(qū)綜合等級為O,因此工業(yè)機器人1區(qū)的綜合接近度為3+4+1+1+3+2+1=15,通過此計算方法,其它作業(yè)單位的綜合接近度可以依次得出,然后根據(jù)所得的綜合接近度數(shù)值大小進(jìn)行排序,最終得到該車間作業(yè)單位綜合接近度排序表如表4所示。在布置過程中,作業(yè)單位的綜合接近度數(shù)值越大的優(yōu)先考慮布置在車間的中心位置,數(shù)值越小則布置在車間的邊緣位置[15]。
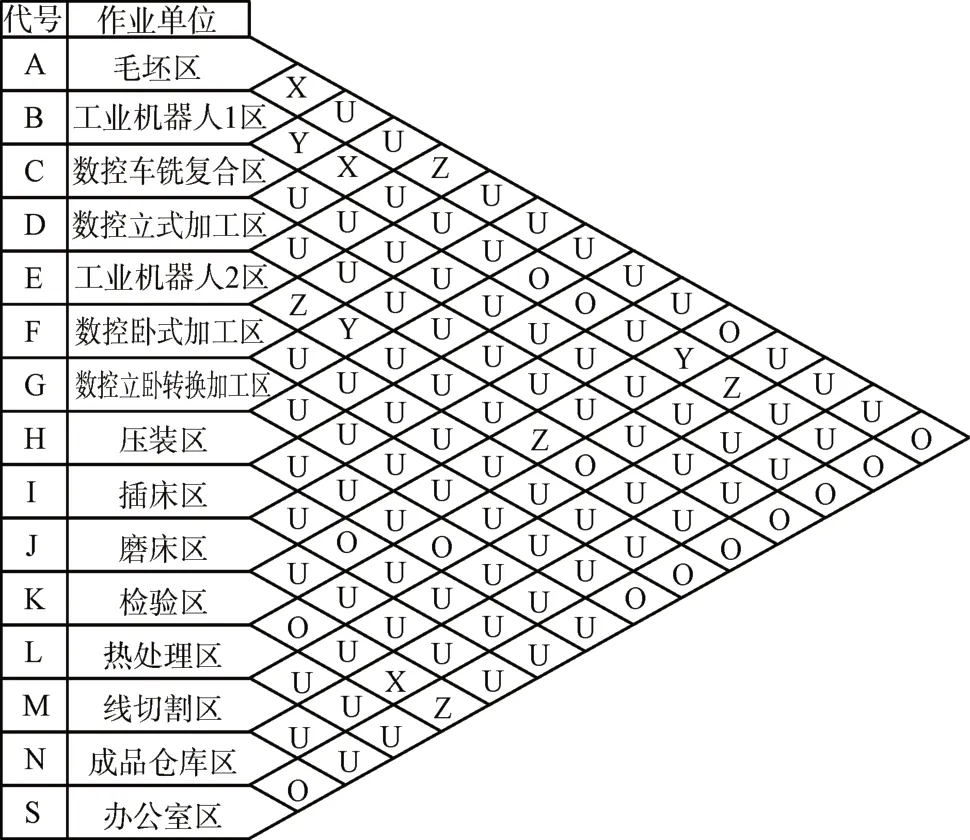
圖1作業(yè)單位綜合相互關(guān)系圖Fig.1 Comprehensive interrelationship chart of operating units
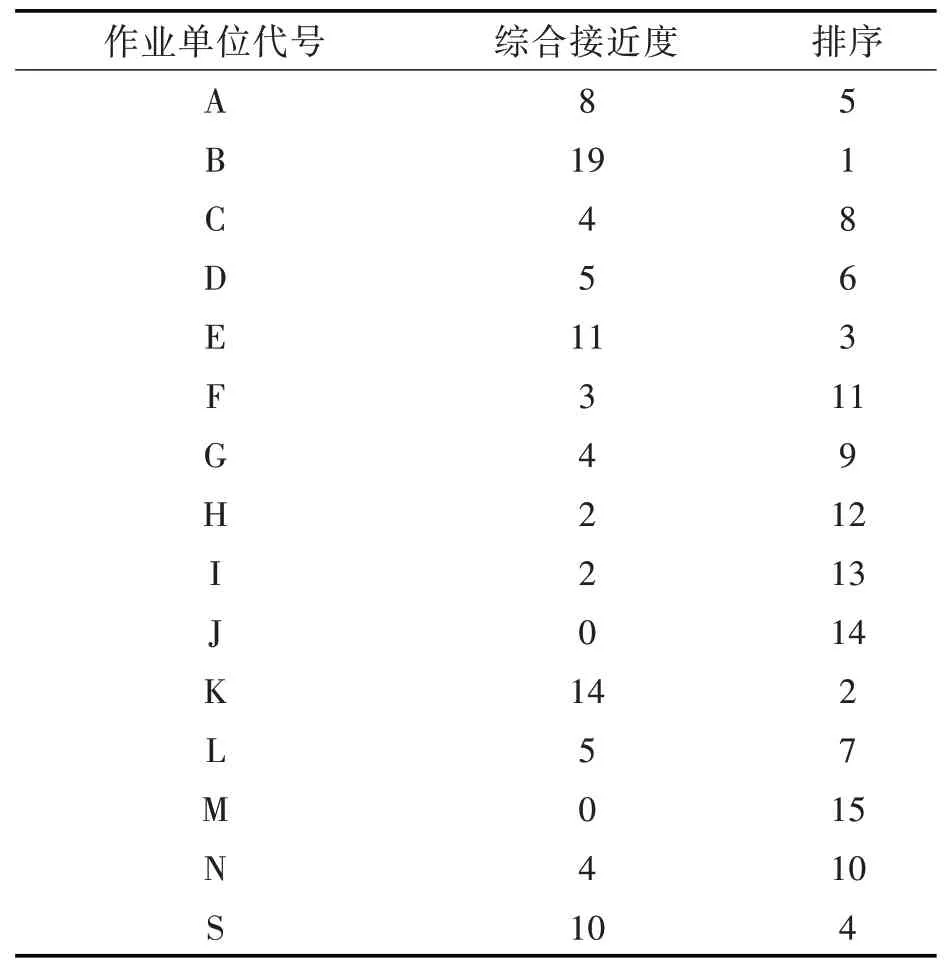
表4作業(yè)單位綜合接近度排序表Tab.4 Sequence table of comprehensive proximity for operation units
2 仿真分析與優(yōu)化
2.1 仿真分析的假設(shè)條件
本文應(yīng)用Flexsim軟件基于下列假設(shè)條件對零件加工車間進(jìn)行建模仿真,該車間現(xiàn)有設(shè)施布置圖如圖2所示。
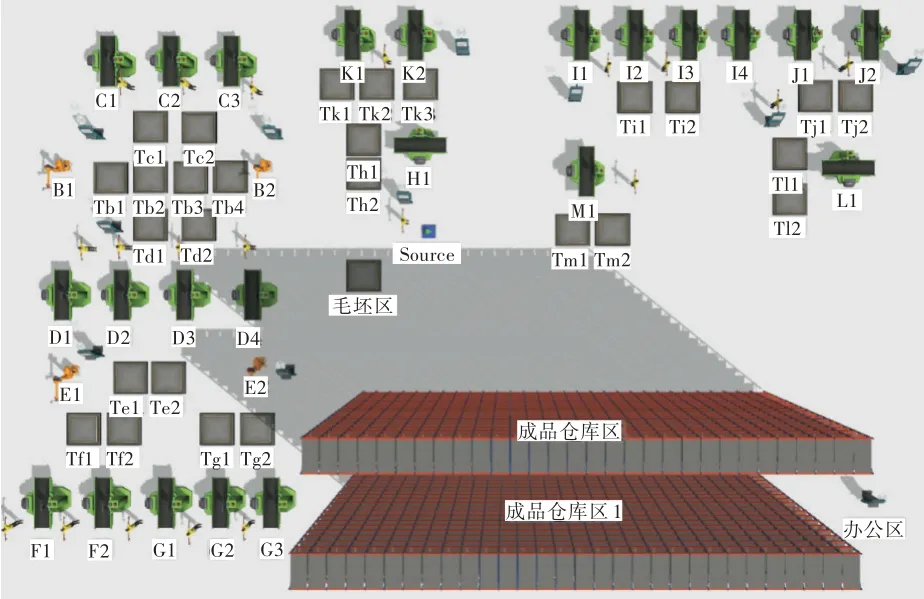
圖2零件加工車間設(shè)備布置圖Fig.2 Facility layout diagram of parts processing workshop
1)物料在不同工序間的流動主要使用人力搬運,人員的行走速度為1 m/s,平均裝載時間為10 s。上料機器手的裝載時間為5 min,每次上下料的數(shù)量為1個。
2)每個作業(yè)單位內(nèi)有暫存區(qū),暫存區(qū)的容量為100(詳見表1)。
3)采用單個零件的生產(chǎn)方式,每種零件成批存放于毛坯區(qū),每種零件的數(shù)量如表2所示。
4)設(shè)備故障率符合泊松分布,修復(fù)率為96%。
2.2 初始布置仿真結(jié)果分析
仿真程序運行至26 000 s時,發(fā)現(xiàn)該車間存在設(shè)備利用率低、生產(chǎn)流程不合理等問題。例如熱處理設(shè)備阻塞率達(dá)到了92.97%、數(shù)控立式加工區(qū)的設(shè)備利用率達(dá)到85%以上,致使這些設(shè)備的下游生產(chǎn)設(shè)備利用率嚴(yán)重不足,如圖3所示。
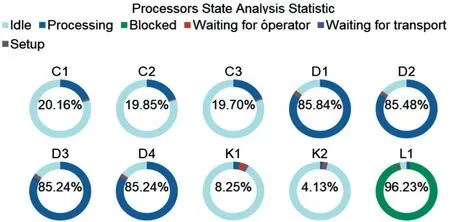
圖3初始布置中部分設(shè)備的利用率Fig.3 Utilization rates of some facilities in initial layout
為了使設(shè)備在一個平穩(wěn)的范圍內(nèi)運行(如設(shè)備利用率在60%~85%之間)并且解決零件生產(chǎn)流程不合理和設(shè)備利用率低問題,通過對仿真模型的修改,做出以下調(diào)整。
1)將鋼套的生產(chǎn)加工流程調(diào)整為A→B→C→B→L→K→N,降低熱處理區(qū)的阻塞率。
2)增加數(shù)控立式加工區(qū)的2臺加工中心D5、D6,并相應(yīng)的增加操作員,以提高數(shù)控立式加工區(qū)的生產(chǎn)能力。
3)減少數(shù)控車銑復(fù)合區(qū)2臺加工中心C2、C3,并相應(yīng)減少操作員。以使數(shù)控車銑復(fù)合區(qū)設(shè)備能夠得到充分利用。
4)減少數(shù)控臥式加工區(qū)的1臺加工中心F2,并相應(yīng)減少操作員,提高數(shù)控臥式加工區(qū)的利用率。
5)減少工業(yè)機器人2區(qū)的一臺上下料機械手E2,提高該區(qū)域的設(shè)備利用率。
6)增加檢驗區(qū)的檢驗人員,提高該區(qū)域設(shè)備的利用率。
7)基于SLP對總體布置的評價與優(yōu)化分析結(jié)果,結(jié)合之前作業(yè)單位綜合接近度排序表(見表5),得到優(yōu)化后的零件作業(yè)車間設(shè)備布置圖,如圖4所示。
2.3 零件加工車間設(shè)施布置優(yōu)化前后對比
零件加工車間布置優(yōu)化前后作業(yè)單位設(shè)備利用率的對比如表5所示,優(yōu)化后的設(shè)施布置和生產(chǎn)流程使設(shè)備利用率提高較多。優(yōu)化前的總體設(shè)備數(shù)量為27個,優(yōu)化后的總體設(shè)備數(shù)量為20個,騰出占地面積70.5 m2,為以后擴大生產(chǎn)留出空間。雖然部分作業(yè)單位內(nèi)的設(shè)備使用率未達(dá)到60%~80%之間,如插床、磨床、壓裝機等設(shè)備,但考慮這些設(shè)備的數(shù)量已經(jīng)為1臺,屬于必要工序中的設(shè)備無法減少,故不做優(yōu)化。優(yōu)化后的數(shù)控立式加工區(qū)設(shè)備利用率下降至76.27%,主要是因為部分零件轉(zhuǎn)移至數(shù)控車銑復(fù)合區(qū)加工。通過仿真軟件模擬將所有零件加工完畢時間的對比,優(yōu)化后對比優(yōu)化前的時間減少24.18%。
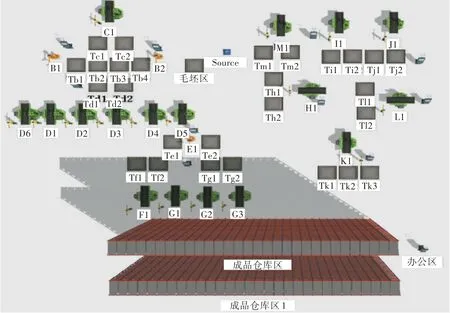
圖4優(yōu)化后零件加工車間布置圖Fig.4 Optimized layout diagram of parts processing workshop
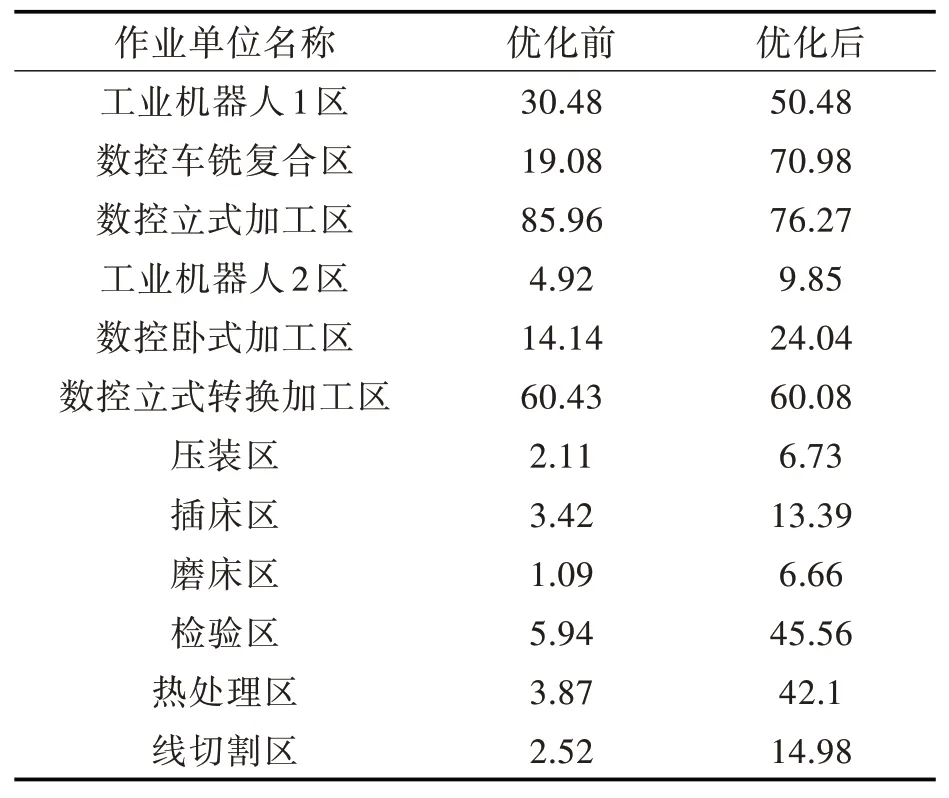
表5作業(yè)單位優(yōu)化前后設(shè)備利用率Tab.5 Utilization rates of facilities before and after optimization %
3 結(jié)論
本文基于SLP法對某航天企業(yè)零件加工車間總體布置進(jìn)行分析和優(yōu)化,并采用Flexsim系統(tǒng)仿真軟件對該車間布置方案和零件生產(chǎn)流程進(jìn)行定量分析和系統(tǒng)驗證。結(jié)果表明,采用優(yōu)化后的布置方案后,車間的設(shè)備利用率得到顯著提升,部分零件的生產(chǎn)流程更趨于合理,而且能增加傳統(tǒng)布置設(shè)計方法無法考慮到的因素,證明此方法的可行性和有效性。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
物流技術(shù)與應(yīng)用(2019年8期)2019-09-04 03:29:56
汽車觀察(2018年12期)2018-12-26 01:05:44
故事大王(2016年7期)2016-09-22 17:30:08
現(xiàn)代企業(yè)(2015年2期)2015-02-28 18:45:09
商界(2014年12期)2014-04-29 00:44:03
