某型柴油機增壓器漏油分析
2020-12-28 09:28:26危艷云
汽車零部件 2020年12期
危艷云
(江西五十鈴發動機有限公司,江西南昌 330200)
0 引言
渦輪增壓器的主要作用就是提高發動機進氣量,從而提高發動機的功率和扭矩[1]。一臺發動機裝上渦輪增壓器后,其最大功率與未裝增壓器時相比可以增加40%甚至更高。如果增壓器漏油失效,導致外漏油滴,而發動機工作溫度高,一旦大于油的閃點,很容易引發汽車自燃。故研究增壓器的漏油失效模式至關重要。
增壓器的失效模式主要為轉子動平衡的破壞,從而導致擦殼、主軸卡死或主軸斷裂、漏油等一系列故障,而某柴油機增壓器開始小批量裝車時發生漏油失效。另外在進行兩臺整車AUDIT試驗,均發現增壓器底部有油滴,反查前期兩臺開發試驗車,也有漏油。由此可以判斷漏油故障率為100%,這屬于A類故障。為此本文作者針對此故障進行了原因分析,從而解決漏油失效問題。
1 油源確認
1.1 油源分析
油源有4個可能來源:(1)增壓器漏氣,呼吸器出來的油氣從泄漏處竄出,如圖1所示的1處;(2)增壓器中間體漏油如圖1所示的2處;(3)回油法蘭漏油至油跡位置如圖2所示的3處;(4)壓殼出口卡箍沒擰緊,導致漏氣,油流至漏油位置,如圖3所示的4處。

圖1 油源來源1和2

圖2 油源來源3

圖3 油源來源4
1.2 油源確認
對圖1—圖3中的4個可能油源進行逐一分析確認。首先對現場進行故障確認與調查,確認增壓器滲油現象屬實,然后對滲油情況進行深入分析,并對其進行了檢測和測試,油源排查結果見表1。
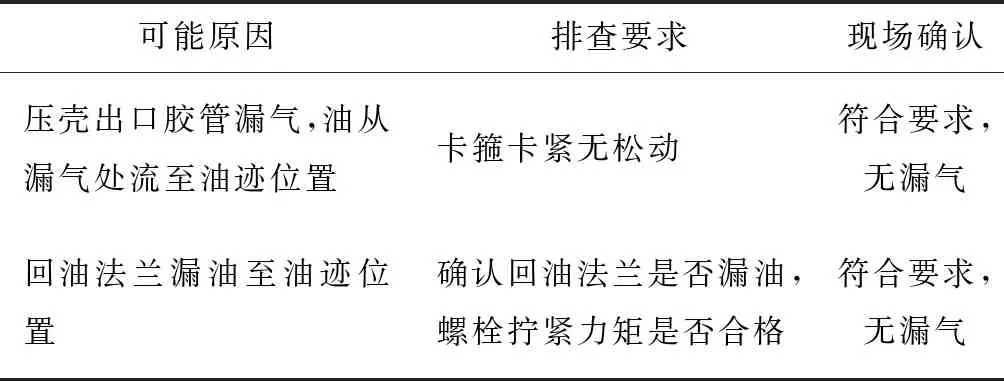
表1 油源排查結果
通過以上檢測和測試,排除了壓殼出口膠管漏氣及回油法蘭漏油的可能。接下來將對兩臺故障再現整車進行測試試驗。
測試方法為: 空踩高速,判斷增壓器壓殼與中間體連接面漏氣情況,由于肥皂水有良好的即視效果,采用肥皂水涂抹在可能漏氣連接處進行測試,該方法稱之為肥皂水測試,測試結果見表2。
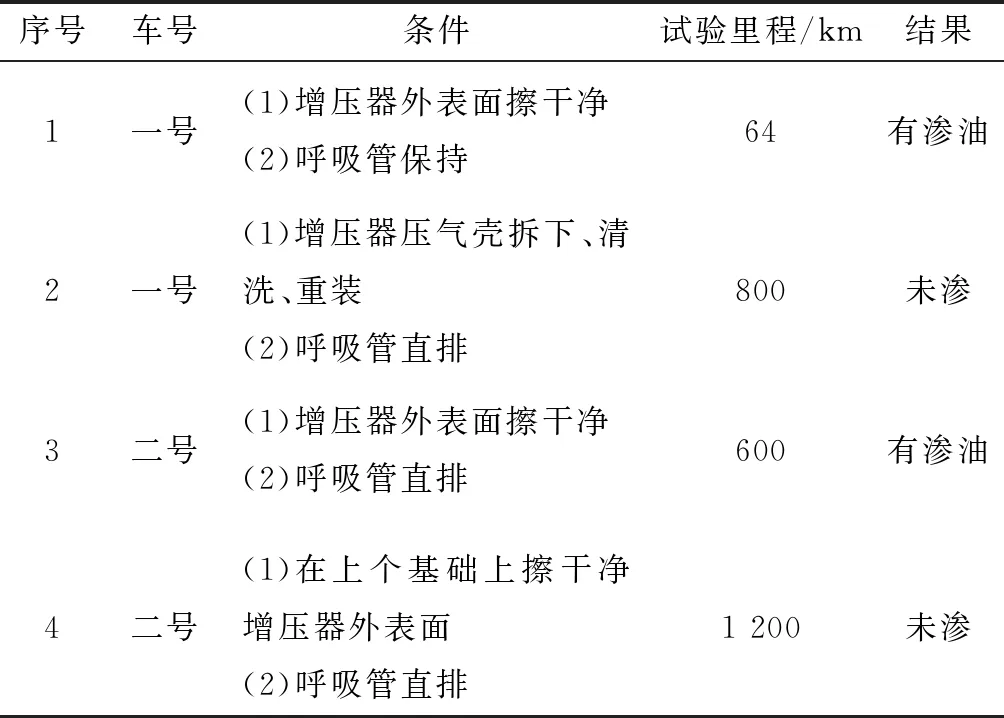
表2 肥皂水測試結果
通過肥皂水測試確認結果為:在正常裝配條件下,增壓器壓殼與中間體接合處100%滲油,增壓器本體不漏油,油源為增壓器漏氣帶出呼吸器出來的油氣。
1.3 故障件氣密性測試
為了驗證以上推斷的正確性,需要再做一次故障件的氣密性測試。按圖紙要求設計的氣密性條件:150 kPa氣壓下無泄漏,進行故障再現,結果見表3。
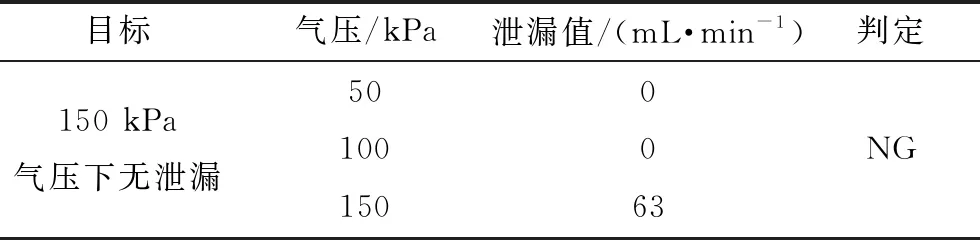
表3 氣密性測試結果
從以上測試表3可得出最終結果:零件在150 kPa氣壓下有泄漏,不滿足設計要求。這是增壓器漏油的根本原因所在。接下來,從漏氣可能原因來確認油源是具體經過哪個渠道失效,造成漏油的。
1.4 增壓器漏氣可能原因
增壓器漏氣可能原因有4個:(1)M6螺栓扭矩不達標;(2)O型圈尺寸[2]不合格;(3)與O型圈配合溝槽尺寸[3]不合格;(4)O型圈設計[4]問題。再來逐一排除與確認最終失效原因,如圖4和圖5所示。
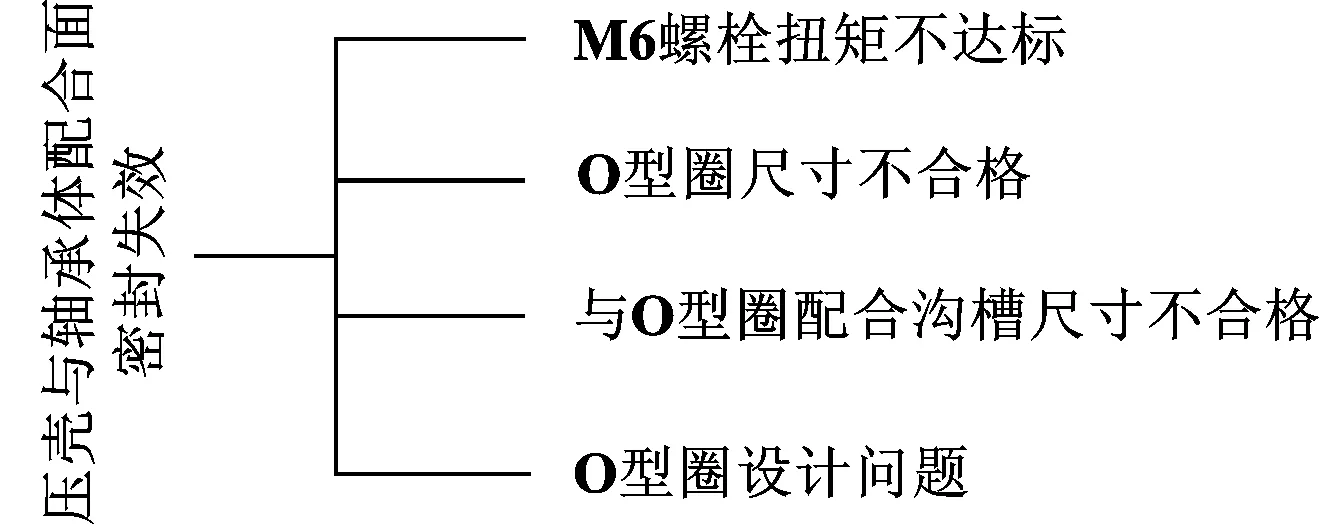
圖4 密封失效因子
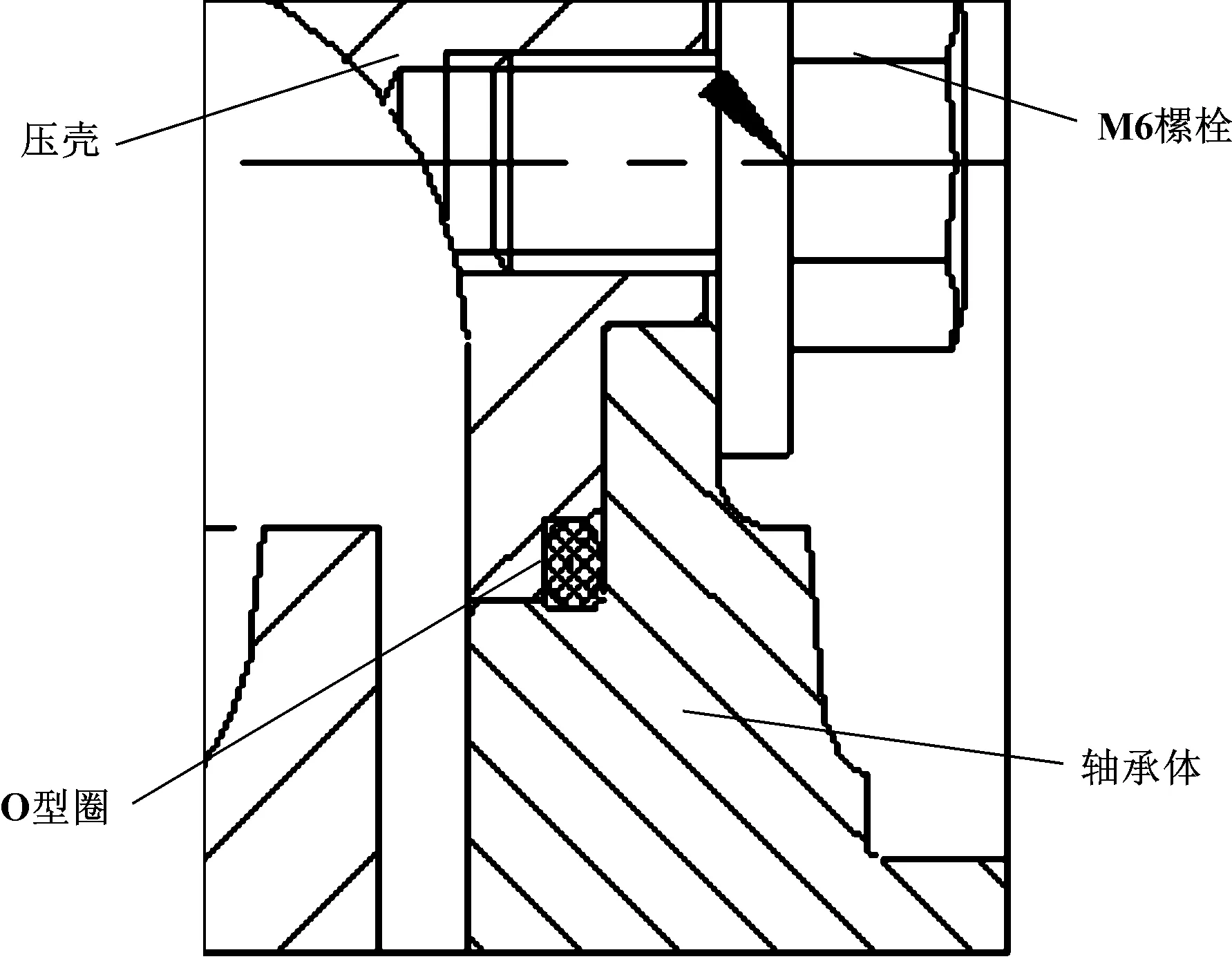
圖5 密封結構
對以上4個可能原因進行排查,以確定失效原因。
2 失效原因分析
2.1 失效原因排查
先對以上3個可能原因進行數值測量,結果見表4。由表4可知均符合設計目標,可排除這3個原因導致的漏油可能。
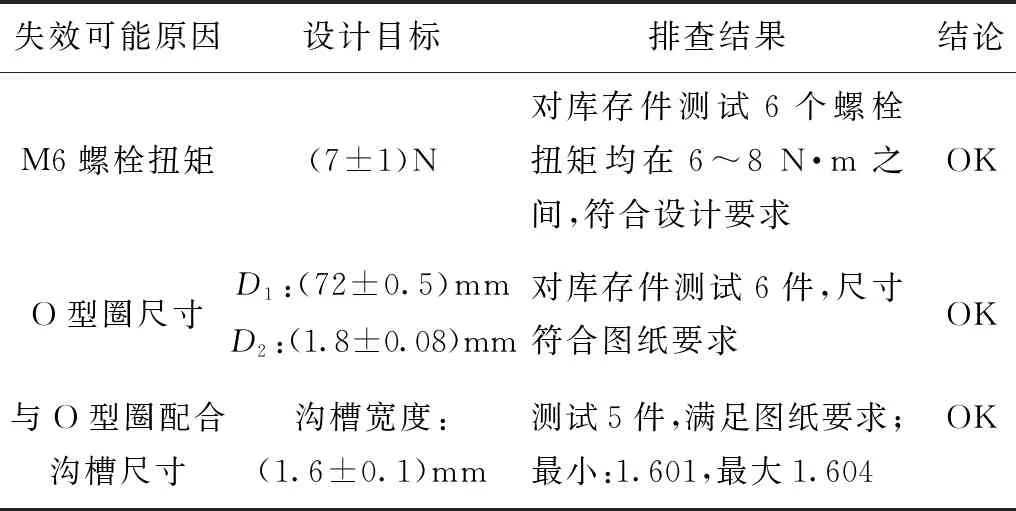
表4 失效原因排查
通過以上排除法,4個可能原因中,排除了3個,還余1個。最后進行密封設計合理性分析,如圖6所示。分析結果見表5。
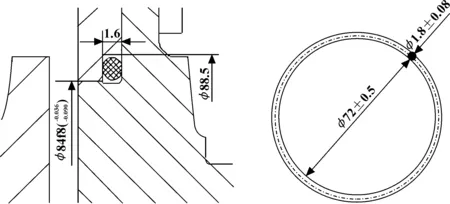
圖6 密封圈裝配示意
由圖6可知,設計圖紙中O型密封圈參數[4]為:
內徑:φ(72±0.5)mm
截面直徑:φ(1.8±0.08)mm
材料:硅橡膠,具有良好的耐油性,耐溫需達到-70~200 ℃。
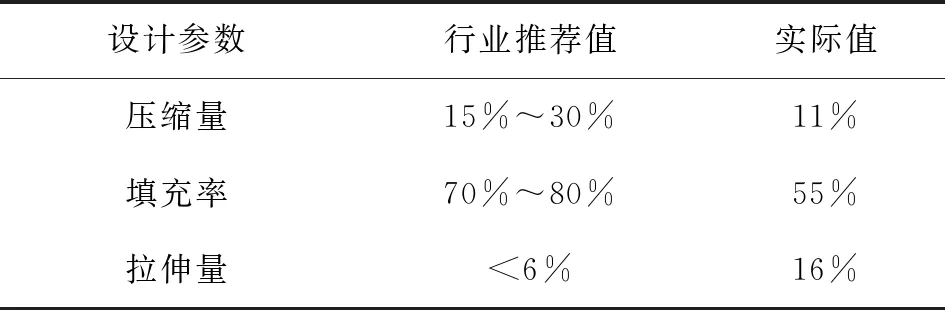
表5 密封圈行業參數對標
由表5可知,O型密封圈的設計參數,實際值都低于設計要求。由此可以得出結論,壓氣機殼密封圈設計不合理造成的[4]。
2.2 改進措施
為了達到不漏油目的,那設計目標一定不能低于現狀的氣密性測試標準。原為150 kPa以下不允許漏氣,改進措施更替為在200 kPa以下不允許漏氣。為達到在200 kPa以下不允許漏氣的設計目標,需將O型圈的參數進行重新設計。改進前后的O型密封圖的參數如圖7所示,其參數對比見表6。
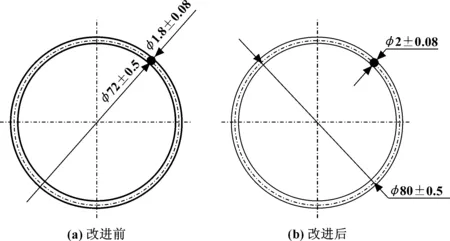
圖7 改進前后的O型密封圈示意
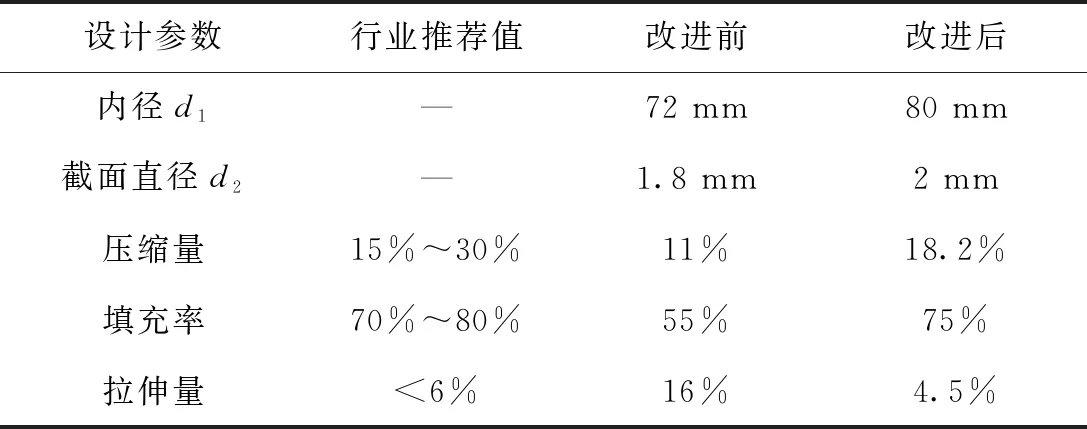
表6 改進前后參數對比
由表6可知,改進后的設計參數都滿足行業推薦值。
3 驗證
3.1 氣密性驗證
對改進后的O型圈進行氣密性驗證試驗,試驗結果見表7。氣密性測試結果對比如圖8所示。
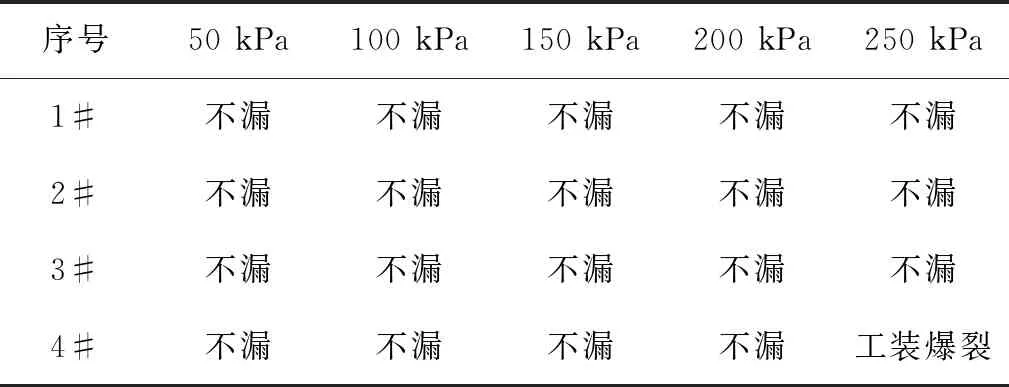
表7 不同工況下氣密性驗證結果
圖8 氣密性測試結果對比(200 kPa)
由表7和圖8可看出,完全滿足200 kPa氣壓下不泄漏要求的,該驗證有效。繼續在整車客戶上進行路試驗證。如在整車路試驗證無漏油發生,證明改進方向是對的。
3.2 整車路試驗證
整車道路試驗3 900 km時,增壓器上有很輕微油跡,擦干后繼續路試530 km后增壓器上仍有很輕微油跡,如圖9和圖10所示。

圖9 油跡擦拭檢查

圖10 擦拭位置
從圖9和圖10所示驗證結果再次來看,整機客戶一致認為有很大改進,客戶要求繼續改進,做到完全沒有油跡。
3.3 原因再排查
針對以上可能原因進行再一步的翻查,翻查結果見表8。
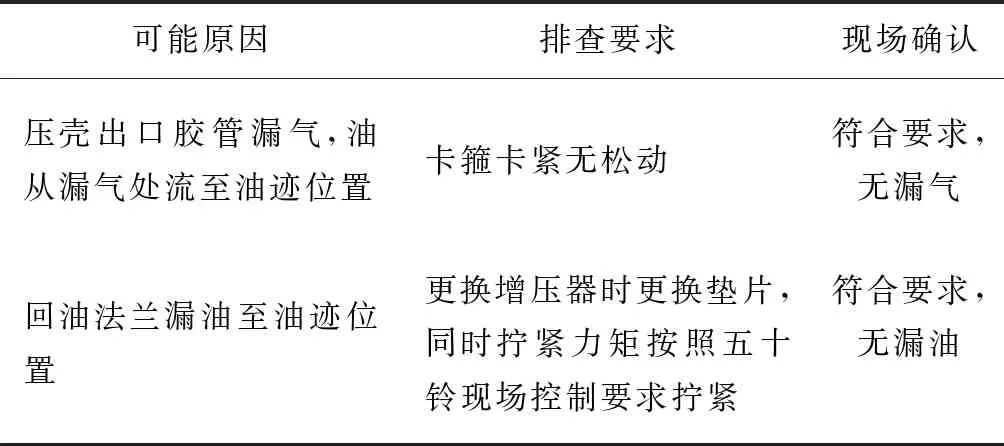
表8 微漏油二次排查
由表8可知,再次排除壓殼出口膠管漏氣及回油法蘭漏油這兩個可能因素,結果符合圖紙技術要求。
接下來對壓板未壓緊導致進行確認[5],結果見表9。
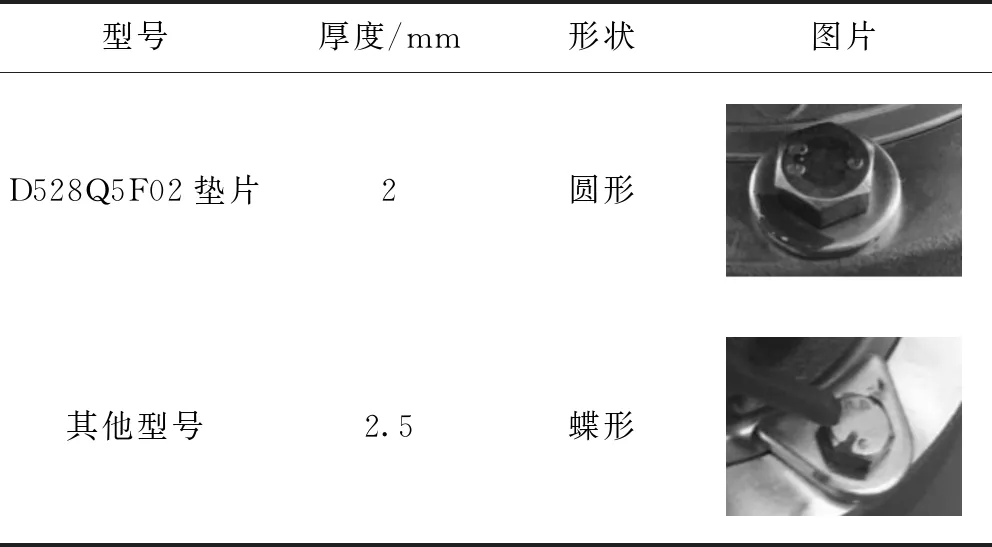
表9 壓板優化選型對比
由表9可知,原墊片厚度2 mm,檢查實物已有輕微變形;原墊片為圓形,壓在中間體上接觸面積小。由此可知墊片設計不合理導致壓板壓不緊輕微滲油。
下面再來確認壓殼螺栓處漏氣(可能逃逸點)。如圖11所示的1處,因該處螺栓為通孔,如螺栓處漏氣,油從漏氣處流至油跡位置;另外,此處螺紋密封膠要求使用的是樂泰242膠,現場確認也是樂泰242膠,對比耐高溫密封膠使用情況,使用樂泰272膠[6]效果更好。
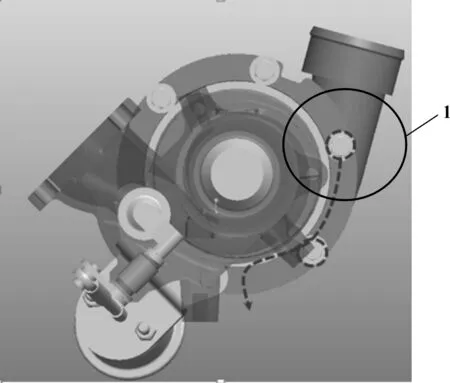
圖11 輕微油跡溢出點螺紋膠優化
雖然供應商現場確認是無異常的,但此密封膠的選型[5]提升等級可作為一個優化項,對比耐高溫密封膠使用情況,使用樂泰272膠密封效果更好。
3.4 改進措施及驗證
針對進一步的優化項和墊片的改進項進行再次裝機驗證,并把改進后的機子發往整機客戶做路試驗證結果見表10。

表10 優化改進項
經過對質量精益求精的原則,落實3個改進項:(1)根本原因O型圈選擇;(2)墊片選型[6];(3)優化項由樂泰242更換升級為樂泰272的整改件發出給整機客戶驗證,反饋經過4 000 km路試無漏油現象。
4 結論
增壓器漏油失效,會引起增壓器缺油導致干燒,嚴重時,還會引起滴油,引發車的燃燒。此次漏油失效,文中通過油源分析、肥皂水測試、氣密性測試、逐一排查失效原因等方法對增壓器漏油原因進行分析。結果表明,增壓器漏油屬于壓氣機殼密封圈設計不合理與墊片選擇不匹配導致,供應商在選擇密封圈材料和墊片時,一般會借用現用的O型圈規格型號和墊片型號,且未曾計算過、校核過是否匹配增壓器壓殼內徑或墊片面積是否覆蓋螺栓壓緊面積。作為技術人員,理所當然要規避各種產品失效的發生。從設計的源頭上扼制,要比在售后找客戶去挽救,質量成本要省更多。
