高速銑削304不銹鋼銑削力及表面粗糙度研究*
2020-12-28 11:58:00唐海龍唐德文劉小雙唐旭鳳
機(jī)械工程與自動(dòng)化 2020年6期
關(guān)鍵詞:深度
唐海龍,唐德文,2,劉小雙,唐旭鳳
(1.南華大學(xué) 機(jī)械工程學(xué)院,湖南 衡陽 421001;2.湖南省核燃料循環(huán)技術(shù)與裝備協(xié)同創(chuàng)新中心,湖南 衡陽 421001)
0 引言
304不銹鋼具有硬度高、強(qiáng)度高以及良好的耐腐蝕性特點(diǎn),廣泛應(yīng)用于醫(yī)療器具、汽車配件以及核電設(shè)備等。切削加工過程中切削力起著至關(guān)重要的作用[1]。切削力變化直接影響刀具的使用壽命和工件加工表面質(zhì)量[2],因此,在分析工件表面質(zhì)量時(shí),切削力和表面粗糙度是重要的參考數(shù)據(jù)[3]。
韓文強(qiáng)等[4]采用涂層刀具切削20CrMo鋼,切削力下降20%~40%,當(dāng)切削速度達(dá)到100 m/min時(shí),切削力下降較為明顯。張顯銀等[5]選用了TiAlN涂層刀具切削40CrNi鋼,切削參數(shù)對軸向力和徑向力的影響小于對切向力的影響。Suresh等[6]進(jìn)行了復(fù)合涂層刀具對AISI340鋼的切削實(shí)驗(yàn),得出切削力隨著切削速度的上升而下降,切削力隨著進(jìn)給量和切削深度的上升而上升。鄭光明等[7]發(fā)現(xiàn)高速切削300M鋼時(shí)其表面粗糙度隨著切削速度、切削深度、進(jìn)給量的增大而增大。目前,對涂層刀具高速銑削高強(qiáng)度鋼的銑削力研究甚少,本文采用TiAlN硬質(zhì)合金涂層刀具對304不銹鋼進(jìn)行高速銑削加工,研究銑削參數(shù)對切削力和加工表面粗糙度的影響規(guī)律,為工廠高速銑削304不銹鋼的銑削力和表面粗糙度控制以及選取最優(yōu)銑削參數(shù)提供依據(jù)。
1 切削實(shí)驗(yàn)
本文采用試驗(yàn)機(jī)床為JC-30Ca立式加工中心,試驗(yàn)材料為304不銹鋼,使用刀具為四刃直柄平底立銑刀(D8×20×60×4F),基體材料為硬質(zhì)合金涂層材料TiAlN。采用順銑,干切削無切削液,空冷的方式,選用四因素五水平合理進(jìn)行正交實(shí)驗(yàn)設(shè)計(jì),運(yùn)用極差法對銑削力和表面粗糙度的數(shù)據(jù)進(jìn)行處理。實(shí)驗(yàn)原理圖如圖1所示。
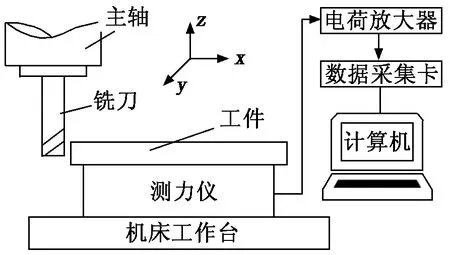
圖1 實(shí)驗(yàn)原理圖
2 實(shí)驗(yàn)結(jié)果分析
通過實(shí)驗(yàn)表明,銑削參數(shù)對銑削力和表面粗糙度具有一定的影響,其影響分別如圖2~圖9所示。

圖2 軸向切削深度ap對銑削力F的影響
如圖2所示,Fy為主銑削力,F(xiàn)x和Fy隨著ap增大而增大,F(xiàn)z始終保持在10 N~20 N之間。ap增大,切削材料厚度增大,切削材料體積增大,切削阻力也增大,導(dǎo)致銑削力增大。如圖3所示,當(dāng)切削深度較小時(shí),切削材料體積較小未將大部分切削產(chǎn)生的熱量帶走,使工件表面發(fā)生塑性變形,從而導(dǎo)致工件表面粗糙度增大;當(dāng)切削深度為0.5 mm~0.6 mm時(shí),隨著軸向切削深度增大,銑削力增加,刀尖磨損,導(dǎo)致表面質(zhì)量下降。軸向切削深度增大,切屑將銑削產(chǎn)生的熱量帶走,較好地保護(hù)了工件表面質(zhì)量,使得工件表面粗糙度降低。

圖3 軸向切削深度ap對表面粗糙度Ra的影響
如圖4所示,Fy為主切削力,隨著vc增大銑削力下降,剪切角增大,剪切力下降,工件切削溫度上升導(dǎo)致工件軟化,摩擦因數(shù)降低,變形系數(shù)變小,故銑削力下降。如圖5所示,隨切削速度vc增大,粗糙度Ra減小,切削速度較低時(shí),切削熱度較低,熱軟化現(xiàn)象不明顯,銑削力較大對表面產(chǎn)生擠壓,影響表面質(zhì)量;當(dāng)速度vc為450 m/min~500 m/min時(shí),表面粗糙度值增大,工件表面質(zhì)量下降,由于切削速度上升使得刀具磨損,導(dǎo)致積屑瘤和鱗刺產(chǎn)生,使得表面質(zhì)量下降。
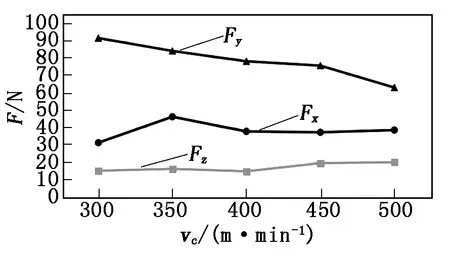
圖4 銑削速度vc對銑削力F的影響
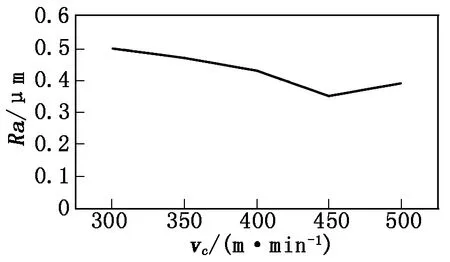
圖5 銑削速度vc對表面粗糙度Ra的影響
如圖6所示,Fy為主切削力,進(jìn)給量fz增大,刀具單位時(shí)間內(nèi)銑削材料面積增大,變形抵抗力增大,從而使得Fz和Fy增大,Fx不隨進(jìn)給量的增大而增大,始終保持在35 N~45 N的區(qū)間內(nèi)波動(dòng)。如圖7所示,隨著每齒進(jìn)給量的增大,表面粗糙度Ra呈總體上升趨勢,當(dāng)進(jìn)給量fz在0.1 min·r-1~0.15 min·r-1和0.2 min·r-1~0.25 min·r-1時(shí),表面粗糙度Ra減小,可能由于切削力增大,自激振動(dòng)受到抑制,從而表面粗糙度Ra減小。
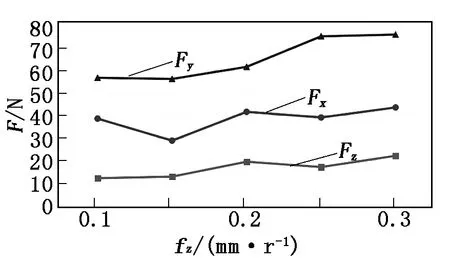
圖6 進(jìn)給量fz對銑削力F的影響
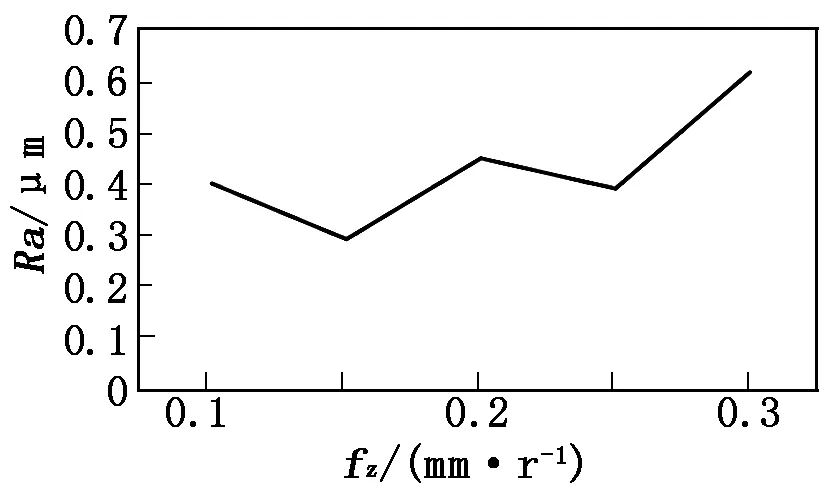
圖7 進(jìn)給量fz對表面粗糙度Ra的影響
如圖8所示,Fy為主切削力,徑向切削深度ae增大,F(xiàn)x和Fy持續(xù)增大,F(xiàn)z隨著ae增大平緩上升;ae在1 mm~2 mm時(shí),切削力Fz下降,機(jī)床受自激振動(dòng)的影響;ae在3 mm~4 mmz出現(xiàn)了“負(fù)增長”,切削厚度增大,切削屑帶走大量的熱量,使得工件溫度上升較慢。如圖9所示,徑向切削深度增大對表面粗糙度的影響呈“波浪式”形狀,徑向切削深度增加,切削量增大,導(dǎo)致自激振動(dòng),加上積屑瘤和鱗刺的影響,使得工件表面粗糙度呈“波浪式”的變化。
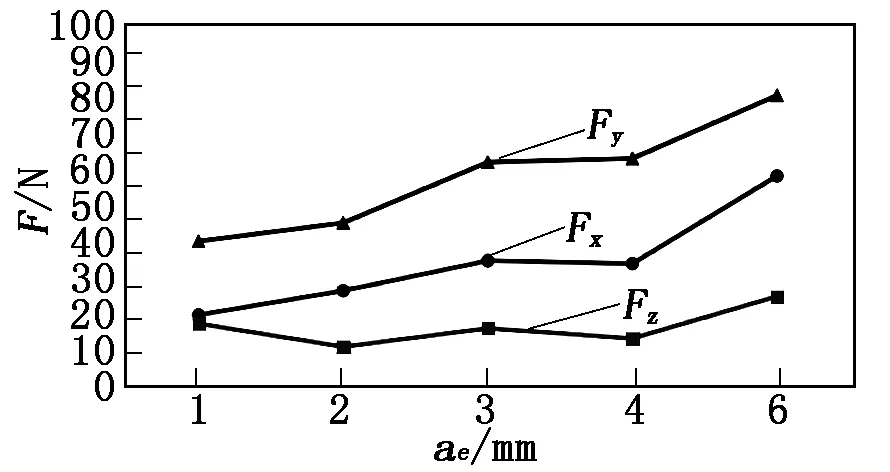
圖8 徑向切削深度ae對銑削力F的影響
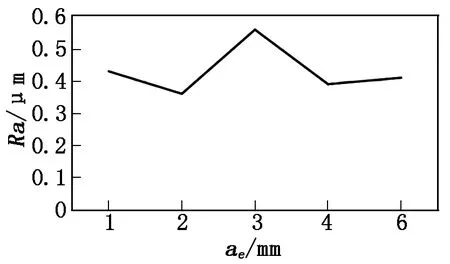
圖9 徑向切削深度ae對表面粗糙度Ra的影響
3 建立經(jīng)驗(yàn)?zāi)P?/h2>
本文采用最小二乘法對實(shí)驗(yàn)結(jié)果做回歸分析,并利用MATLAB軟件對實(shí)驗(yàn)數(shù)據(jù)進(jìn)行擬合來建立預(yù)測經(jīng)驗(yàn)?zāi)P停矗?/p>
(1)
(2)
(3)
(4)
根據(jù)Fy的經(jīng)驗(yàn)?zāi)P褪?2)可知進(jìn)給量fz和軸向切削深度ap對Fy的影響力較大。由表面粗糙度Ra的經(jīng)驗(yàn)?zāi)P褪?4)可以得知,進(jìn)給量fz和徑向切削深度ae對Ra影響較大。表1為經(jīng)驗(yàn)公式檢驗(yàn)表。
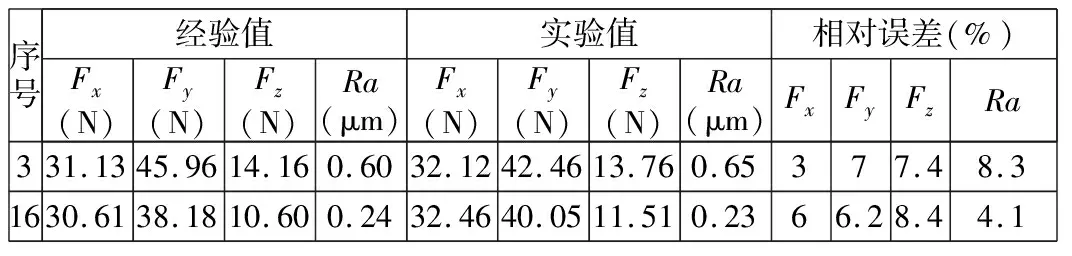
表1 經(jīng)驗(yàn)公式檢驗(yàn)表

根據(jù)表1中計(jì)算出相對誤差值低于10%,說明推算出的經(jīng)驗(yàn)公式的符合程度較高。綜合實(shí)驗(yàn)和經(jīng)驗(yàn)公式得出的數(shù)據(jù)進(jìn)行分析得出:用TiAlN涂層刀具高速銑削304不銹鋼最佳銑削參數(shù)為ap=0.7 mm~0.8 mm、fz=0.10 mm/r~0.15 mm/r、vc=450 m/min~500 m/min、ae=2 mm~3 mm。
4 結(jié)論
(1)主切削力Fy隨徑向切削深度和軸向切削深度以及進(jìn)給量的增大而增大,隨銑削速度增大而減小。
(2)隨著軸向銑削深度和銑削速度的增大,工件表面粗糙度減小,隨著進(jìn)給量增大工件表面粗糙度增大,徑向切削深度增大工件表面粗糙度先增大再減小。
(3)為了提高工廠生產(chǎn)效率和工件表面質(zhì)量,采用TiAlN涂層刀具高速銑削奧氏體304不銹鋼的合適銑削參數(shù)為ap=0.7 mm~0.8 mm、fz=0.10 mm/r~0.15 mm/r、vc=450 m/min~500 m/min、ae=2 mm~3 mm。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2022年6期)2022-06-05 06:50:50
快樂學(xué)習(xí)報(bào)·教育周刊(2022年16期)2022-05-01 21:25:05
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設(shè)與管理(2015年15期)2015-03-20 15:18:57
