基于某V型8缸汽油機(jī)氣門斷裂問題的分析及改進(jìn)
2020-12-28 11:58:22張濱濱任競(jìng)男牛振華
機(jī)械工程與自動(dòng)化 2020年6期
關(guān)鍵詞:發(fā)動(dòng)機(jī)故障
張濱濱,任競(jìng)男,牛振華
(1.中恒天汽車集團(tuán)汽車技術(shù)有限公司,江蘇 南京 211100;2.上海理工大學(xué) 管理學(xué)院,上海 200093;3.桂林理工大學(xué) 機(jī)械與控制工程學(xué)院,廣西 桂林 514006)
0 引言
伴隨汽車產(chǎn)業(yè)的不斷升級(jí)發(fā)展,以及目前汽車市場(chǎng)競(jìng)爭(zhēng)愈演愈烈,對(duì)整個(gè)產(chǎn)業(yè)鏈各環(huán)節(jié)可靠性的要求也水漲船高,產(chǎn)業(yè)鏈內(nèi)部也更加在意產(chǎn)品可靠性與安全性。發(fā)動(dòng)機(jī)作為整車的大心臟,其質(zhì)量將直接關(guān)系到汽車的性能和使用壽命。為了了解產(chǎn)品本身的可靠性,揭露產(chǎn)品的薄弱環(huán)節(jié),驗(yàn)證產(chǎn)品是否符合設(shè)計(jì)要求,進(jìn)而確保產(chǎn)品具有良好的安全性和使用性,可靠性試驗(yàn)成為產(chǎn)品開發(fā)過程中必不可少的環(huán)節(jié)。
在發(fā)動(dòng)機(jī)的可靠性評(píng)定中,除發(fā)動(dòng)機(jī)整體性能數(shù)據(jù)符合設(shè)計(jì)要求外,其關(guān)鍵零部件是否達(dá)到設(shè)計(jì)壽命,以及主要摩擦副磨損狀態(tài),都對(duì)發(fā)動(dòng)機(jī)的可靠性水平有著至關(guān)重要的影響。氣門及導(dǎo)管作為發(fā)動(dòng)機(jī)內(nèi)部的關(guān)鍵零部件,其故障或失效對(duì)發(fā)動(dòng)機(jī)存在著致命的影響。本文涉及的某款V8汽油機(jī)在可靠性耐久試驗(yàn)過程中,多次出現(xiàn)排氣門頂彎甚至斷裂的情況,嚴(yán)重制約了該發(fā)動(dòng)機(jī)的可靠性。
1 問題描述
V8發(fā)動(dòng)機(jī)在400 h交變負(fù)荷耐久試驗(yàn)過程中,機(jī)器運(yùn)行至滿負(fù)荷額定轉(zhuǎn)速工況,扭矩及功率驟然下降,發(fā)動(dòng)機(jī)右側(cè)位置冒出大量青煙,隨即臺(tái)架系統(tǒng)保護(hù)性急停。檢查后發(fā)現(xiàn),發(fā)動(dòng)機(jī)整個(gè)機(jī)體都是機(jī)油,右側(cè)缸體被擊穿,氣門頭、活塞碎塊及活塞環(huán)等雜物在缸筒內(nèi)部可見。
對(duì)故障發(fā)動(dòng)機(jī)進(jìn)行拆解,具體如下:7缸排氣門斷裂,氣門桿與頭部均在曲軸箱內(nèi)部找到,如圖1所示;氣門鎖片表面可見明顯磨痕,其中7缸氣門鎖片缺失一個(gè),如圖2所示;7缸活塞碎裂,活塞碎塊及活塞環(huán)碎塊落入曲軸箱內(nèi),如圖3所示。
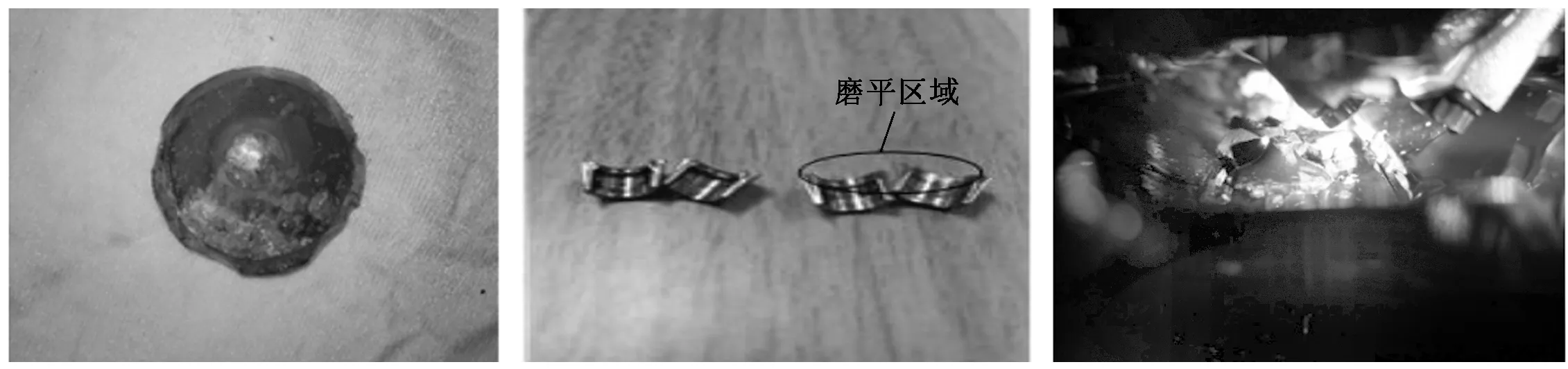
圖1 氣門頭 圖2 氣門鎖片 圖3 活塞碎片
2 問題分析
氣門作為負(fù)責(zé)向發(fā)動(dòng)機(jī)內(nèi)輸送氣體及排除廢氣的重要零件,其斷裂的原因不僅與其材料、熱處理及制造工藝有關(guān),還與整個(gè)配氣機(jī)構(gòu)的配合尺寸、裝配工藝有關(guān),有的還牽扯到工作中的潤(rùn)滑條件等。導(dǎo)致氣門斷裂的原因有很多,根據(jù)本機(jī)拆解情況及結(jié)構(gòu)特點(diǎn),可歸納為以下幾點(diǎn)。
2.1 潤(rùn)滑條件
氣門位置與其他一些結(jié)構(gòu)一樣,都是通過發(fā)動(dòng)機(jī)運(yùn)轉(zhuǎn)時(shí)飛濺的油液進(jìn)行潤(rùn)滑的。但氣門的潤(rùn)滑也有其特殊性,氣門是連通著燃燒室的部件,對(duì)其潤(rùn)滑時(shí)需要控制機(jī)油的泄漏量,避免機(jī)油竄入燃燒室內(nèi),引發(fā)燒機(jī)油的問題。因此,氣門油封的作用就十分重要,機(jī)油泄漏量過少,則運(yùn)動(dòng)部件之間潤(rùn)滑不夠,容易形成部件之間的干摩擦,進(jìn)而加劇運(yùn)動(dòng)部件的磨損;機(jī)油泄漏量過多,則會(huì)導(dǎo)致機(jī)油進(jìn)入燃燒室,加速積碳的形成,隨著積碳的不斷增加,最終造成氣門關(guān)閉不嚴(yán),甚至是氣門粘連卡滯的情況。
在對(duì)故障機(jī)進(jìn)行拆解分析時(shí),并未在氣門及燃燒室內(nèi)發(fā)現(xiàn)明顯積碳。綜合分析可排除機(jī)油泄漏量過多這一可能。氣門運(yùn)動(dòng)時(shí)是否潤(rùn)滑不足,發(fā)生干摩擦則可以通過合理更改氣門油封部分參數(shù)值,并進(jìn)行相關(guān)試驗(yàn)驗(yàn)證。
2.2 溫度條件
氣門的工作環(huán)境比較特殊,在其不斷進(jìn)行往復(fù)運(yùn)動(dòng)的同時(shí),還要承受燃燒室內(nèi)壓力的沖擊以及高溫氣體的吹蝕。尤其是排氣門側(cè)溫度往往遠(yuǎn)遠(yuǎn)高于進(jìn)氣門。在高溫環(huán)境下,材料的蠕變以及氣體介質(zhì)的腐蝕,都有可能加速氣門及相關(guān)零件的磨損。
為了摸清發(fā)動(dòng)機(jī)各缸排氣門位置溫度分布狀況,評(píng)估故障機(jī)相同批次氣門材料是否滿足本型號(hào)發(fā)動(dòng)機(jī)使用要求,后續(xù)進(jìn)行了排氣門溫度場(chǎng)試驗(yàn)驗(yàn)證,試驗(yàn)結(jié)果如表1、圖4所示。
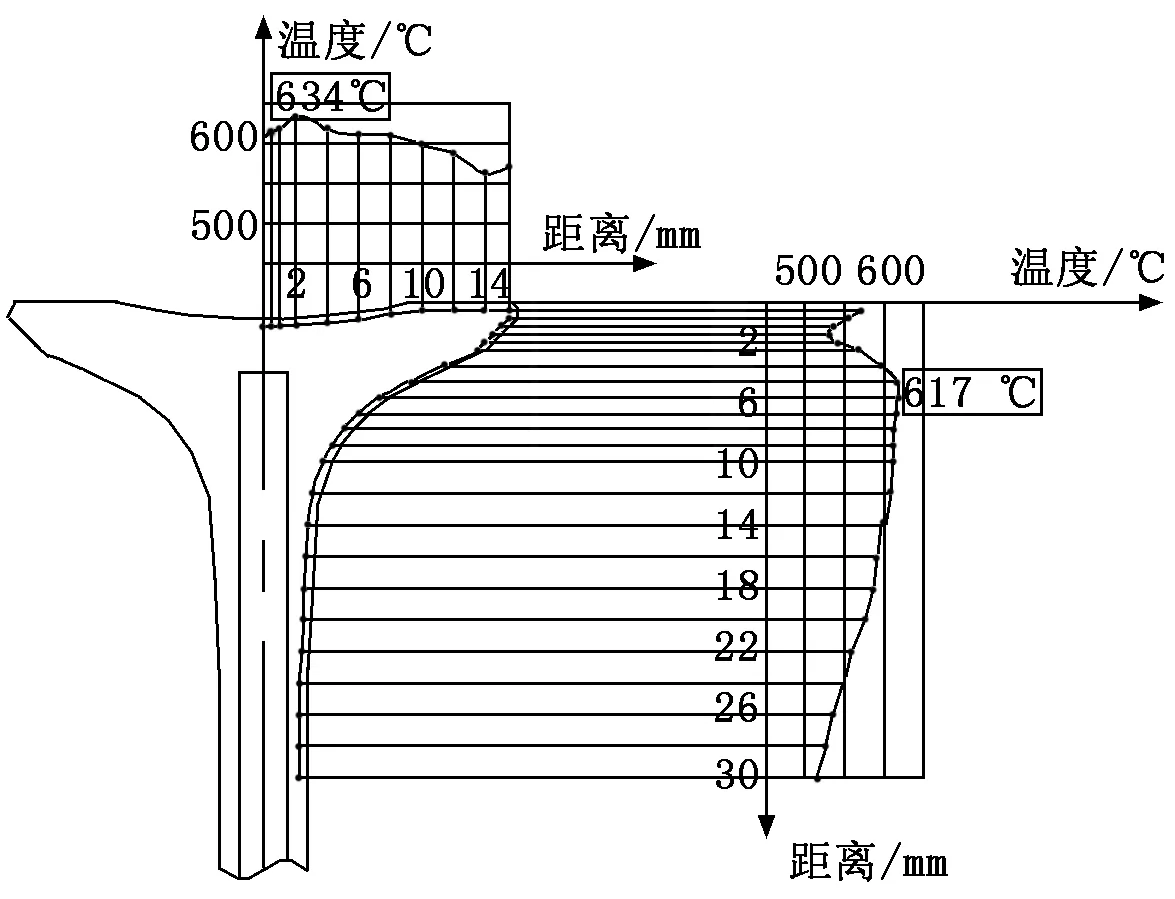
圖4 氣門溫度分布圖
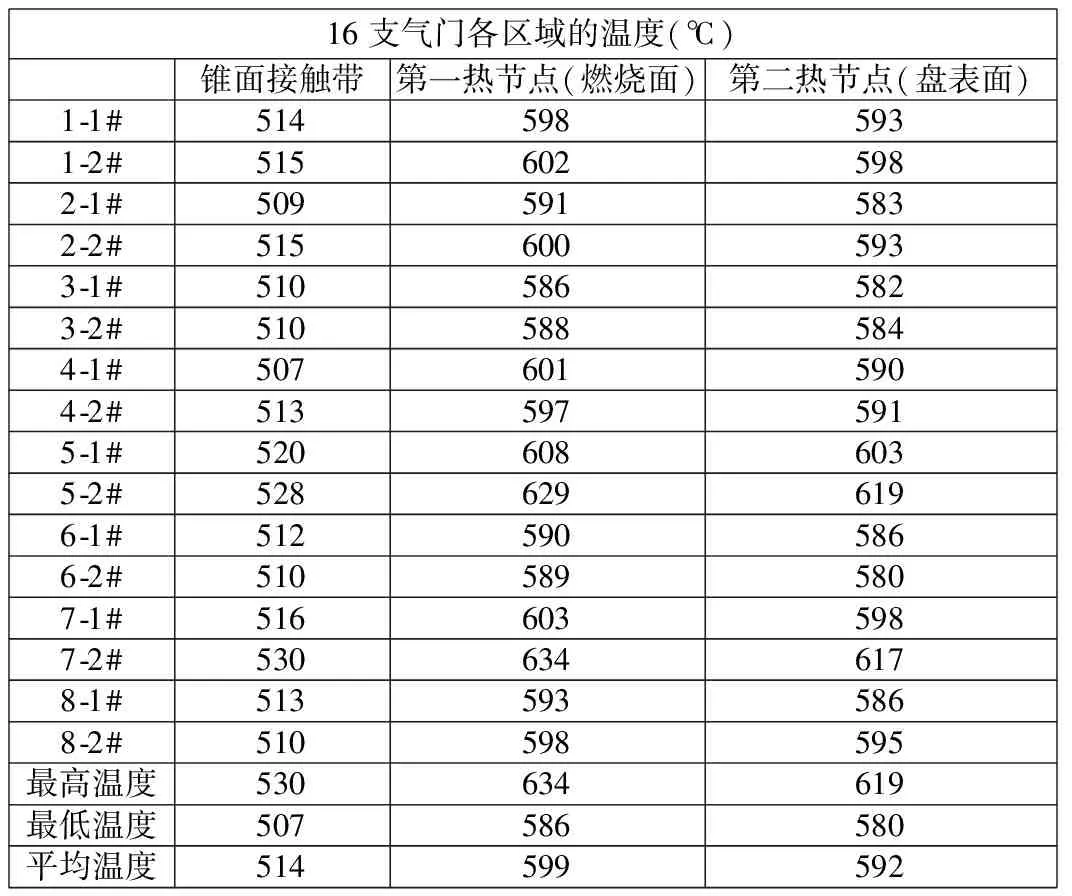
表1 氣門溫度分布
由以上排氣門溫度場(chǎng)試驗(yàn)可知,本次試驗(yàn)測(cè)得排氣門區(qū)域溫度在500 ℃~650 ℃之間。由于本次溫度場(chǎng)實(shí)驗(yàn)所用排氣門為空心充鈉氣門,測(cè)得的溫度較問題氣門會(huì)低100 ℃左右。因此故障機(jī)實(shí)際排氣門區(qū)域溫度在600 ℃~750 ℃之間。
根據(jù)溫度場(chǎng)試驗(yàn)數(shù)據(jù)以及Ni30的材料特性,故障件所用批次排氣門材料滿足本機(jī)型發(fā)動(dòng)機(jī)的使用要求。
2.3 配合零件的尺寸結(jié)構(gòu)
配氣機(jī)構(gòu)的結(jié)構(gòu)示意圖見圖5。根據(jù)試驗(yàn)后得到的結(jié)果,鎖夾、導(dǎo)管及座圈存在異常磨損的現(xiàn)象。調(diào)取故障機(jī)裝配檢測(cè)記錄,該批次氣門等相關(guān)零部件結(jié)構(gòu)尺寸均符合圖紙要求,可排除零部件生產(chǎn)質(zhì)量問題。然后對(duì)相關(guān)零件的配合尺寸進(jìn)行逐一排查,分析設(shè)計(jì)是否合理。

圖5 配氣機(jī)構(gòu)結(jié)構(gòu)示意圖
首先是氣門與導(dǎo)管的間隙值,此值偏大則容易產(chǎn)生氣門擺動(dòng),關(guān)閉時(shí)落座不嚴(yán),此值過小則容易發(fā)生氣門運(yùn)動(dòng)卡滯,嚴(yán)重時(shí)可導(dǎo)致氣門與活塞撞擊,出現(xiàn)氣門折斷的情況。一般發(fā)動(dòng)機(jī)排氣門與導(dǎo)管的間隙在0.03 mm~0.12 mm之間,而故障機(jī)配合間隙設(shè)計(jì)值在0.037 mm~0.067 mm,基本符合要求。但在發(fā)動(dòng)機(jī)運(yùn)行過程中,不同材料的熱膨脹系數(shù)不同,配合間隙必然會(huì)隨溫度的變化而產(chǎn)生相應(yīng)的變化。因此,氣門與導(dǎo)管配合間隙仍需作為后續(xù)驗(yàn)證試驗(yàn)的一個(gè)變量,在臺(tái)架試驗(yàn)中進(jìn)行驗(yàn)證。
在排查設(shè)計(jì)圖紙時(shí),發(fā)現(xiàn)氣門鎖夾結(jié)構(gòu)與氣門上鎖夾槽存在不一致的問題。鎖夾內(nèi)側(cè)R1的圓弧落在R1.2的鎖夾槽內(nèi),在氣門上下運(yùn)動(dòng)時(shí),較大的間隙會(huì)使鎖夾與氣門產(chǎn)生軸向的相對(duì)運(yùn)動(dòng),從而使鎖夾過早地出現(xiàn)磨損,當(dāng)鎖夾磨損到一定程度時(shí),就會(huì)在氣門彈簧的作用下滑出鎖夾槽,進(jìn)而導(dǎo)致氣門脫落,與活塞相撞。氣門和鎖片的具體尺寸分別如圖6、圖7所示。
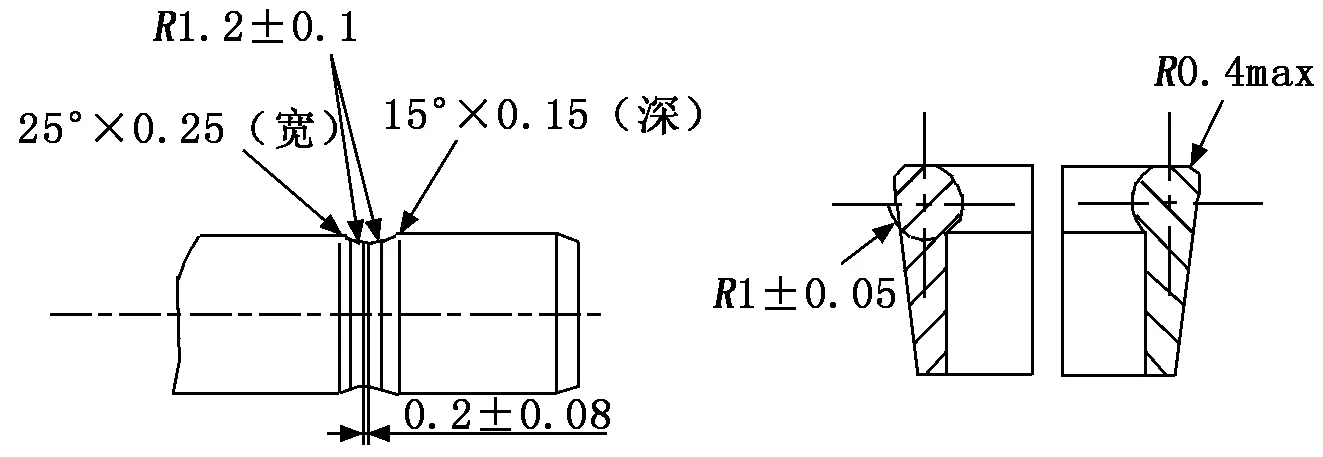
圖6 氣門尺寸 圖7 鎖片尺寸
2.4 配合零件的硬度匹配
一般情況下,材料的耐磨性隨表面硬度的增加而增強(qiáng),但是一味地加強(qiáng)材料硬度,往往會(huì)加劇材料的磨損。因?yàn)槟p的本質(zhì)是摩擦副在接觸并相對(duì)運(yùn)動(dòng)的作用下產(chǎn)生的表面材料不斷損失的過程,它與配對(duì)件的材質(zhì)、硬度以及中間介質(zhì)、環(huán)境等多種因素都有密切的關(guān)系。一般來說,一對(duì)摩擦副硬度不同時(shí),硬度較低的件會(huì)率先發(fā)生磨損,硬度相差越大,則會(huì)加速磨損的過程。因此,在選材過程中要考慮到配合零件硬度的匹配狀況,而且不同材料在常溫與高溫下的硬度變化也是有所差異的。表2為故障機(jī)相關(guān)零件的材料及硬度情況。
由表2可以看出,三對(duì)摩擦副(氣門桿與鎖夾、氣門桿與導(dǎo)管及氣門盤部與座圈)之間,表面硬度均存在不同程度的差異,氣門導(dǎo)管與座圈相對(duì)來說硬度較低,與其對(duì)磨件相差較大,而且其材料高溫性能相對(duì)氣門材料來說較差。

表2 故障機(jī)相關(guān)零件材料及硬度情況
3 改進(jìn)方案及驗(yàn)證
導(dǎo)致氣門斷裂所涉及的因素較多,根本原因暫時(shí)難以確定,根據(jù)對(duì)故障機(jī)的檢測(cè)及已發(fā)現(xiàn)問題的分析,初步制定了以下改進(jìn)方案,并對(duì)不同的改進(jìn)方案采用正交試驗(yàn)的方式進(jìn)行臺(tái)架驗(yàn)證,從而快速確定氣門斷裂的根本原因,選出最優(yōu)的改進(jìn)方案。
3.1 更改氣門油封結(jié)構(gòu)
根據(jù)以上分析,懷疑氣門潤(rùn)滑不足,適當(dāng)減小排氣門油封油面角,削弱油封刮油能力,增加機(jī)油泄漏量。油面角由35°更改為30°,氣門油封優(yōu)化后結(jié)構(gòu)如圖8所示。

圖8 氣門油封優(yōu)化后結(jié)構(gòu) 圖9 氣門鎖夾槽優(yōu)化后結(jié)構(gòu)
3.2 更改氣門鎖夾槽結(jié)構(gòu)
根據(jù)鎖夾頭部圓弧形狀,優(yōu)化氣門上鎖夾槽位置的結(jié)構(gòu)尺寸,適當(dāng)減小鎖片與氣門的配合間隙,氣門鎖夾槽優(yōu)化后結(jié)構(gòu)如圖9所示。
3.3 更改相關(guān)零部件的材料及硬度要求
根據(jù)上述分析,適當(dāng)提高鎖片導(dǎo)管及座圈的硬度要求,其中導(dǎo)管及座圈更換為新材料,具體更改內(nèi)容如表3所示。

表3 優(yōu)化后相關(guān)零部件材料及硬度情況
4 結(jié)論
針對(duì)V8汽油機(jī)耐久試驗(yàn)過程中出現(xiàn)的氣門斷裂問題,通過對(duì)故障機(jī)進(jìn)行零部件分解、結(jié)構(gòu)設(shè)計(jì)及溫度場(chǎng)試驗(yàn)結(jié)果的分析,初步確定了3個(gè)可能存在的問題。之后再根據(jù)零部件的實(shí)際狀態(tài),確定了三種改進(jìn)方案。在此基礎(chǔ)上,采用不同因素交叉試驗(yàn),在臺(tái)架上進(jìn)行耐久試驗(yàn)驗(yàn)證。最終確定方案為:①更改氣門鎖夾槽結(jié)構(gòu);②更改氣門、鎖夾、導(dǎo)管及座圈材料與硬度要求。
猜你喜歡
汽車維修與保養(yǎng)(2021年8期)2021-02-16 00:28:30
汽車維修與保養(yǎng)(2021年8期)2021-02-16 00:28:18
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車維修與保養(yǎng)(2015年2期)2015-04-17 01:30:34
汽車維護(hù)與修理(2015年2期)2015-02-28 12:15:39
汽車與新動(dòng)力(2015年1期)2015-02-27 12:11:01
汽車與新動(dòng)力(2014年2期)2014-02-27 12:10:15
