基于優化大H型鋼自控系統的節能降耗改造
2020-12-29 15:38:40崔翔宇
中國電氣工程學報 2020年6期
崔翔宇


摘要:在生產過程中,如何最大程度的節能降耗一直是企業的研究熱點。本文主要通過研究萊鋼大H型鋼軋線自動控制系統,對設備自控系統的節能降耗進行逐一評估和改善。
關鍵詞:大H型鋼;自控精度;節能降耗;智能改造;增效
0 引言
節能降耗一直貫穿在整個生產活動中,不及時有效地節能降耗會大大增加生產成本并降低整體效益。但是由于生產任務重,現場環境較為復雜,這一項目及時按時的開展和進行有一定的困難。
為了進一步系統且全面的降低能耗,提高綜合效益,減少不必要的浪費和冗余,本文以現場和理論結合為主導,在分析研究工藝設計的基礎上,有針對性地深入研究節能降耗的優化方案,并逐步實施。
1 具體分析
在節能降耗的原則下,深入研究大H型鋼軋線自動控制系統,發現存在多處設備的自動控制違背節能降耗原則,能源消耗現狀調查情況如表1所示。
2 設定目標
優化目標如表2所示。
3 要因確定
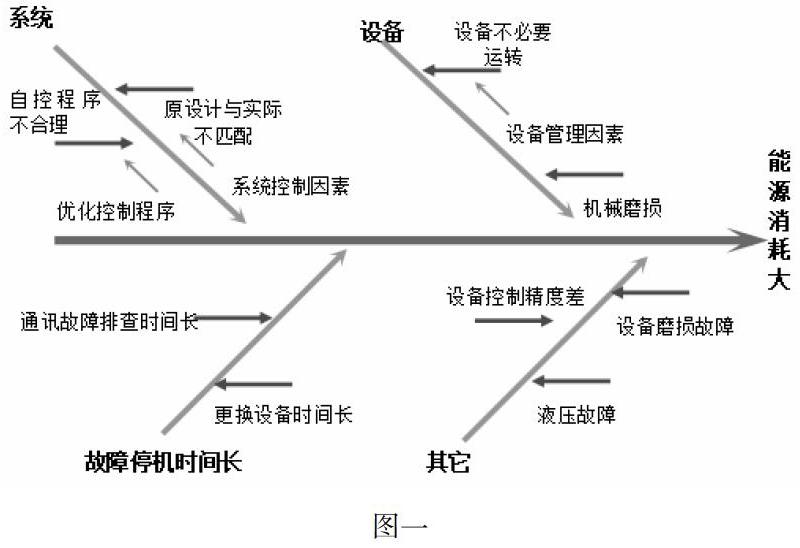
綜合現場工藝,針對影響型鋼軋線設備能源消耗較大的因素進行分析,如圖一所示。
利用以往故障分析、檢測元件測試實驗和現場論證等方法,并通過進一步的分析,來確定型鋼軋線能源消耗較大的要因有:
(1)機械磨損和機械故障;
(2)設備自控精度差;
(3)設備未定期維護更換;
(4)原自動控制設計中未考慮現場實際要求和能源消耗方面的要求;
根據以上分析,排除較為偶發的情況,確定主要的要因如下:
1、原自控設計不合理
2、設備自控精度差
4 對策制定并實施
通過要因確定分析,對策如表3所示。
依照對策計劃,主要實施的方法和內容如下:
(一)冷床設備的智能改造
冷床原設計中無論進入冷床的鋼多長,系統默認選擇所有步進梁、翻鋼器、大鏈條、拉出小車的組數。如果進入冷床的鋼只有40米,那么至少4組步進梁、4組翻鋼器、2組大鏈條、4組拉出小車不用擔負運鋼的功能在運鋼過程中空載,造成了極大的能源浪費。通過修改程序,根據鋼坯的長度自動或操作人員手動選擇所需要的步進梁、翻鋼器、大鏈條、拉出小車的組數,摒棄不必要的設備,降低能源消耗。
1、對進入冷床的鋼坯的長度進行精確測量
大H型鋼生產線冷床入口軋件的分段及總長的測量是通過一臺白光測距儀,它是一臺利用光線測量軋件速度和長度精密的的測量儀器,它的安裝和工作環境要求很高,現場熱鋸附近環境比較惡劣,經常由于震動出現檢測角度的變化、溫度過高導致白光測距儀不工作,或者軋件自身由于偏頭超出測量范圍從而造成測長不準,造成軋件無法正常分段,嚴重影響成材率和定尺率。
于是我們深入研究現場工藝,以及憑借長期的維護經驗,獨立設計出一套完善的國產化的測長系統。冷床鋼坯的長度是通過安裝在熱鋸前第一個電機軸上的旋轉型SSI編碼器進行測量的,編碼器測量的數值和電機變頻器反饋的速度,再通過冷床輸入輥道上的熱檢進行長度修正共同完成鋼坯的準確測量。整個長度測量系統誤差范圍在+/-0.3米以內。
2、根據鋼坯長度自動計算所需冷床設備的組數
大H產線冷床區域包括8組步進梁、8組翻上裝置、4組大鏈條、8組翻下裝置、8組拉出小車,整個冷床的長度為76米。根據測量的鋼坯的長度,程序中自動計算運送該段鋼坯所需要的設備的組數,摒棄不必要的設備,修改循環啟動連鎖條件,從而保證冷床設備循環自動運行。
3、自動/手動雙重模式,保證設備自動運行
在監控畫面上設置冷床設備選擇的自動和手動模式,自動模式下完全根據測長來自動選擇設備的組數;在某些特殊情況下,如第一組步進梁出現設備故障,需要從第二組開始運送鋼坯,操作人員可以再操作畫面上選擇手動模式。手動選擇需要的設備組數如步進梁2-5組,則程序可以根據選擇的設備來自動計算其他設備的組數(翻上2-5,大鏈條1-3,翻下2-5,拉出小車2-5),并自動屏蔽其他設備的連鎖信號和運行信號。
(二)氧化鐵皮傳送帶智能改造
大H型鋼軋線矯直機矯鋼后產生的氧化鐵皮通過氧化鐵皮傳送帶傳送到料筐中。氧化鐵皮傳送帶包括一條水平傳送帶和一條垂直傳送帶,水平傳動帶將氧化鐵皮傳送到垂直傳動帶上,然后通過垂直傳送到傳送到料筐中。原設計中氧化鐵皮傳送帶啟動后只有在操作人員選擇停止或傳送帶跑偏情況下停止,矯鋼中產生的氧化鐵皮并不需要傳送帶一直運轉,原設計造成了極大的資源浪費。
觀察現場設備運轉情況,并與操作人員協商,在不影響現場氧化鐵皮傳送的情況下,制定氧化鐵皮傳送帶的自動運轉模式。將氧化鐵皮傳送帶的自動運轉模式設置為“轉-停-轉”模式,先轉一段時間,將傳送帶上的氧化鐵皮傳送到料筐中;再停一段時間,當堆積一定數量的氧化鐵皮后再啟動傳動帶。通過現場調試確定傳動帶啟動和停止的時間,有效避免了資源的浪費,降低了傳送帶的損耗率。
5 實施效果
針對原有的控制功能在節能降耗方面的缺陷進行研究并制定解決方法再逐一改進,提高該系統的自動化控制,在同樣產量上最大程度降低能源的消耗,一定程度上提高了效益。
(1) 實現冷床設備的智能選擇后,一方面降低了設備在運行過程的能源損耗,另一方面極大的提高了冷床區域的自動化程度。粗略統計每月至少節約1000度工業用電,自動化程度提高后,每月至少縮短因手動造成的時間30分鐘。
(2) 實現氧化鐵皮傳送帶智能改造,與改造前傳送帶一直運轉相比,在一個小時內傳送帶運轉時間比較如圖二所示(1為傳送帶運行;0為傳送帶停)。
6 綜合效益分析
(1) 實現冷床設備的節能選擇后,一方面降低了能源的消耗和設備在運行過程的損耗,另一方面通過改造極大的提高了冷床區域的自動化程度。據不完全統計每月至少節約1000度工業用電,液壓方面忽略不計,自動化程度提高后,每月由于至少縮短由于手動造成的時間30分鐘。
(2) 實現氧化鐵皮傳送帶節能改造,與改造前傳送帶一直運轉相比,每天可休息約5小時。
參考文獻:
[1]劉春燕,楊州,等.軋線燃耗動態分析模型的研究與應用[J].動態模型,2018,(02):73-74.
[2]王京亮,張蕾.大H型鋼精軋導衛穩定性改造[J].鋼鐵,2017 (02):80.
[3]焦志敏.淺談大H型鋼冷床步進梁磁尺網絡優化[J].鋼鐵,2016(03):191.
[4]李青.PLC技術在萊鋼大H型鋼九輥緊湊型矯直機中的研究與應用[J].鋼鐵,2012 (08):12.
[5]趙琳,翟諾.PCS7在萊鋼大H型鋼生產線中的應用[J].2012 (09):44-45.
[6]岳海龍.津西大H型鋼廠一級網絡系統改造[J].鋼鐵,2008(16):75.
[7]徐勇.萊鋼大H型鋼生產線工藝技術及設備特點[J].鋼鐵,2009(02):54.
[8]程鼎,楊俊.關于大規格H型鋼生產難點的探討[J].鋼鐵,2008(03):72.
[9]叢雪松.西門子PCS7在大H型鋼收集區控制系統中的應用[J].2016(02):156.
[10]宋開亮.無限點連和雙網卡技術在大H型鋼PDA系統中的研究與應用[J].鋼鐵,2015(01):152.