梳棉重定量工藝對滌黏混紡紗性能影響的分析
2021-01-03 14:11:13孫振國張娣吉宜軍崔益懷蘇旭中
絲綢 2021年12期
孫振國 張娣 吉宜軍 崔益懷 蘇旭中



摘要: 重定量工藝可提高車間生產(chǎn)效率,減少前紡用工與機(jī)臺數(shù)量,降低生產(chǎn)成本,極大增強(qiáng)其在紡織行業(yè)的競爭力。梳棉重定量更是與纖維梳理度和最終成紗質(zhì)量息息相關(guān)。文章通過增加梳棉的生條定量,并在并條工序中加大牽伸倍數(shù),調(diào)整了熟條定量,優(yōu)化了相關(guān)工序。采用相同工藝紡制滌綸/環(huán)保黏膠(65/35)18.5 tex混紡紗,對比輕、重梳棉定量對成紗質(zhì)量的影響并進(jìn)行分析。實(shí)驗(yàn)結(jié)果表明,梳棉定量適量提高可降低棉結(jié),提高紗線綜合質(zhì)量。
關(guān)鍵詞: 重定量;梳棉;滌黏混紡紗;成紗質(zhì)量;并條;棉結(jié)
中圖分類號: TS101.922
文獻(xiàn)標(biāo)志碼: A
文章編號: 1001-7003(2021)12-0013-04
引用頁碼: 121103
DOI: 10.3969/j.issn.1001-7003.2021.12.003(篇序)
Abstract: The heavy weight process can improve workshop production efficiency, cut down the number of pre-spinning workers and machines, reduce production costs, thus prominently enhancing the competitiveness in the textile industry. Heavy weight cotton carding is closely associated with the fiber carding degree and final yarn quality. In this paper, by increasing the weight of carded sliver, enlarging the draft ratio in the drawing process, the weight of drawn silver was adjusted and the related process was optimized. The polyester/environmental adhesive (65/35) 18.5 tex blended yarn was spun by the same process, and the influence of light and heavy weight cotton carding on yarn quality was compared and analyzed in this article. The results show that the appropriate increase of the weight of cotton carding can reduce the neps and improve the comprehensive quality of the yarns.
Key words: heavy weight; cotton carding; polyester viscose blended yarn; yarn quality; drawing; neps
“輕定量、慢速度、緊隔距、重加壓”是目前傳統(tǒng)紡紗的主要思路,但這種生產(chǎn)模式嚴(yán)重阻礙了紡紗效率的提高,且目前中國紡紗行業(yè)正面臨著招工難、勞動成本高的難題[1]。因此“重定量、大牽伸”的高效紡紗工藝必將成為未來企業(yè)的選擇,可充分發(fā)掘前紡工藝的潛力,提高企業(yè)的利潤空間[2]。但是,這也對紡紗設(shè)備和工藝提出了更高的要求,在滿足高效生產(chǎn)的同時,必須保證成紗質(zhì)量的穩(wěn)定性。陳玉峰等[3]在粗紗重定量下,對細(xì)紗工藝進(jìn)行探討,認(rèn)為采用“三大三小”的工藝原則可保證細(xì)紗的高質(zhì)量、高效率生產(chǎn)。陳玉峰[4]對粗紗重定量工藝進(jìn)行了探討,并從牽伸的各個方面分析了重定量對粗、細(xì)紗的影響。劉建林[5]通過優(yōu)選梳棉機(jī),合理配置分梳原件,在提高生產(chǎn)效率的同時,半制品及成紗質(zhì)量也得到了一定程度的提高。劉允光[6]對中低速梳棉機(jī)的重定量工藝進(jìn)行了探討,闡述了中低速梳棉機(jī)生產(chǎn)工藝的技術(shù)要點(diǎn),極大提高前紡效率。梳棉重定量是“重定量、大牽伸”工藝的基礎(chǔ),只有在保證梳棉質(zhì)量的前提下提高生條定量,才能真正實(shí)現(xiàn)整個棉紡流程的重定量。本文以滌綸和環(huán)保黏膠為原料,充分考慮兩種纖維的性能,在梳棉重定量下進(jìn)行工藝優(yōu)化,對比輕、重定量滌綸/環(huán)保黏膠(65/35)18.5 tex混紡紗的成紗質(zhì)量,探討了“重定量、大牽伸”紡紗的可行性,并就梳棉、并條工序可能影響成紗性能原因進(jìn)行分析與探討。
1?實(shí)?驗(yàn)
1.1?測試方法
根據(jù)GB/T 14337—2008《化學(xué)纖維短纖維拉伸性能試驗(yàn)方法》,采用YG(B)001A單纖維電子強(qiáng)力儀(溫州大榮紡織標(biāo)準(zhǔn)儀器廠)測試紗線強(qiáng)力,夾持距離20 mm,拉伸速度20 mm/min,實(shí)驗(yàn)條件為20.0 ℃、50 RH%,測試50組求取平均值。
1.1.2?纖維回潮率測試
根據(jù)GB/T 6503—2017《化學(xué)纖維回潮率試驗(yàn)方法》,采用Y802八籃恒溫烘箱(萊州市電子儀器有限公司)將試樣烘除水分至恒重,試樣稱重50 g,烘燥時間2 h,烘燥溫度(105±3)℃。
1.1.3?單紗強(qiáng)伸性測試
根據(jù)GB 3916—2013《卷裝紗單根紗線斷裂強(qiáng)力合斷裂伸長率的測定(CRE法)》,采用ME100條干儀(烏斯特有限公司)測試紗線強(qiáng)伸性,拉伸速度5 000 mm/min,隔距長度500 mm,均勻抽取10個卷裝,每個卷裝測6次求取平均值。
1.1.4?紗線條干測試
根據(jù)FZ?01050—1997《紗線疵點(diǎn)的分級與檢驗(yàn)方法電容式》采用USTER-TENSORAPID4強(qiáng)力儀(烏斯特有限公司)測試紗線條干,絡(luò)紗速度400 m/min,絡(luò)紗時間1 min,測試10次求取平均值。
1.2?原?料
選用滌綸(T)、蘭精環(huán)保黏膠(Ecovero)纖維,其性能指標(biāo)如表1所示。
1.3?紡紗工藝流程
為確保混紡比例精確,本文采用條并混工藝,以滿足對成紗高品質(zhì)的要求。同時,采用緊密賽絡(luò)紡工藝,以減少毛羽,提高紗線強(qiáng)力,使紗線條干更均勻。其紡紗工藝流程如下:
環(huán)保黏膠及滌綸:FA002型圓盤式抓棉機(jī)→SFA035E型混開棉機(jī)→A036型開棉機(jī)→FA146成卷機(jī)→FA201B梳棉機(jī)。
條混及紡紗:FA306型并條機(jī)(兩道)→FA311型并條機(jī)→FA458型粗紗機(jī)→128K型細(xì)紗機(jī)→SAVIO型絡(luò)筒機(jī)。
2?紡紗關(guān)鍵工序技術(shù)要點(diǎn)
2.1?開清棉
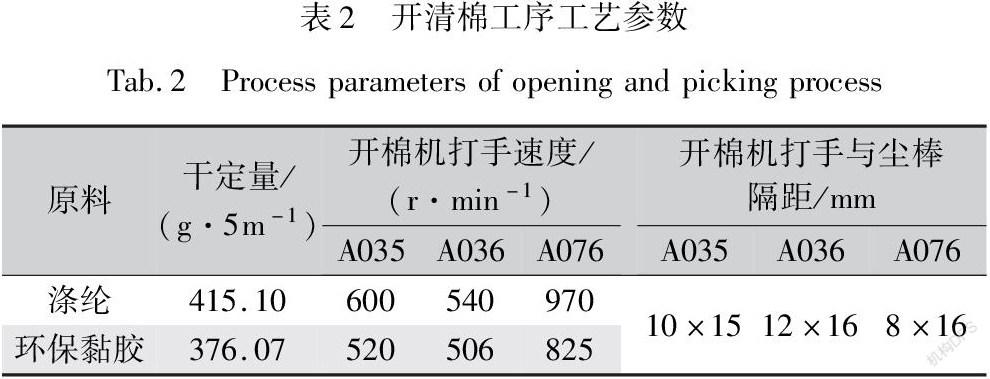
滌綸和環(huán)保黏膠纖維均為化學(xué)纖維,纖維具有較好的整齊度,且?guī)缀醪缓s質(zhì),因此開清棉工序中,主要是對纖維進(jìn)行充分開松,去除纖維中含有的少量硬絲、并絲和束絲等。此工序需盡最大可能減少對纖維的損傷,因?yàn)閮煞N纖維都比較細(xì),斷裂強(qiáng)度均較低,不宜對纖維過度打擊、反復(fù)揉搓,應(yīng)遵循“勤抓少抓、多松少打、充分開松”的原則[7-8]。適當(dāng)增大各部位隔距,減少各設(shè)備打手速度,減少抓棉小車下降高度。總之,要盡量減少纖維損傷,避免在后道工序中,因速度過快或拉力過大使受損纖維斷裂,造成棉結(jié)、短絨的增加,使后續(xù)去除棉結(jié)和短絨環(huán)節(jié)負(fù)擔(dān)過重,最終影響成紗質(zhì)量。開清棉工序工藝參數(shù)如表2所示。
2.2?梳?棉
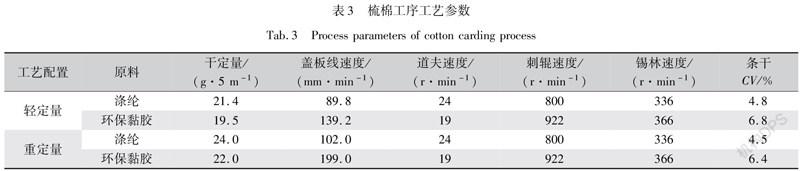
梳棉是梳理工藝的核心,無論是輕、重定量都應(yīng)使纖維具備足夠的梳理度,使纖維單根化,并且纖維需滿足一定平行度和伸直度[9],以符合成紗質(zhì)量的要求。在梳棉工序中本文選擇較大的錫林和刺輥轉(zhuǎn)速,以滿足對纖維梳理度的要求[10]。錫林—蓋板是纖維主要的梳理區(qū),應(yīng)適當(dāng)放大錫林蓋板隔距,減少對纖維的損傷,具體設(shè)置為0.25、0.23、0.20、0.20、0.23 mm[11]。選擇較小的刺輥和錫林隔距,且刺輥和錫林線速度比始終保持在2.0以上,加強(qiáng)纖維的轉(zhuǎn)移,避免重復(fù)梳理。設(shè)置錫林和道夫隔距為0.13 mm,有利于纖維的剝?nèi)∞D(zhuǎn)移。
重定量工藝下,本文保持出條速度不變,因此梳棉產(chǎn)量提高[12],單位時間內(nèi)經(jīng)過錫林的纖維量提高,短纖維含量有所上升,故將蓋板線速度提高一檔至199 mm/min以去除短纖維,同時也增加了錫林和蓋板的分梳能力,在重定量條件下使生條中纖維依舊平行順直。生條質(zhì)量偏重,也減少了棉網(wǎng)的破邊爛邊,改善了生條的條干均勻度[13]。梳棉主要工藝參數(shù)及生條條干CV值如表3所示。
2.3?并?條
與傳統(tǒng)滌黏混紡紗相比,此次并條中省略滌綸預(yù)并工序,且成紗質(zhì)量幾乎不受影響,這也符合本文想要達(dá)到的節(jié)約機(jī)臺、減少用工、降低成本的目的。采用三道并條,既可以使滌綸和環(huán)保黏膠兩種原料充分混合,也可進(jìn)一步提高纖維的梳理度、平行度和伸直度。混一工序采用5根滌綸生條與3根環(huán)保黏膠生條混合,以保證混紡比的準(zhǔn)確性。在重定量工藝的影響下,生條定量相應(yīng)提高,為避免粗紗及細(xì)紗重定量對成紗質(zhì)量產(chǎn)生影響,加大頭道并條牽伸倍數(shù),調(diào)整為9.738。為緩解頭道前區(qū)牽伸壓力,增大后區(qū)牽伸倍數(shù)至1.9[14]。并條工序工藝參數(shù)及半制品條干CV值如表4所示。
2.4?粗?紗
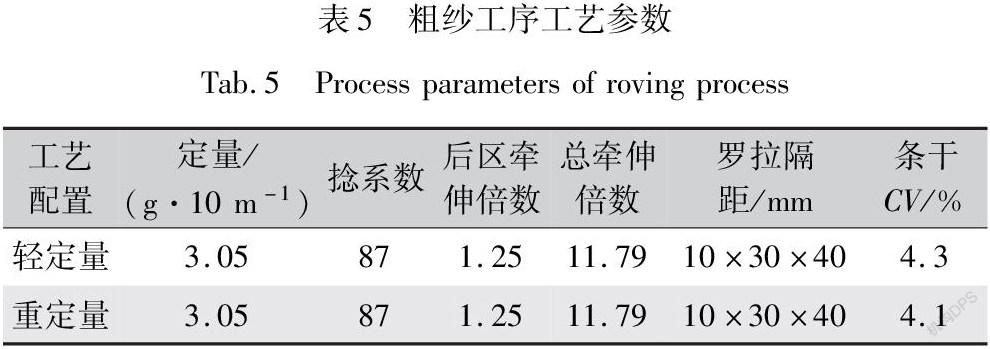
在粗紗工序中,采用“大隔距、小后區(qū)牽伸、大捻系數(shù)”的工藝原則。設(shè)置較小的后區(qū)牽伸倍數(shù),后區(qū)羅拉隔距偏大掌握,這有利于保持較好的條干水平。因?yàn)榄h(huán)保黏膠和滌綸纖維間抱合力較弱,應(yīng)適當(dāng)加大粗紗捻系數(shù),加大纖維間的抱合力,有利于牽伸過程中對浮游纖維的控制,減少須條的意外伸長。適當(dāng)增加車間環(huán)境的溫度和溫度,改善靜電問題,減少纖維纏繞羅拉和膠輥現(xiàn)象的發(fā)生。粗紗車間溫度控制在28 ℃~30 ℃,相對濕度保持在60%~64%。粗紗工序工藝參數(shù)及條干CV值如表5所示。
2.5?細(xì)?紗
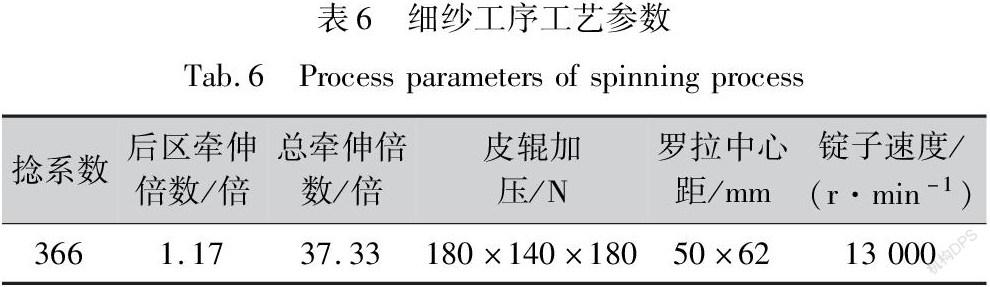
細(xì)紗采用緊密賽絡(luò)紡工藝,采用兩根粗紗平行喂入,為與大牽伸工藝相適應(yīng),采用“大后區(qū)隔距、小后區(qū)牽伸、重加壓”的工藝原則。兩種纖維的平均長度均較長,且細(xì)紗工序幾乎不含短纖維,因此羅拉中心距應(yīng)偏大掌握,前后中心距分別設(shè)置為50、62 mm。由于粗紗工序采用了較大的捻系數(shù)增加了纖維間的摩擦力,為避免細(xì)紗工序牽伸不開,皮輥加壓也應(yīng)適當(dāng)提高,改善須條打滑的現(xiàn)象。本文采用較小的后區(qū)牽伸倍數(shù),與大后區(qū)隔距相匹配[15],兩者協(xié)同作用使條干質(zhì)量保持穩(wěn)定。細(xì)紗結(jié)合緊密紡和賽絡(luò)紡的優(yōu)勢,使紗線強(qiáng)力更高,結(jié)構(gòu)緊密、毛羽更少。細(xì)紗工序工藝參數(shù)如表6所示。
3?結(jié)果與分析
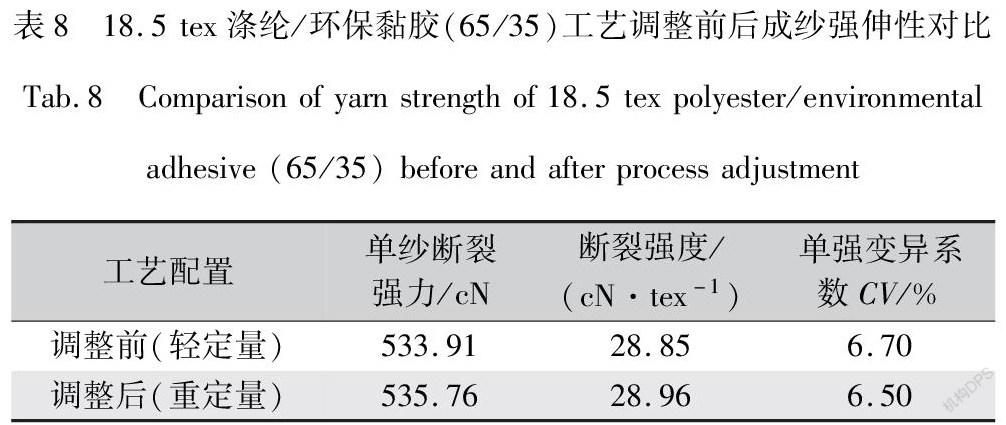
表7、表8為18.5 tex滌綸/環(huán)保黏膠(65/35)工藝調(diào)整前后成紗條干及強(qiáng)伸性對比。
分析表7、表8可知,經(jīng)過工藝調(diào)整后,在梳棉重定量工藝下的成紗條干及紗疵水平總體較好,兩種工藝條件下紗線強(qiáng)伸性指標(biāo)相近。分析認(rèn)為其原因有以下兩點(diǎn):
1) 在出條速度不變情況下,通過提高生條定量來增加產(chǎn)量。雖然錫林與蓋板之間的纖維負(fù)荷也有所增加,但從錫林轉(zhuǎn)移到道夫上的纖維量增加的倍數(shù)要大于錫林與蓋板之間纖維量增加的倍數(shù),因此重定量工藝道夫轉(zhuǎn)移率是提高的。并且近些年來隨著梳棉機(jī)各類針布和分梳原件的不斷完善,梳棉機(jī)的梳理能力也隨之提高,此時道夫轉(zhuǎn)移率的提高,不僅不會對纖維的梳理度造成影響,使纖維及纖維束依舊保持必要的分離、清潔和分離程度,還避免了錫林的多次重復(fù)分梳對纖維造成損傷,使短絨率下降,棉結(jié)降低。故道夫轉(zhuǎn)移率的提高,緩解梳棉過程中錫林分梳與刺輥轉(zhuǎn)移之間的矛盾,這也符合纖維的柔性梳理理念,達(dá)到少損傷,多伸直的目的。并且降低道夫速度,生條定量變重,棉網(wǎng)厚有利于剝棉,減少棉網(wǎng)和生條的意外牽伸,提高了生條均勻度。
2) 在并條工序中,由于生條定量的增重,使得生條截面的纖維根數(shù)增多,從而加強(qiáng)了纖維與纖維間的摩擦力。由于摩擦力界的分布得到加強(qiáng),有利于牽伸過程中對浮游纖維的控制,所以纖維間摩擦力的增加對控制浮游纖維的控制力和引導(dǎo)力也會起到強(qiáng)化作用。而摩擦力的大小受纖維的數(shù)量所影響,因而控制力的增加比引導(dǎo)力要大一些,這會使纖維的變速點(diǎn)前移且更加集中,可緩解因牽伸倍數(shù)大而使條干惡化的問題,且混二與混三工序可進(jìn)一步保證條干水平的穩(wěn)定。后區(qū)牽伸倍數(shù)的增大,緩解了頭道并條前區(qū)的牽伸壓力,同時也可兼顧纖維的伸直度、分離度和平行度,減少粗細(xì)節(jié)的產(chǎn)生,以穩(wěn)定和提高成紗條干指標(biāo)。
4?結(jié)?論
近年來,各工序定量有呈上升的趨勢,“重定量、大牽伸”的高效工藝也是未來的必然選擇。本文從梳棉重定量入手,探討梳棉重定量對滌綸/環(huán)保黏膠(65/35)18.5 tex混紡紗成紗質(zhì)量的影響,認(rèn)為梳棉重定量可提高道夫轉(zhuǎn)移率,避免了錫林對纖維的多次重復(fù)梳理,實(shí)現(xiàn)柔性梳理。并且生條重定量有助于加強(qiáng)對浮游纖維的控制,使變速點(diǎn)前移,降低了熟條不勻率,改善了生條及最終成紗質(zhì)量。但是,生條定量的調(diào)整對前后道半制品的影響較大,要考慮到梳棉工序梳理質(zhì)量的穩(wěn)定性及牽伸倍數(shù)的影響,且梳棉定量的設(shè)置也因設(shè)備、原料、工藝的不同會有較大的變化,可從各工序進(jìn)行工藝優(yōu)化,以滿足紡紗質(zhì)量的要求。總之,各企業(yè)應(yīng)結(jié)合自身的實(shí)際情況,合理確定生產(chǎn)工藝。
參考文獻(xiàn):
[1]宋祖華, 胡興桃. 重定量、大牽伸高效紡紗工藝流程中工藝、設(shè)備調(diào)整及紡織器材的應(yīng)用和實(shí)踐[J]. 紡織器材, 2010, 37(3): 24-27.
SONG Zuhua, HU Xingtao. Process and equipment regulation and application and practice of textille accessories in spinning process of heavy ration and big draft[J]. Textile Accessories, 2010, 37(3): 24-27.
[2]計(jì)萬平, 胡曼. 淺談重定量工藝在紡紗生產(chǎn)中存在的問題[J]. 紡織器材, 2016, 43(4): 28-34.
JI Wanping, HU Man. The problems in the spinning production with the big ration process[J]. Textile Accessories, 2016, 43(4): 28-34.
[3]陳玉峰, 陸振挺. 基于粗紗重定量下細(xì)紗有關(guān)牽伸工藝應(yīng)用研究[J]. 棉紡織技術(shù), 2017, 45(12): 55-57.
CHEN Yufeng, LU Zhenting. Application research of spinning relevant drafting technology base on roving heavy weight per unit[J]. Cotton Textile Technology, 2017, 45(12): 55-57.
[4]陳玉峰. 粗紗重定量工藝的探討[J]. 紡織器材, 2011, 38(S1): 19-23.
CHEN Yufeng. Approach into the big-ration-set process for roving yarn[J]. Textile Accessories, 2011, 38(S1): 19-23.
[5]劉建林. 優(yōu)勢紡紗工藝梳棉重定量研究[J]. 中原工學(xué)院學(xué)報(bào), 2021, 32(3): 7-11.
LIU Jianlin. Quantitative analysis of carding weight of dominant spinning technology[J]. Journal of Zhongyuan University of Technology, 2021, 32(3): 7-11.
[6]劉允光. 中低速精梳機(jī)采用重定量工藝的實(shí)踐探討[J]. 棉紡織技術(shù), 2020, 48(2): 57-60.
LIU Yunguang. Practice discussion on medium and lower speed comber using heavy weight per unit process[J]. Cotton Textile Technology, 2020, 48(2): 57-60.
[7]張黎. 緊密賽絡(luò)紡滌黏50SAB紗的生產(chǎn)實(shí)踐[J]. 紡織報(bào)告, 2015(8): 73-75.
ZAHNG Li. Actice closely Siro spinning yarn of viscose fifty AB[J]. Textile Reports, 2015(8): 73-75.
[8]章水龍, 陳順明, 程四新, 等. 新型紗線的開發(fā)與研究: 對浙江省紡紗企業(yè)開發(fā)新型紗線、拓展應(yīng)用領(lǐng)域情況的研究分析[J]. 現(xiàn)代紡織技術(shù), 2020, 28(4): 25-32.
ZHANG Shuilong, CHEN Shunming, CHENG Sixin, et al. Development and research of new yarns: Research and analysis of new yarn development and application expansion by spinning enterprises in Zhejiang province[J]. Advanced Textile Technology, 2020, 28(4): 25-32.
[9]陸惠文, 倪遠(yuǎn). “6S紡紗工藝”的梳棉均衡柔和梳理工藝探討[J]. 遼東學(xué)院學(xué)報(bào)(自然科學(xué)版), 2017, 24(1): 10-15.
LU Huiwen, NI Yuan. Balanced and soft cotton-carding technology of "6S Spinning Technology"[J]. Journal of Liaodong University(Natural Science Edition), 2017, 24(1): 10-15.
[10]賀福敏. 梳理度與道夫轉(zhuǎn)移率及其實(shí)用意義[J]. 遼東學(xué)院學(xué)報(bào)(自然科學(xué)版), 2007(1): 36-40.
HE Fumin. Combing degree, Doff transfer rate and their practical significance[J]. Journal of Liaodong University(Natural Science Edition), 2007(1): 36-40.
[11]陳玉峰, 陸振挺. 梳理重定量工藝優(yōu)化的實(shí)踐和探討[J]. 遼東學(xué)院學(xué)報(bào)(自然科學(xué)版), 2020, 27(2): 77-83.
CHEN Yufeng, LU Zhenting. Practice and discussion on heavy weight per unit carding process optimization[J]. Journal of Liaodong University(Natural Science Edition), 2020, 27(2): 77-83.
[12]劉曉靜, 邢明杰, 倪敬達(dá), 等. 梳棉機(jī)道夫轉(zhuǎn)移率影響因素分析[J]. 棉紡織技術(shù), 2018, 46(12): 5-8.
LIU Xiaojing, XING Mingjie, NI Jingda, et al. Analysis of influence factor for Doff transfer rate in carding machine[J]. Cotton Textile Technology, 2018, 46(12): 5-8.
[13]費(fèi)青. 重定量大牽伸工藝的研究[J]. 紡織機(jī)械, 2012(2): 22-28.
FEI Qing. Research on heavy and quantitative large drafting process[J]. Textile Machinery, 2012(2): 22-28.
[14]朱瑛. 優(yōu)化并條工藝 降低棉結(jié)、短絨[J]. 紡織導(dǎo)報(bào), 2013(11): 63-64.
ZHU Ying. Reducing nep and short fiber by optimizing drawing process[J]. China Textile Leader, 2013(11): 63-64.
[15]宋祖華, 胡興桃. 實(shí)行重定量大牽伸紡紗工藝的幾點(diǎn)體會[J]. 棉紡織技術(shù), 2010, 38(3): 43-46.
SONG Zuhua, HU Xingtao. Experiences of applying larger weight per unit larger draft spinning processing[J]. Cotton Textile Technology, 2010, 38(3): 43-46.