
KDF2 濾棒成型機甘油酯自動供給防溢流裝置的設計
2021-01-04 00:15:16趙丹
設備管理與維修 2020年23期
趙 丹
(河南中煙工業有限責任公司漯河卷煙廠,河南漯河 462000)
0 引言
目前,KDF2 濾棒成型機是國內生產卷煙濾棒的主流設備。該設備為20 年前設計產品,設備的甘油酯供給控制仍為手動,經常產生控制延遲,導致甘油酯斷供或多供溢出,不僅污染環境,浪費原料,還會影響設備操作人員安全,根據以上情況,需設計一種甘油酯自動供給防溢流裝置用于設備甘油酯供給的準確控制。
1 原機甘油酯供給原理及問題
KDF2 濾棒成型機甘油酯供給采取“手動”控制,當設備甘油酯儲料罐中甘油酯低于下限時,料罐內液位檢測發出報警信號,操作人員打開甘油控制開關,輸送泵啟動,將集中供給庫中的甘油酯抽送到設備儲料罐;當儲料罐中的液位到達上限時,液位檢測信號“甘油多”指示燈亮,操作人員關閉甘油控制開關,輸送泵停止,甘油酯停供。因供油管道較長,手動控制存在控制延后,易造成設備甘油酯儲料罐內甘油酯用盡,或供油管路中的油脂不能及時關閉、甘油脂溢出儲料罐。
2 甘油酯自動供給防溢流裝置的組成及工作原理
該裝置主要由一個甘油酯儲料罐液位探測器B1、一個西門子S7-300PLC、兩個繼電器K1 和K2、一個液體控制電磁閥Y1組成。
西門子S7-300 PLC 的輸出點Q1.6 同時控制兩個繼電器K1、K2,B1 是甘油酯儲料罐液位探測器,信號通過PLC 的輸入點I1.6 輸入,Y1 是安裝在甘油酯輸送管路上的液體控制電磁閥,2221 為+24 V 電源(圖1):當液位探測器B1 檢測到甘油酯儲料罐中甘油酯液位少時,西門子S7-300PLC 輸出端Q1.6 輸出高電平信號,控制繼電器K1、K2 線圈帶電動作,其中繼電器K1 控制甘油酯輸送泵的運行,繼電器K2 控制液體控制電磁閥Y1 的打開,實現設備甘油酯的供給;當液位探測器B1 檢測到甘油酯液位達到標準時,西門子S7-300 PLC 輸出端Q1.6 輸出低電平信號,繼電器K1、K2 線圈失電控制甘油酯輸送泵停止運轉和液體控制電磁閥Y1 關閉,停止設備甘油酯的供給。
3 設計效果驗證
KDF2 濾棒成型機甘油酯自動供給防溢流裝置實施安裝后,在設備運行過程中工作穩定可靠,不但實現了甘油酯的自動供給,而且還杜絕了可能產生的溢流現象,有效避免了環境污染和原料浪費,同時也將低了機臺操作人員的勞動量和安全事故的發生。
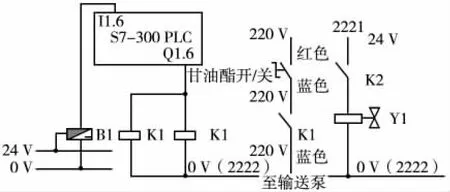
圖1 自動供給防溢流裝置控制原理
4 結束語
由于KDF2 濾棒成型機為煙草工業企業的主要機型,該裝置在行業內具有較好的推廣性和適用性,對于減少設備消耗、降低工人勞動強度、避免環境污染起到了推動作用。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
測控技術(2018年9期)2018-11-25 07:45:00
石油化工自動化(2018年5期)2018-11-14 02:34:30
電子制作(2018年11期)2018-08-04 03:26:08
電子測試(2017年11期)2017-12-15 08:57:07
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
汽車維護與修理(2015年2期)2015-02-28 12:15:41
消費者報道(2014年7期)2014-07-31 11:23:57
