基于形狀記憶合金絲包覆紗的針織物致動器研究
2021-01-04 12:01:20熊祥章裴澤光
紡織學報 2020年5期
熊祥章, 裴澤光,2, 陳 革,2
(1. 東華大學 機械工程學院, 上海 201620; 2. 東華大學 紡織裝備教育部工程研究中心, 上海 201620)
自然界中的動物多具有柔軟的身體,使其能夠很好地應對外部沖擊、穿越崎嶇的地形與狹小的空間。軟體機器人由軟質材料構成智能機械裝置,比傳統的剛性機器人有更多的自由度、更多樣的變形能力和更強的環境適應能力[1-2]。柔性致動器在受到外部激勵(如電壓、光照或溫度)后可產生可逆的收縮、伸長、彎曲或扭轉變形,可為軟體機器人提供運動變形。近期,多種具有致動功能的智能材料在軟體機器人中得到了應用[3],如離子聚合物-金屬復合材料(IPMC)[4]、介電彈性體(DEA)[5]、形狀記憶聚合物(SMP)[6]以及形狀記憶合金(SMA)[7]等。其中,SMA是一種結構簡單、驅動方式便捷可靠的致動材料,而SMA絲是一種體積小的形狀記憶合金材料[8],其具有輕質、柔軟、占用空間小、能量/質量比較高等特性;因此在軟體機器人的人工肌肉中得到了重要的應用。Kim等[9]設計了一種基于SMA絲的仿海龜蹼柔性致動器,SMA絲所產生的致動力經由3D打印制成的多層各向異性骨架使仿海龜蹼產生彎曲與扭轉變形;Wang等[10]設計了一種以Polydimethylsiloxane(PDMS)材料為基底、SMA絲與Polyvinyl Chloride(PVC)薄板對抗配置的軟體機器人致動器;Huang等[11]設計了一種U形SMA絲和導熱硅膠對抗配置的、能產生可逆的高速率伸展變形的致動器。上述柔性致動器將SMA絲與多種非致動材料進行復合,制造過程較復雜,與其它彈性體進行對抗配置也顯著增加了致動器的整體重量;同時,通過SMA絲受驅動后產生一維收縮變形,從而使致動器產生簡單的三維變形,輸出變形形式也較單一。
將SMA絲通過針織方法制成平面織物結構,可將SMA絲經加熱驅動后產生的一維變形轉換成針織物的三維變形。這種方法制成的柔性致動器具有可規模化制備、結構簡單、變形多樣、質量輕、應變輸出量大等優點,但是,利用裸露的SMA絲制成的針織物致動器,其可織性與結構穩定性較差,且無法利用通電后產生的焦耳熱對其進行驅動,不利于致動器的實際應用[12]。Han等[13]利用絕緣的滌綸長絲對SMA絲進行包覆以制成具有致動功能的復合紗線,基于該紗線制成了針織結構的、電阻熱驅動的花瓣狀柔性致動器,但滌綸纖維易在電阻熱的長時間作用下熔化,使針織物致動器無法在循環致動過程中保持穩定、快速的變形效果。此外,現有文獻均未對針織物致動器在電阻熱驅動下的致動力輸出特性進行研究,同時其循環致動性能也不明確,這極大地限制了針織物致動器在軟體機器人中的應用。
為解決上述問題,本文設計了以鎳鈦形狀記憶合金絲為芯絲、芳綸復絲為外包纖維的可利用電阻熱進行驅動的包覆紗,將其制成具有循環致動能力的針織物致動器,研究針織物致動器結構參數與致動條件對其致動特性的影響規律,并探索針織物致動器的循環致動性能,以期為柔性致動器的設計提供新思路,為其在軟體機器人中的應用提供研究基礎。
1 實 驗
1.1 SMA絲包覆紗的制備
為能夠利用電阻熱對基于SMA絲的針織物致動器進行循環驅動,以鎳鈦形狀記憶合金(NiTi SMA)絲為芯絲,采用芳綸復絲在其外部進行包纏,制備具有形狀記憶功能的包覆紗。其中,鎳鈦形狀記憶合金絲的直徑為150 μm,鎳、鈦在其中的質量分數分別為50.4%、 49.6%,其物理參數如表 1所示。芳綸復絲為Kevlar 1414,其物理參數如表 2所示。利用紡織纖維對SMA絲的外部進行包覆,可顯著改善其可織性,并有利于針織物致動器中線圈間摩擦力的提高,從而提升針織物致動器的結構穩定性。芳綸復絲具有良好的耐高溫性能,其熔點可達500 ℃,因此可作為絕緣層,防止針織物致動器相鄰線圈在電阻熱驅動下發生短路,且不會因高溫作用而產生熔融破壞,并具有使致動器在循環致動過程中保持穩定變形的潛在作用。

表1 鎳鈦形狀記憶合金絲參數Tab.1 Parameters of NiTi shape memory alloy wire

表2 Kevlar 1414芳綸復絲參數Tab.2 Parameters of Kevlar aramid multi-filaments
SMA絲包覆紗的制備過程如圖1所示。包覆前,SMA絲儲存在下儲紗器中,另有1段長度為600 mm的SMA絲被上、下儲紗器所夾持。下儲紗器下方裝有載荷塊,為SMA絲的被夾持段提供恒定張力。首先,作為外包纖維的芳綸復絲的一端由上儲紗器夾持,另一端被握持,使其具有一定的張力。直流電機帶動上儲紗器、SMA絲、下儲紗器及載荷塊沿圖1(a)中箭頭方向轉動。在與SMA絲間摩擦力的作用下,芳綸復絲以Z捻緊密包覆在SMA絲外部;隨后,以前一步驟得到的包覆紗為芯紗,使電機反向轉動,以同樣的方法在其外部以S捻再包覆一層芳綸復絲,以此獲得具有雙包覆層(內層纖維為Z捻、外層纖維為S捻)的SMA絲包覆紗。2層緊密包覆的復絲層可有效去除芳綸絲間的空隙,有助于SMA絲在致動過程中的散熱,2層復絲不同的捻向還可使2個包覆層產生的扭矩相抵消,因此可避免紗線內部殘余扭矩對SMA絲的運動產生影響[14]。制備包覆紗的平均直徑為300 μm。
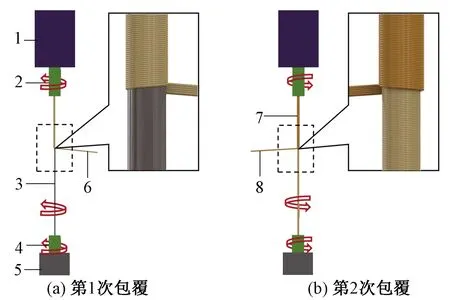
1—直流電動機;2—上儲紗器;3—SMA絲;4—下儲紗器; 5—載荷塊;6—芳綸復絲;7—SMA絲包覆紗;8—芳綸復絲。圖1 SMA絲包覆紗制備過程Fig.1 Fabrication process of covered yarn with SMA wire as the core. (a) First wrap; (b) Second wrap
當SMA絲包覆紗中的SMA絲由常溫下的馬氏體狀態被加熱至奧氏體相變開始溫度(70 ℃)以上時,其中的馬氏體相轉變為奧氏體相。在此相變過程中,SMA絲將恢復為原有形狀(直線狀),其塑性大幅降低,同時SMA絲將在長度方向上約收縮總長度的4%。當其溫度重新恢復到馬氏體相變開始溫度(60 ℃)以下時,合金絲中奧氏體相恢復為馬氏體相,但在此相變過程中,SMA絲將保持初始形狀但其塑性大幅提高[15]。因此,SMA絲包覆紗受電阻熱驅動后也將呈現形狀記憶效應。
1.2 針織物致動器的制備
利用所制備的SMA絲包覆紗按照文獻[16]提供的手工針織方法,采用竹制棒針織制緯平針組織針織物致動器。以直徑2 mm的棒針針織而成的、具有3列26行線圈的針織物致動器在初始狀態、驅動狀態的俯視圖與側視圖見圖2。
從圖2可以看出,致動器中連續的橫向線圈組成的一行為線圈橫列,而相互串套的縱向線圈組成的一列為線圈縱行[17],其線圈縱行方向與圖中X軸方向平行。可看出,致動器沿線圈橫列方向共有3列縱行線圈,線圈縱行數為3,沿線圈縱行方向共有26行橫列線圈,線圈橫列數為26,則該致動器由3列26行線圈構成。
針織物致動器在初始狀態下的線圈縱行方向的長度為49.52 mm,線圈橫列方向的長度為8.28 mm,高度為3.74 mm,其線圈縱行方向的線圈密度為0.53個/mm,線圈橫列方向上的線圈密度為0.36個/mm。對致動器通250 mA的直流電流,將其加熱至奧氏體相變溫度以上,致動器的形狀變化如圖2(c)、(d)所示,可以發現針織物致動器在受到電阻熱驅動后沿線圈縱行方向產生了較大幅度的彎曲變形,其反面向上方凸起。致動器變形后,其兩端的距離縮短至32 mm,致動器的高度增加至15 mm。針織物致動器中只有線圈的圈柱沿線圈縱行方向分布,且線圈的圈柱處于織物的下表面(正面)內,針編弧和沉降弧處于織物上表面(反面)內。致動器由馬氏體狀態相變為奧氏體狀態后(塑性降低),線圈的圈柱長度在線圈縱行方向上收縮了4%,導致針織物致動器的上下表面產生長度差,使致動器產生彎曲形變而在兩端輸出致動力。當致動器由奧氏體狀態恢復為馬氏體狀態后(塑性提高),線圈的圈柱將在織物本身的重力作用下逐漸恢復為初始狀態的長度,彌補了上、下表面的長度差,因此致動器兩端輸出的致動力逐漸降低并最終變為零。
1.3 針織物致動器致動力輸出特性測試
如圖2(d)所示,定義H為針織物致動器致動變形時的高度。針織物致動器在受電阻熱驅動而發生彎曲變形的過程中,將在面內線圈縱行方向(X方向)與垂直于織物平面方向(Y方向)上輸出致動力,二者分別反映了致動器在2個方向的負載能力。為研究不同結構參數與致動條件對針織物致動器致動力輸出特性的影響,分別設計了測量針織物致動器在2個方向上致動力輸出能力的實驗。
實驗測量原理示意圖見圖3。垂直于平面方向上的致動力F1的測量方法如圖3(a)所示,針織物致動器的中部由上方的夾具所夾持,其一端為非測試端,處于懸空狀態;另一端為測試端,輕搭在JHBS-1 kg壓力傳感器(蚌埠傳感器系統工程有限公司)的測量平面上。夾具上夾持部的下表面與測量平面間距離為6 mm。當致動器受驅動后向下方彎曲,測試端將對測量平臺產生壓力,即可測試出F1。面內線圈縱行方向的致動力F2的測量方法如圖3(b)所示,針織物致動器整體懸空,其一端固定在位于可沿滑軌滑動以調整水平位置的滑塊夾具上,另一端由1根長度為150 mm的不可拉伸繩連接至JLBS-M2-1 kg拉力傳感器(蚌埠傳感器系統工程有限公司)的測量元件上。由于針織物的保形性較差,為使針織物致動器在初始狀態下保持伸直狀態,測試前通過夾具對其施加0.01 N的預拉力。當致動器受熱驅動產生變形時,將對拉力傳感器產生拉力,即可測試出F2。
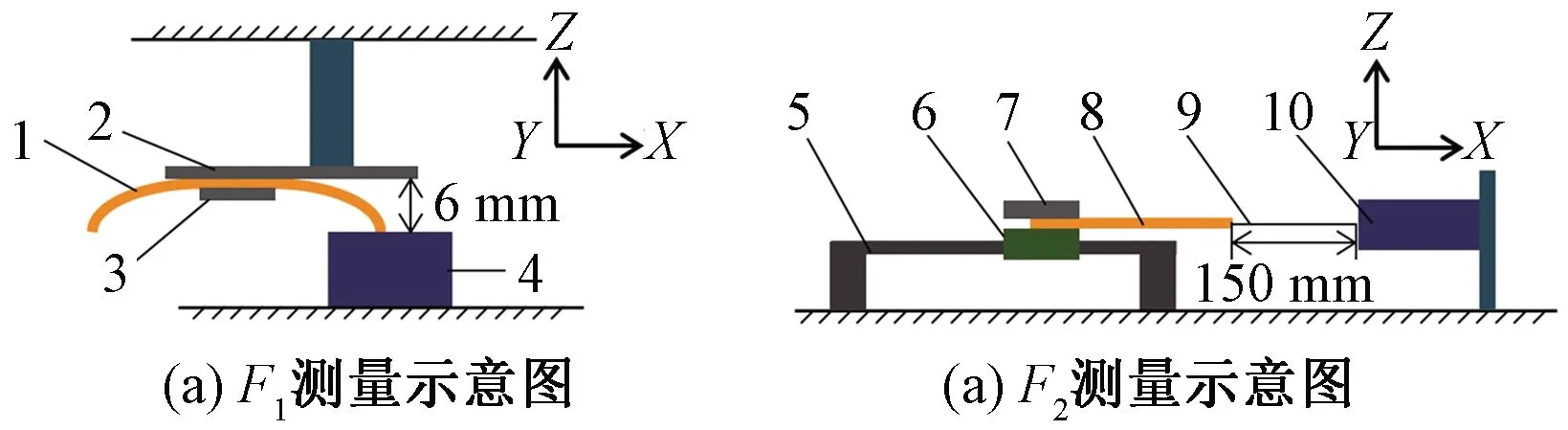
1—針織物致動器;2—夾具上夾持部;3—夾具下夾持部; 4—壓力傳感器;5—滑軌;6—滑塊;7—夾具; 8—針織物致動器;9—不可拉伸繩;10—拉力傳感器。圖3 實驗測量原理示意圖Fig.3 Schematic diagrams of experimental measurement principle. (a) Schematic diagram of measuring method for F1; (b) Schematic diagram of measuring method for F2
為較全面地評價針織物致動器的致動特性,采用上述實驗方法,對針織物致動器結構參數與致動條件對致動器致動力輸出特性的影響規律進行了研究,并探究了不同致動條件下致動器的循環致動性能,其中研究的針織物結構參數包括線圈橫列數與線圈尺寸,致動條件參數包括致動電流值及循環致動過程中的冷卻時間。
2 結果與討論
2.1 線圈橫列數對致動力輸出特性的影響
為研究針織物致動器線圈橫列數對致動力輸出特性的影響,實驗中采用250 mA的直流電流對針織物致動器進行加熱,輸出力達到穩定后讀取示數(此時傳感器的示數為致動器輸出致動力達到的最大值),每個試樣測量5次后取平均值。測試中采用的試樣由直徑3.25 mm的棒針針織而成,線圈縱行數均為3。針織物致動器輸出的致動力見圖4。
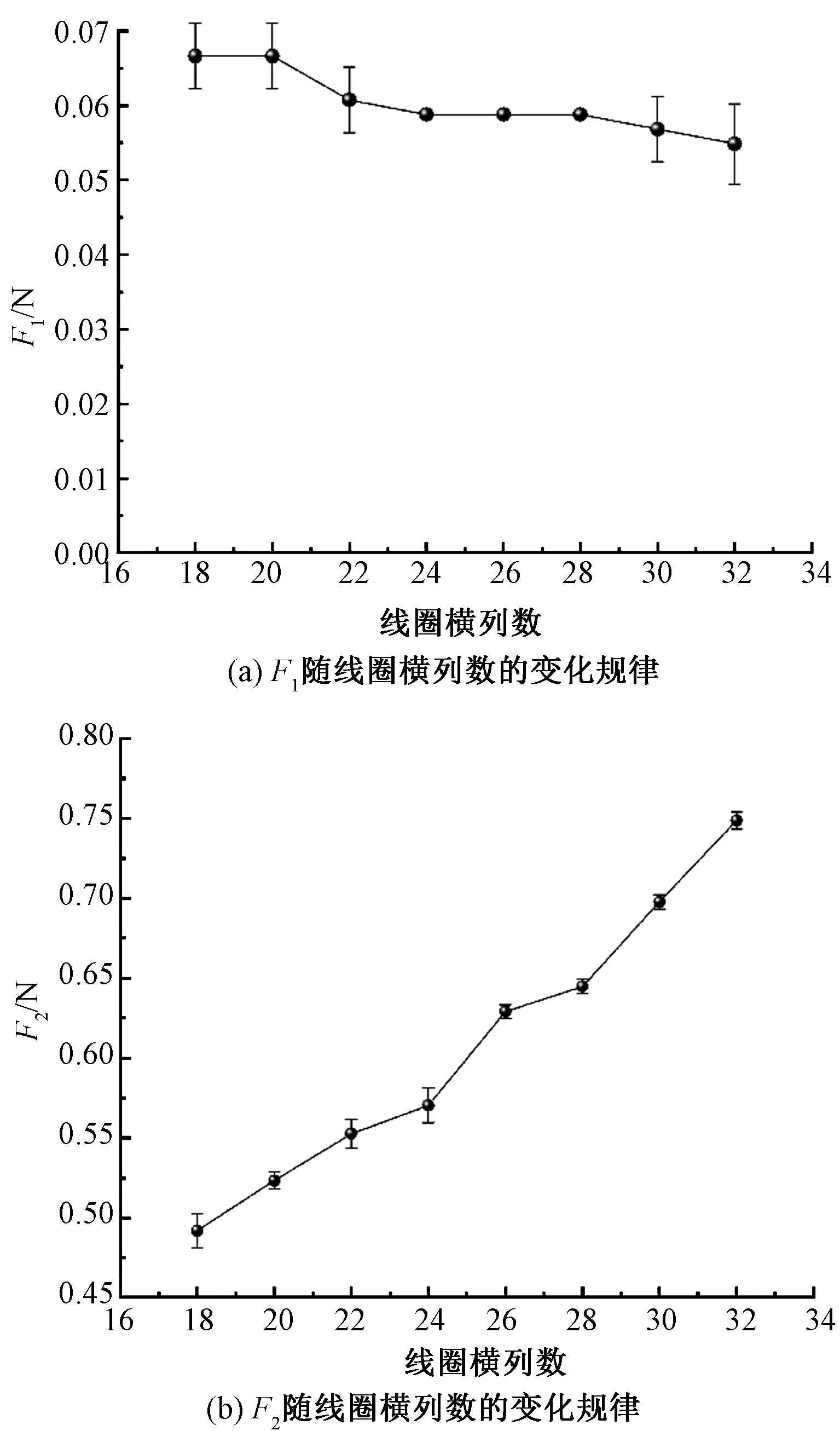
圖4 不同線圈橫列數的針織物致動器輸出的致動力Fig.4 Actuating forces of knit actuator with different number of columns. (a) Change rule of F1 with different number of columns; (b) Change rule of F2 with different number of columns
由圖4(a)可看出,隨著線圈橫列數的增加,F1逐漸降低,但降低的幅度較小。當針織物致動器的線圈橫列數為18時,F1達到最大值0.067 N;當線圈橫列數為32時,F1為最小值0.055 N。針織物致動器輸出的致動力F1與其質量的比值在線圈橫列數為18時達到最大值0.42 N/g。因此當針織物致動器應用在需要承擔較大垂直負載的場合時,應采用較少的線圈橫列數。由圖4(b)可看出,隨著線圈橫列數的增加,F2近似呈線性規律增大。當針織物致動器的線圈橫列數為18時,F2為最小值0.49 N;當線圈橫列數為32時,F2達到最大值0.75 N。針織物致動器輸出的致動力F2與其質量的比值在線圈橫列數為32時最大,為2.68 N/g。當針織物致動器應用在需要承擔較大水平負載時,應采用較多的線圈橫列數。
2.2 線圈尺寸對致動力輸出特性的影響
不同直徑的棒針針織而成的致動器具有不同尺寸的線圈,線圈尺寸直接影響著針織物致動器的整體尺寸與線圈密度,因此將影響致動器的致動力輸出特性。
不同直徑棒針針織而成的致動器的結構參數見表3。為研究線圈尺寸對針織物致動器致動力輸出特性的影響,實驗中采用250 mA的直流電流對各針織物致動器通電10 s后停止,在開始通電直至SMA絲恢復至馬氏體狀態的時間段內連續測量各致動器輸出的致動力。該方法可測試出致動器在通電時,其由馬氏體相變為奧氏體繼而在停止通電后又恢復為馬氏體狀態的過程中,致動力的輸出特性。測試中試樣的線圈縱行數為3,線圈橫列數為26。
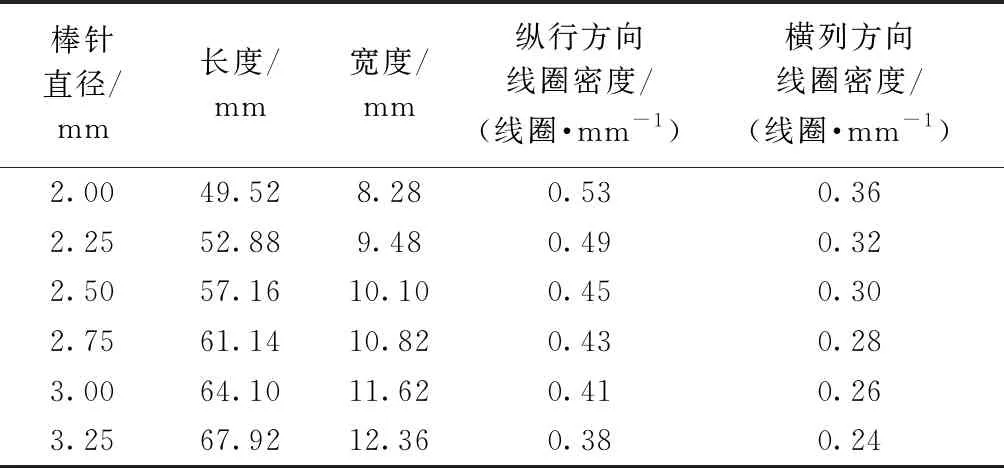
表3 不同直徑棒針針織而成的致動器的結構參數Tab.3 Structural parameter values of knit actuators knitted by different needles
不同直徑的棒針針織而成的致動器在單次致動過程中的致動力見圖5。由圖5(a)可看出,所有試樣在開始通電后的一段時間內,F1值保持為零。該時間段被稱為致動器的響應時間。隨后F1值由零開始增加,其后在停止通電后的短時間內達到峰值,隨后F1值開始下降,最終降低為零。在通電階段,針織物致動器的線圈尺寸越大,F1的響應時間越長。所有試樣輸出F1值的增加速率相差不大,且均能夠在停止通電后的1~3 s內達到相同的最大值(0.059 N)。在冷卻階段,使用直徑為2、3 mm的棒針織制的致動器的F1值的降低速率較使用直徑為2.5、3.25 mm的棒針織制的致動器的降低速率更快。
由圖5(b)可看出,所有試樣在開始通電后的一段時間(響應時間)內,F2值保持為零。隨后F2值由零開始增加,其后在停止通電后的短時間內達到峰值,隨后F2值開始下降,最終降低為零。當F2越接近零時,其降低速度越慢。所有試樣致動力F2的響應時間均比較接近(約為2 s)。隨著線圈尺寸逐漸增大,致動力F2的增加速率均隨之增大,并均在停止通電后的1~2 s內達到最大值,其中直徑為3.25 mm的棒針織制的致動器F2最大值在所有試樣中為最大,達到0.56 N,而直徑為2 mm的棒針織制的致動器F2最大值在所有試樣中為最小,為0.28 N。在冷卻初始階段,線圈尺寸越大,致動力F2的降低速率越高,但在冷卻階段后期,所有試樣F2的降低速率較為接近。
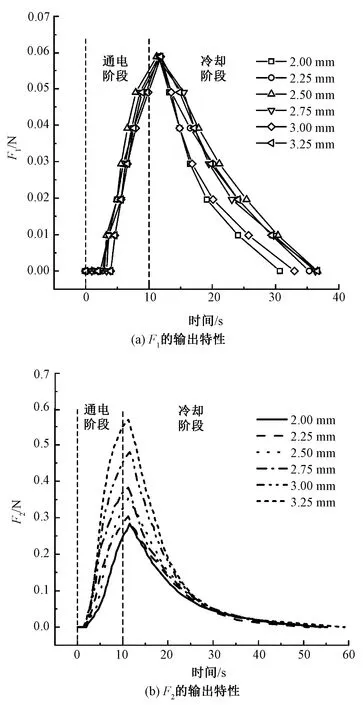
圖5 不同直徑的棒針針織而成的致動器在單次致 動過程中的致動力輸出特性Fig.5 Actuating forces of knit actuators knitted by different diameter needles in process of actuation for a single cycle. (a) Output characteristics of F1;(b) Output characteristics of F2
綜合來看,線圈尺寸主要影響了針織物致動器在面內線圈縱行方向輸出的致動力F2。線圈尺寸越大,F2值越大。其中,由直徑為3 mm的棒針針織而成的致動器的F2值因在受熱驅動階段增加速率較快,能夠達到的最大值也更大,且冷卻初始階段具有較快的下降速率,同時其F1值的下降速率也較快,因此致動力輸出性能最為優異。
2.3 致動電流值對致動力輸出特性的影響
采用不同大小的致動電流對針織物致動器進行加熱驅動時,其承受的電阻熱與升溫速率不同,因此針織物致動器將表現出不同的致動力輸出特性。為研究致動電流值對針織物致動器致動力輸出特性的影響,實驗中采用不同大小的致動電流對針織物致動器通電10 s后停止,在開始通電直至致動器中的SMA絲恢復至馬氏體狀態的時間段內連續測量致動器輸出的致動力。測試中的試樣均采用直徑為3 mm的棒針針織而成,線圈縱行數均為3,線圈橫列數均為26。不同致動電流下致動器單次致動過程中致動力輸出情況見圖6。
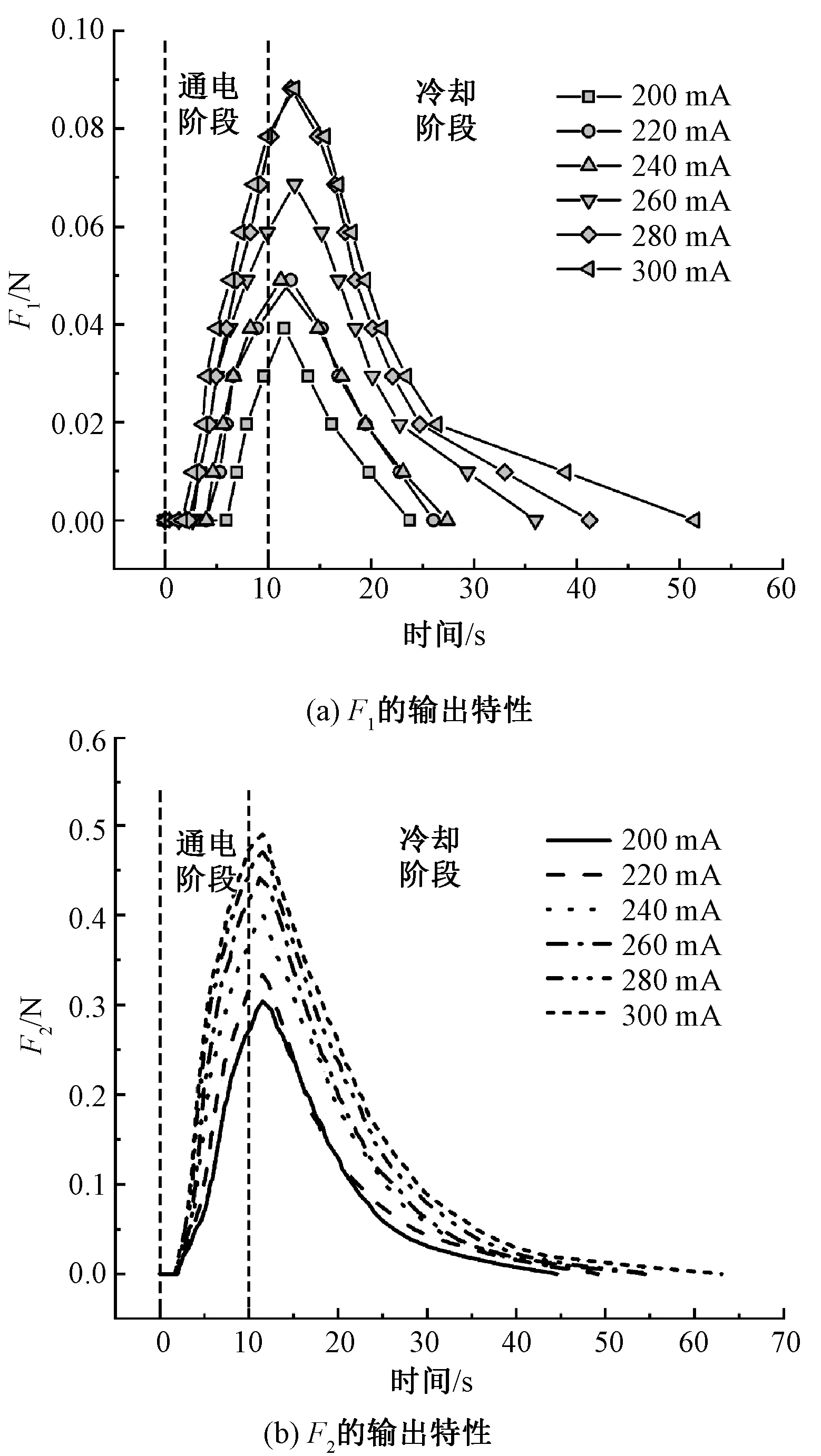
圖6 不同致動電流下致動器單次致動過程中 致動力輸出特性Fig.6 Actuating force of knit actuator driven by different current in process of actuation for a single cycle. (a) Output characteristics of F1;(b) Output characteristics of F2
由圖6(a)可以看出,試樣在通電后的一段時間(響應時間)內,F1值仍保持為零,隨后開始上升并在通電結束后一段時間內達到峰值,而后F1值開始下降并逐步降低至零。致動電流越大,致動器的F1響應時間越短,F1值在通電階段增加的速率越快,達到的最大值越大。所有致動條件下試樣的F1值均可在停止通電后的1~3 s內達到最大值,其中當致動電流為280 mA和300 mA時,致動力F1的最大值最大為0.088 N,而當致動電流為200 mA時,致動力F1的最大值最小,為0.039 N。在冷卻階段,致動電流越大,致動器的F1從最大值降低為零所需的時間越長。
從圖6(b)可以看出,所有試樣F2值在通電后約2 s后仍保持為零,隨后從零開始上升并在停止通電后一段較短時間內達到峰值,其后曲線逐漸下降,最終降低為零,且降低的速率逐漸減小。在通電階段,隨著致動電流的增大,致動力F2的響應時間較為接近,但F2值增加的速率越快,達到的最大值越大。所有致動電流下試樣的F2均可在停止通電后的1~3 s內達到最大值,其中當致動電流為300 mA時,致動力F2的最大值最大為0.49 N;而當致動電流為200 mA 時,致動力F2達到的最大值最小為0.3 N。在冷卻初始階段,致動電流越大,致動力F2下降的速率越快,但在冷卻階段后期,F2下降至零所需的時間更長。
綜合來看,致動電流值對針織物致動器中SMA絲的相變過程影響較顯著。致動電流值越大,SMA絲由馬氏體相變為奧氏體的速率越快,而由奧氏體恢復為馬氏體的速率越慢。當致動電流大于240 mA時,針織物致動器輸出的致動力值較大,在冷卻階段致動器由奧氏體恢復為馬氏體狀態所需的時間較長;當致動電流小于240 mA時,針織物致動器輸出的致動力較低,但在冷卻階段致動器由奧氏體恢復為馬氏體狀態所需的時間較短。因此,致動電流應根據實際應用場合的需求(高致動力或者低冷卻時間)進行選擇。
2.4 冷卻時間對循環致動特性的影響
循環致動特性表示在連續間歇通電驅動下,針織物致動器輸出的致動力的變化規律。冷卻時間的變化將影響針織物致動器由奧氏體恢復為馬氏體狀態的相變過程,因此將影響致動器的致動力輸出特性。為研究不同冷卻時間下致動器的循環致動性能,實驗中采用240 mA的直流電流對針織物致動器通電10 s后停止,隨后冷卻一定時間,如此循環20次,在開始通電直至第20次循環結束的時間段內連續測量不同的冷卻時間下致動器輸出的致動力的變化情況。測試中的試樣均采用直徑為3 mm的棒針針織而成,線圈縱行數均為3,線圈橫列數均為26。不同冷卻時間下針織物致動器循環致動過程中致動力輸出情況見圖7。
由圖7(a)可看出,在20個致動循環中,致動力F1與F2的增加速率、達到的最大值和降低速率均可保持穩定,沒有顯著的變化,其中F1的最大值可達0.049 N,并可在20 s的冷卻時間內恢復為零,而F2的最大值穩定在0.43 N左右,且可在20 s的冷卻時間內恢復至0.04 N左右。在1個致動周期中,針織物致動器致動力的最大值與最小值的差值越大,致動器能夠輸出的有效功越高。

圖7 不同冷卻時間下針織物致動器循環致動過程中 致動力輸出情況Fig.7 Actuating forces of knit actuator under different cooling time in process of cyclic actuation. (a) Cooling time of 20 s;(b) Cooling time of 15 s; (c) Cooling time of 10 s
由圖7(b)可看出,在20個致動循環中,致動器F1與F2的增加速率、達到的最大值和降低速率均可保持穩定,其中F1的最大值穩定在0.049 N左右,并可在15 s的冷卻時間內恢復至0.01 N左右,而F2的最大值穩定在0.43 N左右,且可在15 s的冷卻時間內恢復至0.078 N左右。
由圖7(c)可看出,在20個致動循環中,致動器F1與F2的增加速率、達到的最大值和降低速率均可保持穩定,其中F1的最大值穩定在0.049 N左右,并可在15 s的冷卻時間內恢復至0.02 N左右,而F2的最大值穩定在0.45 N左右,并可在15 s的冷卻時間內恢復至0.17 N左右。
綜合來看,冷卻時間的減小對循環致動過程中輸出致動力F1與F2的最大值沒有明顯影響,但最小值有所增加,導致針織物致動器在1個致動周期中的最大值與最小值的差值略有降低,即輸出的有效功減小。不同冷卻時間下,致動器在循環致動過程中F1與F2的增加速率、最大值和降低速率均可保持穩定,因此,本文所制備的針織物致動器具有以一定頻率的循環致動的能力,表明其在軟體機器人中具備一定的實際應用潛力。
3 結 論
本文設計了以鎳鈦形狀記憶合金絲為芯絲、芳綸復絲為外包纖維的SMA絲包覆紗,通過針織技術用此包覆紗制備了1種可利用電阻熱驅動以產生主動變形的針織物致動器,研究了致動器結構參數與致動條件對其致動力輸出特性的影響規律,得到如下結論。
1)緯平針針織物結構的柔性致動器受電阻熱驅動后將產生沿線圈縱行方向的彎曲變形。
2)隨著針織物致動器線圈橫列數的增加,其沿面內線圈縱行方向輸出的致動力近似呈線性關系顯著增加,而在垂直于織物平面方向輸出的致動力略有降低。
3)當針織物致動器的線圈尺寸增加時,其在致動過程中沿面內線圈縱行方向輸出的致動力隨之增加,且在冷卻階段致動力降低速率較快。
4)提高致動電流值將使針織物致動器輸出的致動力增大,但在冷卻過程中將增加致動器由奧氏體恢復為馬氏體狀態的時間。
5)在循環致動過程中,冷卻時間的減小將使針織物致動器輸出的有效功減小,但針織物致動器具有穩定、快速的循環致動能力。
