某超超臨界火電機組鍋爐高溫再熱器管開裂原因分析
2021-01-05 04:29:10楊洪波邱質彬
中國金屬通報 2020年17期
楊洪波,邱質彬,許 輝,王 魯
(1.貴州華電桐梓發電有限公司,貴州 遵義 563200;2.華電電力科學研究院有限公司,浙江 杭州 310030)
電站鍋爐管道部件大多數長期運行在高溫、高壓環境中,其材料隨著服役時間的延長會出現不同程度損傷,甚至發生爆管泄漏事故,嚴重影響機組的安全運行[1-5]。因此,對鍋爐管道的失效及泄漏原因進行針對性地分析總結,研究其失效特征,才能制定預防類似事故的措施和對策,進而保障機組的安全運行。某超超臨界1000MW機組于2018年8月13日投入運行,累積運行約2000h后發現,鍋爐大包內高溫再熱器入口管屏左數18屏前數第4根管(管材為12Cr1MoVG,規格為φ51×4)與高溫再熱器集箱基建安裝對接焊縫發生開裂。為了找出開裂原因,為電廠制定相應處理措施提供理論依據,杜絕此類問題再次發生,對該管子進行進試驗分析。
1 試驗材料及方法
試驗用斷裂管子宏觀形貌如圖1a,斷裂后的左側部分為母材(記為斷裂側母材),右側部分包含焊縫和母材(記為未斷裂側母材),相應的宏觀斷口形貌分別見圖b、圖c,可見斷裂位置位于焊接接頭的熔合線附近。斷裂的管子上未發現明顯磨損、腐蝕、刮傷、鼓包、變形(含蠕變變形)等情況,管子壁厚未明顯減薄。
試驗方法包括硬度檢測、金相分析等。硬度檢測使用400HBS-3000A布氏硬度計硬度計,金相分析設備使用Leica DMI5000M金相顯微鏡。
2 試驗結果
2.1 硬度檢測
對高溫再熱器管開裂焊口的不同區域進行布氏硬度檢測,其中母材、焊縫測2個點,熱影響區測1個點,結果如表1所示。焊縫兩側母材的平均硬度值分別為146HBW、153HBW,符合DL/T 438-2016標準要求。但是焊縫處平均硬度值為307HBW,遠高于DL/T 869-2012標準要求。焊縫兩側的熱影響區硬度值分別為249HBW、216HBW,斷裂側熱影響區硬度值比未斷裂側熱影響區硬度值低33HBW。
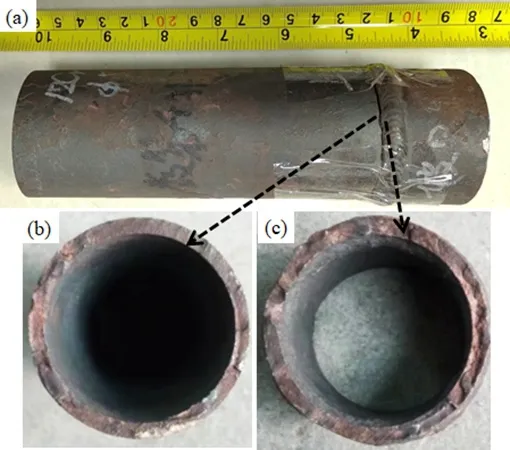
圖1 開裂的高溫再熱器管:(a)整體形貌;(b)左側斷口;(c)右側斷口

表1 高再取樣管焊口布氏硬度值(HBW)
2.2 金相檢測
高溫再熱器管開裂焊口的金相組織見圖2,未斷裂側母材的金相組織為鐵素體加貝氏體,球化3.5級,斷裂側母材的金相組織也為鐵素體加貝氏體,球化3級,兩側母材金相組織未見嚴重老化。熱影響區的金相組織為貝氏體加少量馬氏體,焊縫金相組織也為貝氏體加馬氏體,兩個區域的組織類型相同,均存在馬氏體淬硬性組織。
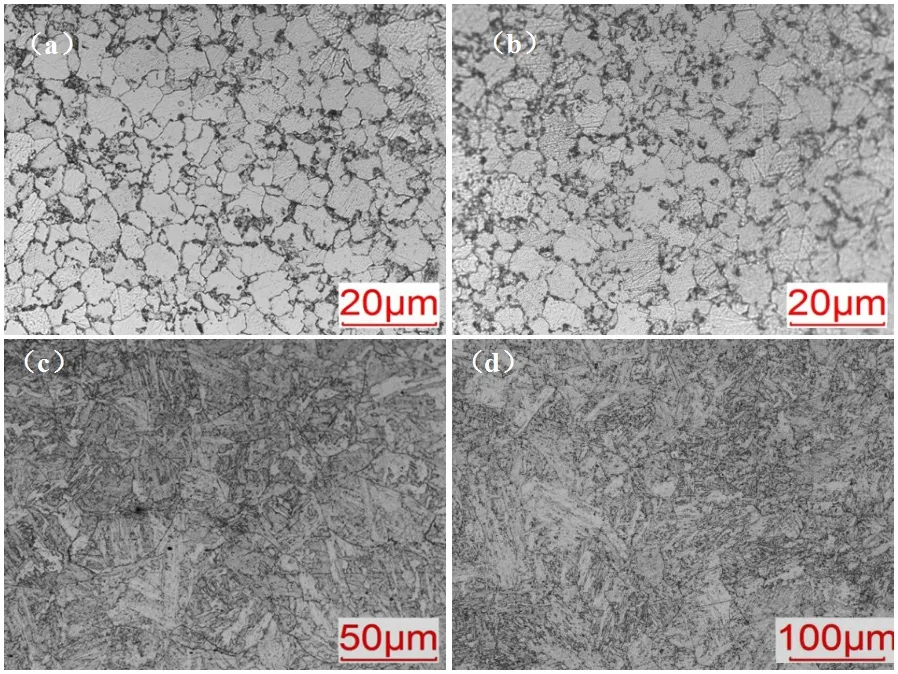
圖2 開裂焊口金相組織
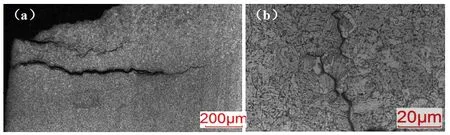
圖3 縱截面裂紋形貌
從縱截面金相照片可以看到,管子沿著焊縫熱影響區的粗晶區發生開裂,在開裂面附近還存在兩條長度較大的次裂紋,裂紋擴展方向均是從管內向管外(圖3a)。進一步觀察發現,裂紋兩側均覆蓋著一層黑色氧化物,主要沿晶界擴展,在裂紋尖端附近可見斷續的沿晶微裂紋(圖3b),其擴展方向與長裂紋相同。
3 原因分析
實驗結果表明,該高溫再熱器管子開裂位置為焊縫熱影響區的粗晶區,裂紋沿粗晶邊緣擴展,為沿晶裂紋,由裂紋形貌與擴展方式,可確定初始裂紋為焊接再熱裂紋。焊縫兩側母材的金相組織和硬度未見異常。焊縫和熱影響區的金相組織均為貝氏體加馬氏體,焊縫平均硬度值為307HBW,超過標準“焊縫硬度不超過母材硬度值加100HBW,對于合金總含量小于或等于3%,焊縫硬度值不大于270HBW”的要求。焊縫硬度過高會導致與母材的彈塑性差異性增加,變形協調性降低,同時管子在服役過程中,承受著高溫氧化、水汽腐蝕以及熱應力作用,尤其當機組啟停以及工質參數波動較大時,焊縫熱影響區的粗晶區會形成較大應力集中,促進裂紋的擴展,最終導致管子開裂。焊縫硬度過高主要是由于焊接工藝或操作不當,造成焊接熱量輸入過大或焊接后的冷卻速度過快,形成了淬硬性組織。
4 結論
(1)高溫再熱器管開裂位置為焊縫熱影響區粗晶區,從管子內表面向外表面開裂,初始裂紋為焊接再熱裂紋。
(2)焊縫硬度偏高,焊縫與母材變形協調性降低,受鍋爐運行過程中溫度波動等多方面原因的影響,粗晶區易產生應力集中,最終加速再熱裂紋擴展,最終導致管子開裂。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24