刺輥速度對棉結變化和重新分布的影響
2021-01-05 03:44:00曹繼鵬張明光于學智
紡織學報 2020年7期
曹繼鵬,張明光,于學智
(1. 遼東學院 服裝與紡織學院,遼寧 丹東 118003; 2. 遼東學院 遼寧省功能紡織材料重點實驗室,遼寧 丹東 118003)
刺輥作為梳棉機的主要部件之一,對梳理過程中棉結和雜質的去除、纖維的轉移等均會產生重要的影響,因此,對刺輥的研究也一直是梳棉理論研究的重要環節之一。刺輥握持梳理是短絨的主要產生點與最大排除點[1]。Artzt[2]通過研究指出,增加刺輥速度會引起紗線疵點增加。Juzo Hosokawa[3]研究了梳棉機速度對棉結形成的影響,實驗中錫林速度固定為340 r/min,刺輥速度分別取630、840、1 260和1 680 r/min ,結果表明,刺輥速度在840 r/min時,生條中的棉結含量最小。該實驗中還測試了1 g棉卷產生的生條、蓋板花和刺輥落棉中的棉結數,指出大多數棉結存在于生條中,蓋板花與刺輥落棉中的棉結僅占少數;但是文獻中并沒有提及錫林漏底下落棉的情況,而且限于當時的技術手段還只能用手工進行檢測,也沒有提及帶籽屑棉結的情況。
Mills[4]研究指出,對于高速梳棉機來說,如果必須通過增加刺輥速度才能保證每個針齒上最優的纖維數量是1根時,那么應該增加刺輥速度,但是過高的刺輥速度可能會損傷纖維[5]。G?ktepe等[6]在三刺輥梳棉機上研究了刺輥速度對纖維性能的影響,發現刺輥速度對棉結數量和尺寸沒有顯著影響,但當刺輥速度較高時,生條中粒雜、塵雜和異物率的含量較高。研究還指出,在較高刺輥速度下,落棉中的纖維有更大的伸長,但是不包括刺輥下落棉。此外,在低刺輥速度下,錫林后部分落棉中的纖維長度更長,強力更高一些。Ishtiaque等[7]指出,對于固定的給棉板隔距,纖維開松隨著刺輥速度的增加而增加,生條中的棉結數量降低到一個最小值,然后由于纖維進一步的開松而開始增加。Prakash Vasudevan[8]指出,刺輥區的開松是一個包含多因素的復雜過程。原材料的特性,如纖維長度、細度和抱合性等都對原料的開松起顯著的作用,要求開松應該與原料的特性相適應。例如對于單刺輥梳棉機,在加工抱合性較高的纖維時,較低的刺輥速度對減少小棉束的數量更有利。研究結果表明,單刺輥對加工較細又長的纖維(抱合性較好的纖維)更有利,而三刺輥對加工短及中長棉纖維(大于平均細度)更為有利。孫鵬子[9]通過對比不同時期的刺輥速度得出, 隨著梳棉機產量的提高, 梳棉機刺輥速度總體上是下降的,同時給出了不同梳理條件下刺輥速度的選擇范圍。于學智等[10]探討了梳棉機錫林與刺輥速比對生條質量的影響,指出在確保纖維正常分梳和轉移的條件下, 適當提高速比有利于產品質量的提高。Gangwar[11]研究了梳理參數對棉纖維加工的影響,發現隨著刺輥速度增加,棉網中的棉結先減少然后增加,減少的原因是由于對纖維進行更好地開松,但是進一步增加刺輥速度將會造成纖維損傷,因此,棉網中的棉結增加也可能與錫林-刺輥表面的速比變化有關。文獻[12-14]從錫林與刺輥速比、刺輥齒條的創新及梳理工藝方面探討了其對梳理及成紗質量的影響。
鑒于刺輥速度對棉結有重要的影響,本文設計在4種刺輥速度條件下,分別檢測棉花經過分梳后刺輥落棉、蓋板花、生條、錫林漏底落棉中棉結數量的變化情況,研究棉花經過分梳后棉結的重新分布規律。
1 試驗部分
1.1 原 料
原料采用的是新疆棉,用USTER公司生產的先進纖維信息系統(AFIS)進行檢測,其結果如表1所示。

表1 試驗原料的AFIS 測試結果 Tab.1 AFIS test results of materials used in experiment
1.2 試驗工藝流程
原棉開清流程采用鄭州紡織機械廠生產的A系列開棉設備,即A002型抓棉機→A006B型混棉機→A034型多滾筒開棉機→A036型豪豬開棉機→A092型雙棉箱給棉機→A076A型單打手成卷機,制備成卷后,在青島紡織機械廠生產的A186F型梳棉機上進行梳理成條。
1.3 試驗條件
試驗所用的棉卷均為同系列清棉機在同一時間內所加工,棉卷定量為425 g/m。
試驗所用的梳棉機為A186F型:錫林速度為360 r/min;道夫速度為30 r/min;刺輥速度取4檔,分別為800、1 000、1 200和1 400 r/min;4檔刺輥速度下對應的錫林與刺輥線速比分別為2.3、1.9、1.5和1.3;錫林與蓋板之間的隔距為0.20、0.18、0.18、0.18和0.20 mm;小漏底隔距入口為6 mm,第4點為1 mm,出口為1 mm;除塵刀隔距為0.36 mm;后固定蓋板根數為4,其隔距從下至上分別為0.89、0.76、0.64、0.51 mm,齒密為90齒/(25.4 mm)2;生條定量為25.0 g/(5 m)。
1.4 試驗方法
每個試驗方案紡2個棉卷,每個方案分別取生條、蓋板花、刺輥落棉、錫林漏底落棉各30個子樣,用USTER AFIS單纖維測試儀分別對其進行測試,以保證測試結果的可靠性[15-16]。其中錫林漏底落棉主要包含錫林漏底下方落棉及錫林-道夫三角區下方落棉,與刺輥落棉同時收集,在刺輥與錫林隔距點下方用垂直于地面的擋板分開。
2 試驗結果
4種不同的刺輥速度下取樣的棉結AFIS檢測結果如表2所示,根據檢測結果對棉卷、生條、蓋板花、刺輥落棉、錫林漏底落棉中的總棉結數和帶籽屑棉結數(SCN)進行了計算。在此基礎上計算出棉卷經過梳理后棉結在生條、蓋板花、刺輥落棉、錫林漏底落棉中的重新分布情況。表3示出不同刺輥速度下梳理過程總棉結及帶籽屑棉結平均尺寸的變化情況。
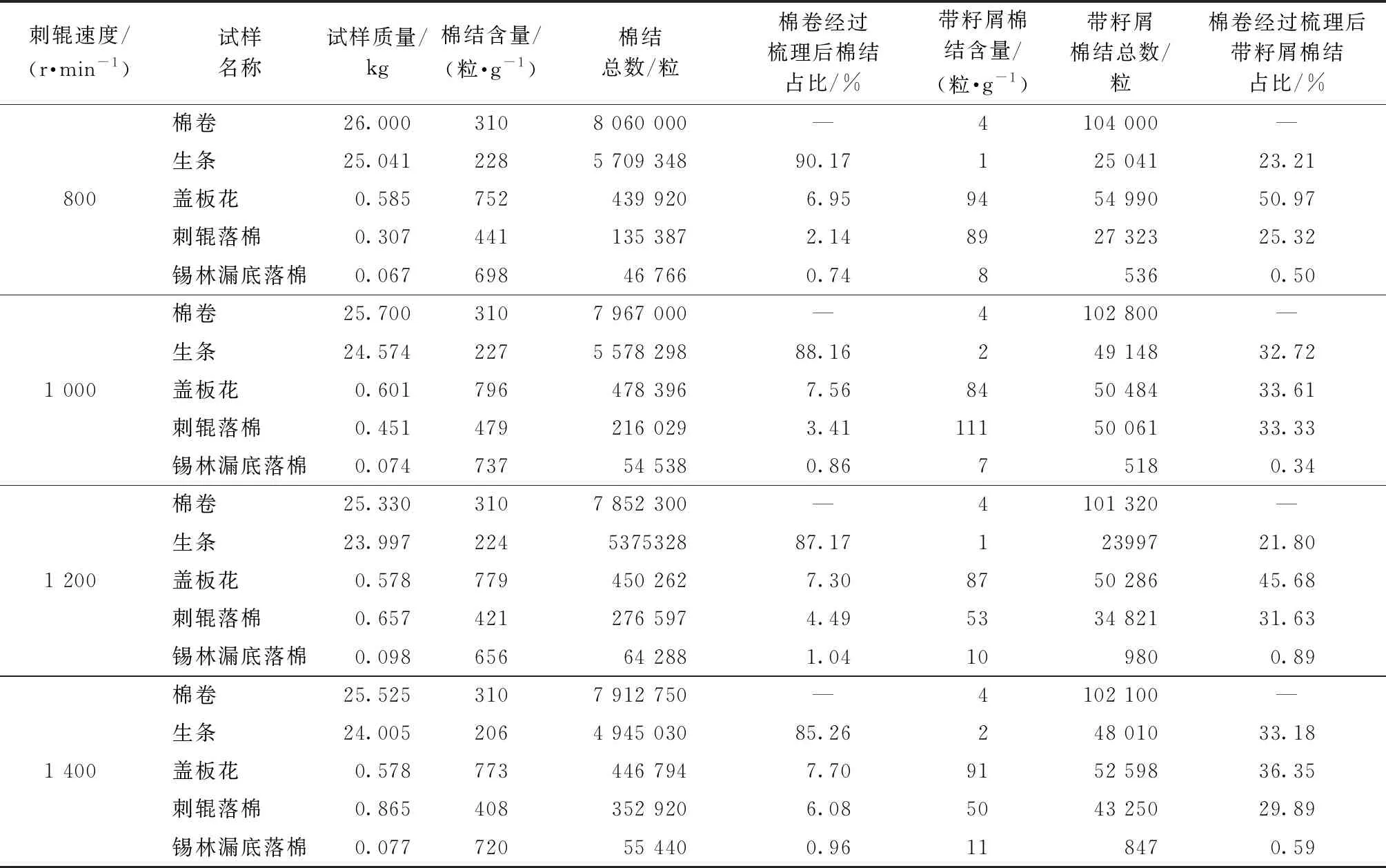
表2 梳理過程中不同刺輥速度時棉結總數和帶籽屑棉結的重新分布情況Tab.2 Redistribution of total neps and SCNs in carding process under different taker-in speeds

表3 不同刺輥速度下生條及幾種落物中棉結總數和帶籽屑棉結的平均尺寸Tab.3 Average size of total neps and SCNs in card sliver and several droppings under different taker-in speeds
需要說明的是,棉卷、蓋板花、刺輥落棉、錫林漏底落棉均通過實際稱量得出,由于生產的連續性,生條質量由棉卷與其他幾種落棉質量的差值估算得出,考慮到實際生產中灰塵及飛花等的影響,生條實際產出質量可能略低于該估算值。
3 結果分析
3.1 棉卷經分梳后棉結數量的變化
由表2可知,當刺輥速度為800 r/min時,棉卷經梳理后產生的刺輥落棉、蓋板花、生條和錫林漏底落棉中棉結總數為6 331 421粒,原來棉卷中棉結總數為8 060 000粒。可以看出,梳理過程中棉結總數是下降的,下降的比例為21.45%;帶籽屑棉結在棉卷中總數為104 000粒,經過梳理后各部分總和為107 890粒,比原來略有增加,增幅為3.74%。
采用同樣的方法計算其他3種速度方案(見表2),可看出,棉結總數都是下降的,下降的比例分別為20.58%、21.47%和26.7%,但是帶籽屑棉結數都是增加的,增加比例依次為46.12%、8.65%、41.73%。從以上數據可以看出:棉結總數下降的幅度在20.58%~26.7%之間,可見梳棉過程使棉結總數得到降低,但降低幅度較小,這與原料質量較差有關系;其中的帶籽屑棉結數量卻是增加的,其主要原因還是由于籽屑的破碎造成的,這一點可以從棉結尺寸的變化上得到證實。
3.2 棉卷經分梳后棉結的重新分布
由表2可看出棉卷經分梳后棉結的重新分布情況。在4種刺輥速度下,生條中棉結總數占比范圍為85.26%~90.17%,蓋板花中棉結總數占比范圍為6.95%~7.70%,刺輥落棉中棉結總數占比范圍為2.14%~6.08%,錫林漏底落棉中棉結總數占比范圍為0.74%~1.04%。就帶籽屑棉結而言,生條中占比范圍為21.80%~33.18%,蓋板花中占比范圍為33.61%~50.97%,刺輥落棉中占比范圍為25.32%~33.33%,錫林漏底落棉中棉結占比范圍為0.34%~0.89%。
根據以上分析可知,棉卷經梳理成條后,棉結發生重新分布,由于生條是下一步紡紗的主要產品,占據棉卷的主要質量,因此其中的棉結含量也相應占據很高的比重,最高達90%;但其他幾部分去除棉結的比例有所不同,蓋板花中去除棉結的比例是最大的,尤其是帶籽屑棉結去除比例更大,其次為刺輥落棉,錫林漏底落棉中去除棉結的比例很小。
3.3 棉結經過分梳后尺寸的變化
由表3可知:就總棉結的平均尺寸來看,棉卷中棉結的平均尺寸為681 μm;經梳理之后,生條的平均尺寸有所下降,下降幅度在13.1%~14.2%之間;在其他幾種落棉中,刺輥落棉中棉結尺寸最大(767~812 μm),蓋板花中的棉結尺寸其次(738~751 μm),錫林漏底落棉中的棉結尺寸最小(650~663 μm)。3種落棉相對于棉卷中的總棉結平均尺寸而言,刺輥落棉和蓋板花中棉結的平均尺寸是增加的,增加的幅度范圍分別為12.6%~19.2%和8.4%~10.3%,這與刺輥落棉和蓋板花中所去除的帶籽屑棉結比例較大有關;錫林漏底落棉由于經過主分梳區的分梳之后,其中的棉結尺寸是變小的,減小的幅度范圍為2.6%~4.6%。
利用上述同樣的方法對帶籽屑棉結尺寸的變化進行分析,可以得出:棉卷中的帶籽屑棉結平均尺寸為1 078 μm;經過梳理之后,生條中帶籽屑棉結的平均尺寸(747~782 μm)有所下降,下降幅度在27.5%~30.7%之間。在其他幾種落棉中,蓋板花中的帶籽屑棉結尺寸最大(1 138~1 204 μm),刺輥落棉中帶籽屑棉結尺寸其次(1 035~1 127 μm),錫林漏底落棉中帶籽屑棉結尺寸最小(765~889 μm)。這與棉結平均尺寸的排序有所不同。3種落棉相對于棉卷中的帶籽屑棉結平均尺寸而言,只有蓋板花中帶籽屑棉結的平均尺寸是增加的,增加的幅度范圍為5.6%~11.7%,這可能與棉結在蓋板中充塞有關;刺輥落棉中帶籽屑棉結平均尺寸與棉卷中相差不大,這與其早落有關。錫林漏底落棉中的帶籽屑棉結尺寸減小的幅度較大,在17.5%~29.0%之間。
3.4 棉結去除效率的比較
表4、5示出4種刺輥速度下棉卷、生條、蓋板花及其他落棉中棉結的含量變化情況。
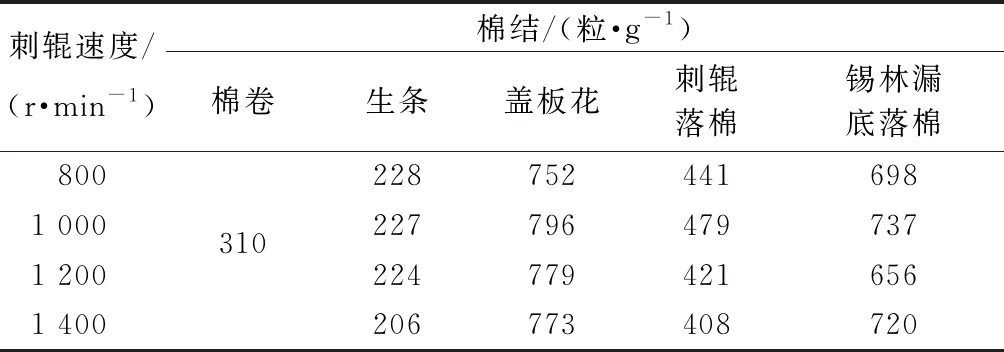
表4 不同刺輥速度下梳理過程棉結含量變化Tab.4 Content of total neps under different taker-in speeds
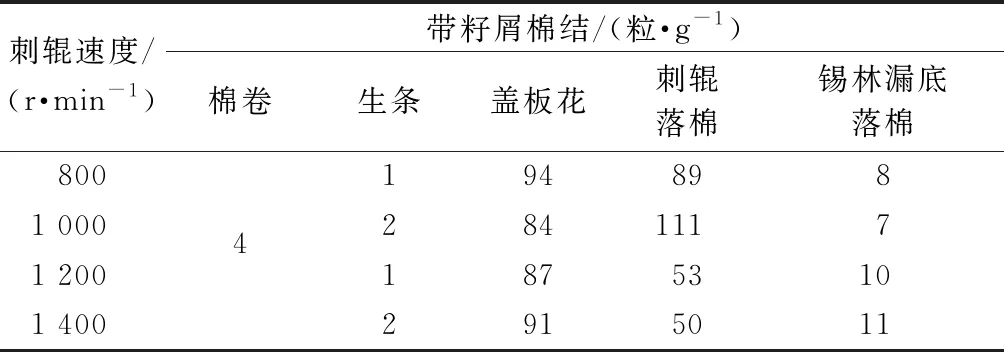
表5 不同刺輥速度下梳理過程帶籽屑棉結含量變化Tab.5 Content of SCNs under different taker-in speeds
由表4、5可看出:對棉結總數而言,在4種刺輥速度下,棉卷經過分梳產生的3種落棉中均以蓋板花中棉結含量最高,之后依次為錫林漏底落棉、刺輥落棉;而對于帶籽屑棉結去除情況,總體上仍以蓋板花去除效率最高,之后依次為刺輥落棉和錫林漏底落棉。同樣由表4可知,隨著刺輥速度的增加,生條中棉結含量有降低的趨勢,但蓋板花、刺輥落棉、錫林漏底落棉中的棉結含量并沒有明顯規律可循。
從以上分析可以得出:在棉結去除上,蓋板花是最有效的方式;刺輥速度高一些有利于生條中棉結含量的降低,進而提高生條質量。但同時還要兼顧纖維損傷問題,因為刺輥速度提高,在增加刺輥對棉束開松能力的同時,會使纖維損傷進一步加大。
4 結 論
1)梳棉可以使棉結總數得到降低,在4種刺輥速度條件下其降低的幅度在20.58%~26.7%之間;帶籽屑棉結含量有所增加,幅度范圍較大,在3.74%~46.12%之間,這可能與籽屑在梳理過程中的破碎有關系。
2)棉卷經過分梳后,棉結重新分布,其中生條中所占的比例最大,4種刺輥速度條件下棉結總數占比在85.26%~90.17%之間,其他依次為蓋板花、刺輥落棉和錫林漏底落棉。
3)梳理過程中,相對于棉卷中總棉結平均尺寸而言,生條中棉結尺寸降低13.1%~14.2%;3種落棉中的刺輥落棉和蓋板花中棉結的平均尺寸是增加的,增加的幅度范圍分別為12.6%~19.2%和8.4%~10.3%;錫林漏底及其他落棉由于經過主分梳區的分梳之后,其中的棉結尺寸是變小的,減小的幅度范圍為2.6%~4.6%。
4)在棉結去除上,蓋板花是最有效的方式,依次為錫林漏底落棉和刺輥落棉;對于帶籽屑棉結去除而言,蓋板花也是最有效的方式,依次為刺輥落棉和錫林漏底落棉。刺輥速度高一些有利于生條中棉結含量的降低,進而提高生條質量,但同時要兼顧纖維損傷。
