冷軋鍍鋅汽車外板表面形貌特征控制研究
2021-01-06 02:38:14尹樹春
中國金屬通報 2020年10期
劉 洋,張 濤,尹樹春
(唐山鋼鐵集團有限責任公司,河北 唐山 063000)
1 冷軋汽車板
1.1 板形和尺寸公差板形
冷軋產品需要嚴格控制波紋等缺陷問題,當冷軋帶鋼出現缺陷則后影響后續下料進料等工序,從而使得材料利用率大大降低,嚴重時則導致板材質量不合格從而無法使用。在尺寸公差的控制中,鋼板的厚度是整個核心,鋼板過厚時會導致卡鋼的情況;鋼板過薄時則無法保障沖壓強度。
1.2 沖壓成形性和抗凹陷性
保證沖壓質量對于汽車外板的質量有著直接的關系。當前汽車生產制造中對于汽車的速度、環保性以及舒適性等有了較高的要求。同時在外觀設計上,汽車的外觀逐漸趨于流線化設計。因此這給汽車外板的加工帶了極大的考驗,因此如何提升汽車的剛性和整體性成為了當前研究重點。因此對于汽車外板而言,在降低厚度的同時要提升外板強度,需要保持其具有良好的抗凹陷能力和防沖撞能力。確保在外板受到沖擊時其板材能夠抵消更多的動能。
1.3 表面質量和涂裝性能表面質量
涂裝表面質量是衡量板帶性能的重點區域。汽車涂裝對于汽車外板的美觀程度和物理性能有著重要的影響。涂裝工作決定了汽車外漆的最終效果。對于外班的評價指標需要包含表面缺陷、潔凈程度、以及整體形態三個方面。對于鋼板外表需要有著如下的要求:表面平整光滑、無孔隙、無顆粒、無銹蝕斑點、以及無劃痕等缺陷。根據相關的行業標準,對于汽車采用的鋼材通常有兩個級別:03 級和05 級。對于一般汽車要求通常在03 級,對于轎車等其他車型需要保持在05 級。另外清潔程度也同樣需要人們的關注,保持鋼材表面的清潔能需要良好的清洗工序和沖壓作用,以此保證壓件的整體質量。
1.4 焊接性能和耐蝕性能
對于汽車的生產制造中,通常焊接實現各個結構的連接。通常焊接方式為點接法。電阻點焊法具有高度生產效率能夠實現汽車焊接自動化等工作,因此被廣泛使用到當前的汽車生產加工中。對于當前的汽車板而言,通常為低碳鋼板,該類型鋼板在通過點焊連接方式時具有較長的抗疲勞壽命,具有良好的焊接效果。另外在抗腐蝕方面,國外對于汽車板的耐腐蝕性提出了10 年抗穿孔、5 年抗表面腐蝕的要求。這一點對于很多裸板鋼材提出了較高的要求,因此當前大部分汽車廠選擇鍍鋅鋼板來提升抗腐蝕效果。
1.5 冷軋汽車板的發展
冷軋汽車鋼板的工藝發展經歷了早期的低深沖到高深沖的階段。對于工藝要求從早期的低強度要求提升到當前的高強度要求。其生產模式也從傳統的氫罩式退火爐發展到連續退火爐的生產加工方式。另外在焊接方式上從等厚常規焊接發展到差厚激光拼焊的方式。下面將詳細論述:
(1)從沖壓發展來看,冷軋汽車板從原始的沸騰鋼、低碳鋁鋼到現在采用的IF 鋼材。隨著鋼材的改變,其沖壓級別也從原始的低深沖到當前的深沖水平,部分達到了特深沖和超深沖的級別要求。在沖壓級別要求提升的同時,對于冷軋板的輕度和延展性得到了極大的提升。
(2)從焊接發展來看,當前激光焊接技術和拼焊技術得到了較大的技術支持,因此得到了極大的發展。目前焊接工作大多采用了上述技術。從焊接性能來看,激光焊接對于焊接熱量要求較低,同時在焊接工作中不會發生較高的變形,同時工作效率高,焊接強度大,并且能夠重復操作。同時采用激光焊接能夠實現異種金屬焊接,給生產帶來極大的便利,因此激光焊接被廣泛應用到當前的生產加工技術中。當采用激光焊接時,可以通過激光把汽車不同的材料和涂層等實現良好的連接,同時能夠無視鍍層之間的差異進行焊接,經過焊接厚的毛胚板進行沖壓后可以實現牢固的組合結構,實現在原有結構上的二次強化。因此通過此類方法可以降低材料的浪費,同時提升汽車裝配生產效率。因此采用激光焊接技術可以提升汽車裝配工作,同時降低生產成本,對于超寬板材的加工起到了極大的幫助。
2 以表面形貌為核心的鍍鋅汽車板光整工藝研究
2.1 鍍鋅外板工藝參數控制和粗糙度研究
在本文總,對于軋錕的相關參數和車板的光整工藝進行了分析,并且通過分析建立了相關的計算模型和粗糙度分析模型。經過分析后,HX180BD+Z 的粗糙度復制約為60%左右,而對于粗糙度的常規復制率要求基本在50%到75%之間。對于HX180BD+Z 中的軋制力平均值約為5250KN,而對極限力學區間為4900KN 到5900KN 之間。
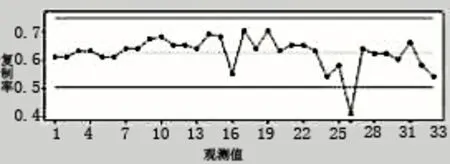
圖1 HX180BD+Z 復制率分布數據單值圖
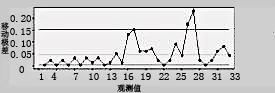
圖2 HX180BD+Z 復制率分布數據移動極差
在本章節中,對于HX180BD+Z 型號的鋼材進行模型分析后,我們結合了帶鋼和軋錕的粗糙程度,單位軋制力,軋制速度以及金屬的延伸率進行了分析計算,同時得到了以下的關系式:
粗糙度均值=0.234+0.666*軋輥均值+0.000118*單位寬度軋制力-0.00418*軋制速度-0.182*延伸率。
2.2 鍍鋅外板工藝參數控制和粗糙度研究
本文選在了DX54D+Z 型號的鍍鋅鋼材進行了研究,通過分析了其軋錕參數和光整工藝,同時建立了相關的粗糙分析模型。對于粗糙度復制率約為49%,復制率區間為41%到55%區間。對于該型號的軋制力平均值為2600KN,其極限區間為2378KN到2950KN 之間。
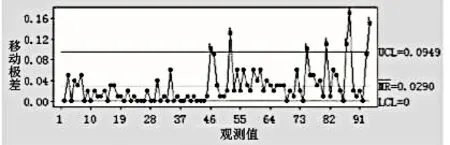
圖3 DX54D+Z 復制率分布數據移動極差
在本章節中,通過分析研究DX54D+Z 鍍鋅外板的粗糙度模型,筆者總結了其不同參數之間的關系方程:
粗糙度均值=-0.476+0.412*軋輥粗糙度+0.000209*單位寬度軋制力+0.00032*軋制速度+0.221*延伸率。
2.3 以表面形貌為核心的鍍鋅汽車板光整工藝
2.3.1 HX180BD+Z 生產工藝
本生產工藝采用小粗糙度基輥,適當降低軋制力控制,HX180BD+Z 的Ra=0.82μm,RPC=105,Wca=0.326,符合客戶對汽車外板的表面形貌要求。
2.3.2 DX54D+Z 生產工藝
本生產工藝采用小粗糙度基輥,適當降低軋制力控制,DX54D+Z 的Ra=0.93μm,RPC=101,Wca=0.28,符合客戶對汽車外板的表面形貌要求。
2.4 鍍鋅汽車外板軋輥磨削工藝
2.4.1 磨削工藝
通過降低半精磨過程中的砂輪轉速至20~24mpm,減少精磨過程總橫移速度至400mm/min,磨削后軋輥粗糙度Ra=2.2μm,RPC=105,Wca=0.3。由于軋輥的差異性及砂輪的持續消耗,可在小范圍內微調磨削參數。
2.4.2 毛化工藝
毛化工序中通過降低毛化過程中的伺服增益至1.0,減少主軸速度至35,降低輥面速度至1600,從而減少軋輥毛化過程中的軋輥震動,從而降低波紋度。毛化工序中通過降低輥面速度至1600 從而減少軋輥毛化過程中的軋輥震動,從而降低波紋度。
3 波紋度計算方法
為了消除測量平臺傾斜造成的誤差,在進行分離前,使用線性回歸對形貌輪廓進行平坦化。波紋度的計算一般分為三步:分離形狀、分離粗糙度和計算波紋度輪廓曲線高度算術平均值。
4 結論
(1)通過對于當前某合資企業的汽車外板進行分析研究后,我們總結處粗糙度、平整工藝等之間的關系,論述了軋錕和鋼板之間的廣西,同時提出了解決鋼板外觀的相關要求。另外結合本文的研究對象對于其軋錕參數對于成品的平整度的影響,通過分析計算建立了良好的粗糙分析模型。
(2)另外本文通過對于磨削工藝的論述,提出了一種新型的、能夠降低粗糙度同時具有高度質量的磨削工藝參數。該方法能夠降低砂輪轉動速度,降低橫移速度,從而實現質量的提升。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
汽車與安全(2019年9期)2019-11-22 09:48:03
世界農藥(2019年2期)2019-07-13 05:55:12
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
決策探索(2014年21期)2014-11-25 12:29:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
