等匯聚點與非等匯聚點的復合紡紗技術進展
2021-01-06 03:41:52曹吉強于偉東杜趙群
毛紡科技 2020年6期
曹吉強,于偉東,杜趙群
(1.東華大學 紡織學院,上海 201620; 2.新疆大學 紡織與服裝學院,新疆 烏魯木齊 830046;3.東華大學 紡織面料技術教育部重點實驗室,上海 201620)
環錠紡是應用非常廣泛的紡紗方法。20世紀30年代已經出現基于環錠紡的復合紗,Joseph[1]發明了短纖維/短纖維復合紗。復合紡紗線相關研究表明,其合股紗可作為床單、織帶、針織、編織、皮帶、繩索等用紗[2-3]。到20世紀50年代末,長絲/短纖維復合紡紗出現。1986年,國際羊毛局(IWS)提出了在Sirospun紡紗系統中將長絲與粗紗條平行喂入匯聚加捻成紗技術[4],文獻[5-6]研究了短纖維/長絲的Sirofil紡。作為纖維紗線技術專刊申請量居國內主要高等院校首位的東華大學[7],在21世紀初由于偉東教授領銜的紡織材料與技術和纖維軟物質(Textile Materials Technology & Fibrous Soft-matter,TMT-FSM)團隊研究了自然匯聚點[8-10]多軸系的復合紡紗機構,發明了有關等匯聚點[11-12]與非等匯聚點[13-15]的復合紡紗專利,對該技術的軸系有效數及變化形式作了理論闡述。本文以設計研制實用復合紗機構為基礎,闡述以軸系數和成紗結構排列分類復合紗,實現了提升纖維可紡性、改變成紗性能與復合紗功能化,可為復合紡紗技術的應用與創新提供范例和依據。
1 復合紡紗方式及對成紗結構和性能的影響
1.1 復合紡紗方式
在環錠細紗機的牽伸區喂入2組纖維:粗紗須條和長絲束,當其從前羅拉鉗口輸出時,粗紗須條和長絲束加捻匯聚而紡成紗。2種匯聚方式受力示意圖見圖1。其為典型的對稱與不對稱的二軸系復合紡紗,中間粗線是添加的三軸系復合紡在匯聚點O的受力示意圖,其中,F1、F2為組分張力;W1、W2為組分軸系間距;β1、β2為組分匯聚角;M1、M2為組分扭矩。與過O點垂線嚴格對稱的匯聚(β1=β2)為對稱匯聚,見圖1(a);而喂入的絲束或須條線密度或張力各異,為不對稱匯聚(β1≠β2),見圖1(b);若中間粗線(三軸系)左右擺動,則仍為不對稱紡紗。因此,復合紡可引入多(大于等于2)軸系來滿足環錠紡成紗結構的多樣性、高性能及功能智能化。
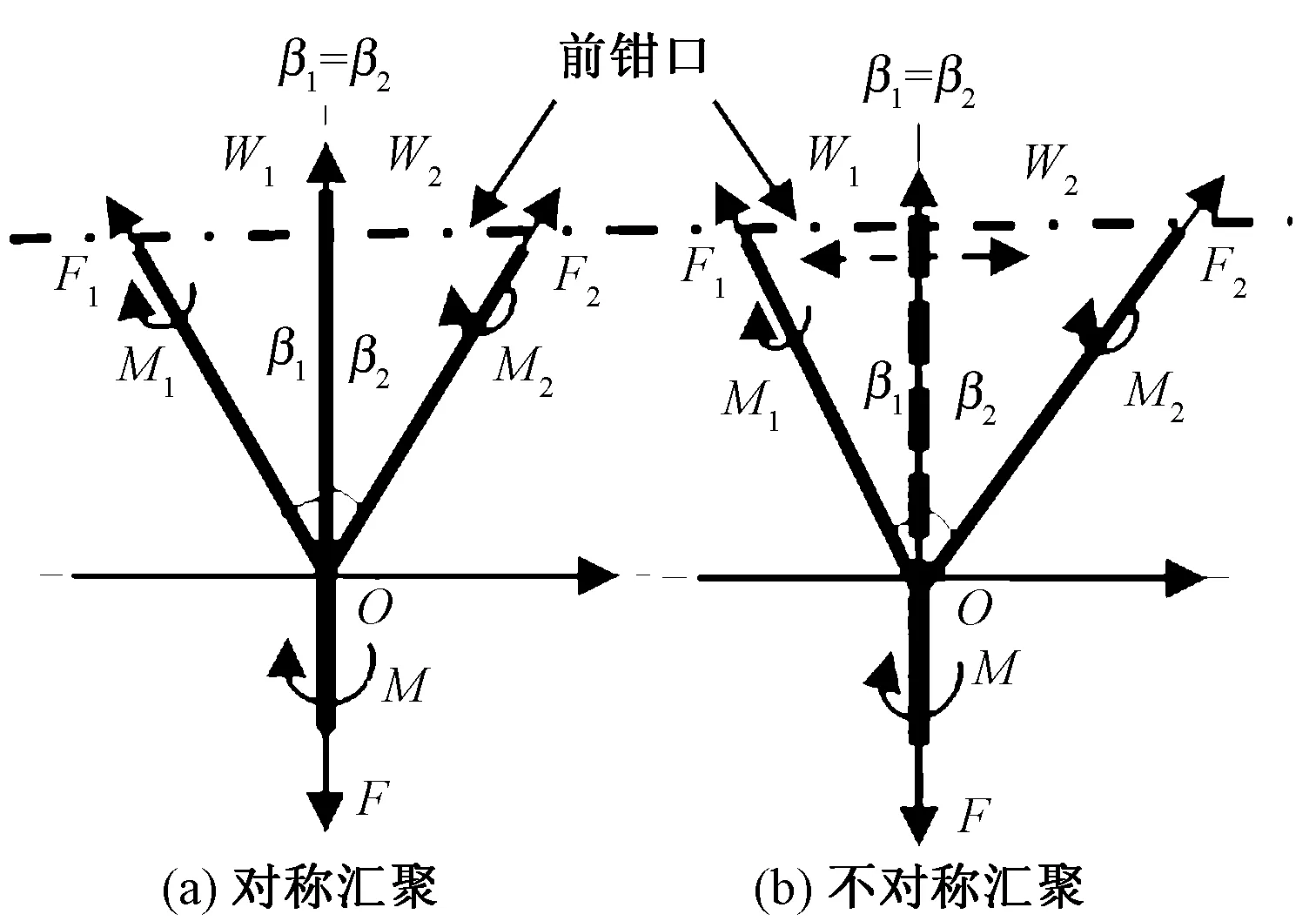
圖1 2種匯聚方式受力示意圖
1.2 工藝參數對成紗結構和性能的影響
紗線的結構、性能和紡紗生產效率受紡紗工藝參數的影響。主要包括4個工藝參數:軸系間距(W)、匯聚點高度(H)、張力(F)、須條線密度(Nt1)和長絲線密度(Nt2),線密度直接決定成紗結構。其他因素還包括:相關研究提出的鋼絲圈尺寸、導紗鉤孔徑、影響匯聚點不穩定的線密度不勻等[16-18]。
1.2.1 軸系間距
紡紗的軸系間距影響組分間距,而組分間距的大小是影響匯聚點、成紗結構和性能的重要因素之一。軸系間距(W)是一個獨立的參數,若W1=W2,則沿圖1中心線方向對稱;若W1≠W2,則沿圖1中心線方向不對稱,即若β1=β2,則沿圖1中心線方向對稱;若β1≠β2,則沿圖1中心線方向不對稱,紗線會根據軸系間距(W)不同,呈現出不同的內部結構。軸系間距(W)與匯聚點高度(H)成正切關系,W1,2=H·tanβ1,2。紡包芯紗時,以一定張力長絲為芯,并位于短纖維須條正中或兩邊上,可被短纖維須條包覆。
1.2.2 匯聚點高度
匯聚點高度(H)是變量,當F1=F2自然匯聚時,匯聚點的位置取決于捻度,即捻回角(β)和軸系間距(W),即H=W1,2/tanβ1,2,捻回角(β)由軸系間距造成匯聚點的對稱或不對稱,由軸系間距(W)與匯聚點高度(H)可確定實際捻回角和捻度(Ttex)的關系式:
式中:β為捻回角,(°);d為紗線直徑,mm;Ttex為紗的捻度,捻/(10 cm)。
在實際加工中錠速和前羅拉線速度有關,即須條輸出速度決定捻度的大小和匯聚點高度。若前羅拉速度(v1)大,錠速(v)不變,匯聚點位置降低,匯聚點不穩定增大。而錠速變化,紗線張力(F)、匯聚點夾角、扭矩(M)、捻度等均發生改變。錠速增加時,捻度增大,張力亦增加,匯聚點位置上移,在加捻扭矩(M)作用下,捻度向上傳遞,復合特征紗線強力增大。
1.2.3 張 力
紡紗中,尤其是長絲/短纖維復合紡時,因二者粗細不同,所受張力F也不同,F大者被包纏,而F相同并不一定對稱,而是線密度大者被包纏;若F1=F2,且線密度相同,則沿圖1中心線方向對稱。二軸系只有1個匯聚點,且為自然匯聚,為二者不同偏向的互扭成紗。三軸系可有2個匯聚點,此時是非自然匯聚,即2個匯聚點高度不同(非等匯聚點)。由此,利用雙須條對稱喂入,而長絲束以低張力或欠喂,可實現呵護碳纖維的或形狀記憶高彈紗的紡紗[19-20]。對二軸系的復合紡可調節長絲張力,使長絲束與短纖維須條包纏互換,實現等模量的紗體,在受力下匯聚點完成結構變換,克服剝皮現象,可變為更柔彈,也可變為強韌的復合紗,以適應于不同性質纖維的紡紗繼而實現成紗的高彈性、舒適化等功能。特別是在須條線密度(Nt1)和長絲線密度(Nt2)差異無法改變的情況下,調整張力(F),是最方便快捷的調控方式。對于匯聚點第一成紗段的張力,有待進一步的定量分析。
1.2.4 線密度
紗線張力(F)不同,匯聚點位置不同,當紗線組分粗細不同時,需引入第4個因素線密度(Nt),即須條線密度(Nt1)和長絲線密度(Nt2)。在加捻張力(FT)作用下,纖維須條和長絲,各自走最短路徑完成自然匯聚,早期的多軸系復合紡紗基本都是如此。當F1=F2的自然匯聚時,線密度(Nt)大者被包纏;當紡長絲與短纖維復合紗時,通常長絲偏細,須條包纏長絲一定要加張力(F)。依此原則,通過對須條和長絲粗細的選擇和張力的相配選擇,可實現對稱復合紡,否則須加入人工強迫的定點匯聚;若要使長絲和短纖維張力(F)相同,應使用較粗的長絲,但又失去了復合紡意義;而不對稱匯聚則會出現包纏效果,粗紗一般為被包覆的芯紗。結合軸系、須條和長絲細度、硬挺度和排列選擇,可控制匯聚點的位置,進而紡成不同結構的復合紗。Nt1+Nt2等于復合紗線密度(N)。
由此可知,軸系間距(W)可調節匯聚點位置的高度(H),張力(F)和線密度(Nt)可以調節匯聚的角度。在三軸系紡紗過程中,若捻度(Ttex)不發生變化,軸系間距(W)變大,會產生上傳捻度(TUp)增大,即第1個匯聚點以上的捻度增大,通常紡紗第1個匯聚點以上的捻度是極小的。
2 等匯聚點復合紡紗技術進展
等匯聚點只有1點,Sirospun紡紗系統是等匯聚點與非等匯聚點多軸系復合紡紗的原型,二軸系與三軸系可通過分層、包纏、包芯和互扭結合,即2+2,2+3,3+3組合,可實現大于等于四軸系的復合紡,本文主要研究二軸系和三軸系復合紡紗技術。而大于六軸系,一是成紗變粗;二是變為等匯聚點的自然行為。
2.1 二軸系的對稱與不對稱紡紗
二軸系對稱與不對稱復合紡紗方法[21-22]見圖2。
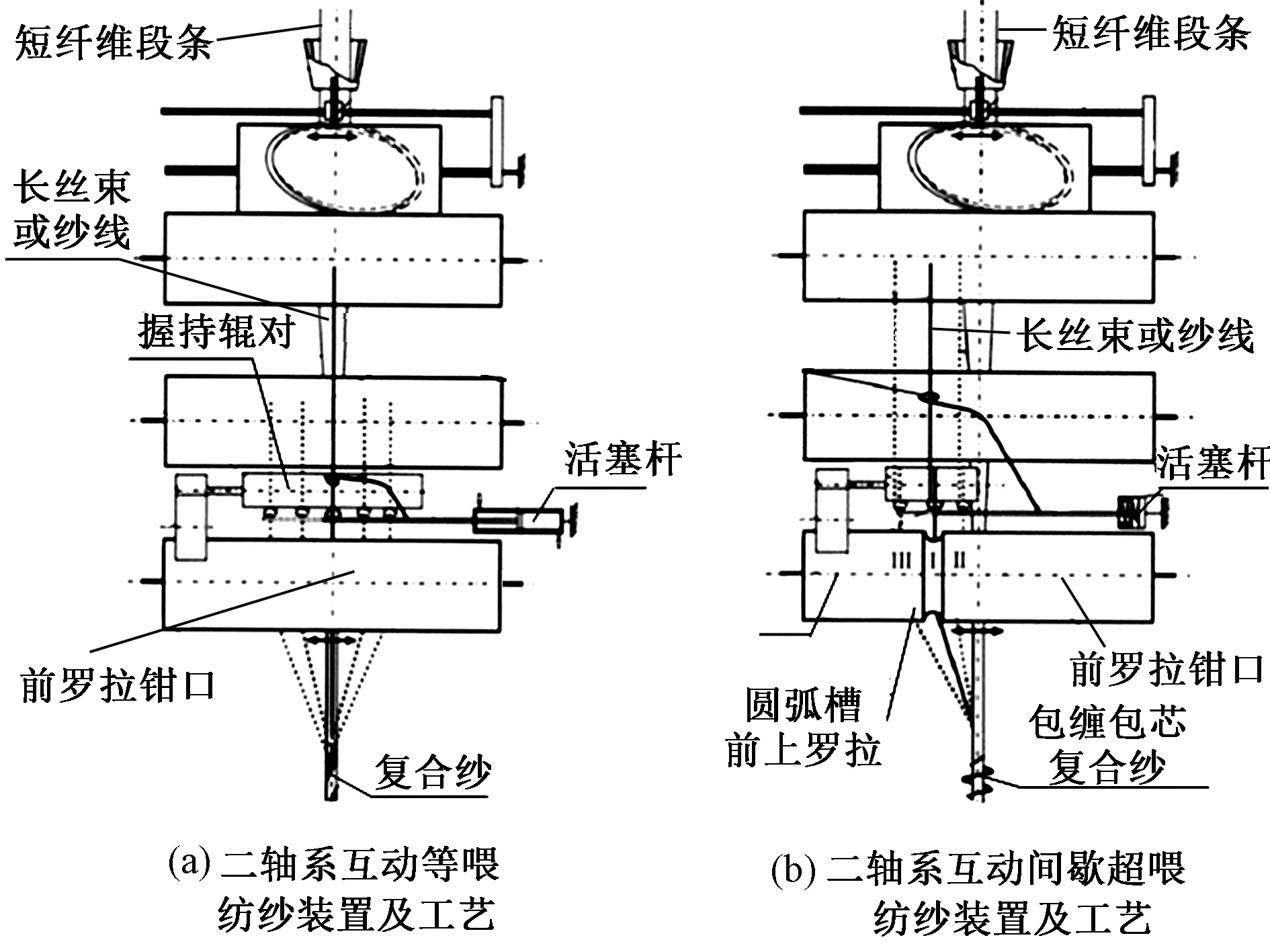
圖2 二軸系對稱與不對稱復合紡紗方法
2.1.1 對稱紡紗
Sirospun紡和長絲/短纖維復合紡為單一或雙組分的等匯聚點紡紗。二軸系成紗結構有互絞或包芯分層結構及不對稱包纏的等模量結構,見圖2(a)。Sirospun紡多為單組分須條間的對稱互扭等匯聚點紡紗系統。為在匯聚點得到對稱互扭結構效果,絲束或短纖維須條一般是相同粗細、相同組分質量的;為得到包芯或包纏,一般用同軸或用細度僅為須條的1/10的長絲束,相當于長絲螺旋中心軸與須條同軸;若要得到不對稱互絞,只需調節長絲的張力。
2.1.2 不對稱紡紗
不對稱互絞或包纏的復合紡是較普遍使用的。作為發明專利[21-22],一種二軸系長絲互動等喂復合紡紗裝置,可用于長絲變位包纏和同軸包芯的復合紡紗,以及長絲束或細紗在短纖維須條左右移動時,可周期或非周期性的變角度包纏而使該復合紗呈不同的光學效應;二軸系互動間歇式超喂復合紡紗裝置,見圖2(b),可用于變位的間歇式超喂或等喂的包纏復合紡,而使復合紗呈不同的竹節效應。
2.2 三軸系的對稱與不對稱紡紗
三軸系對稱復合紡紗方法見圖3。其中等匯聚點三軸系的不對稱復合紡較為普遍,除其中一軸在中軸線上外(見圖2)。三軸系等匯聚點的成紗是分層結構,為呵護式紡紗或高彈復合紗紡紗,常用的三軸系復合紡紗也有相關研究,如通過控制各軸系纖維體的各軸系的位置、張力和復合比,獲得3種成紗結構:類股線、包芯紗和包纏紗結構[23]。一種對碳纖維對稱保護的三軸系復合紡紗工藝[19],見圖3(a);一種高彈力復合紗的紡紗工藝及其設備[20],見圖3(b);一種短纖維束對稱包覆剛性纖維長絲的紡紗裝置及方法[24],見圖3(c),可以保證碳纖維不受損傷,為呵護式紡紗;實現了化纖長絲包覆剛性纖維長絲[25],可解決碳纖維加工脆斷問題。
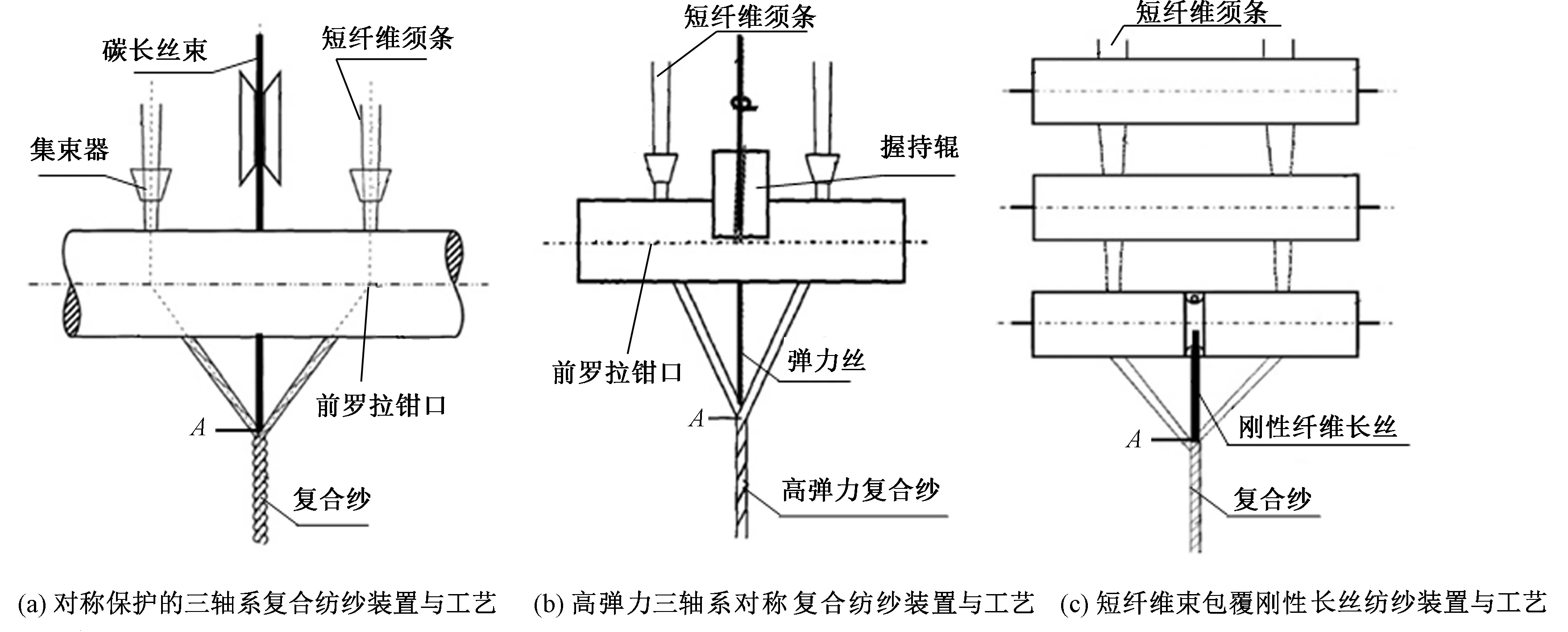
圖3 三軸系對稱復合紡紗方法
3 非等匯聚點復合紡紗技術進展
非等匯聚點不同于等匯聚點的自然匯聚,是受控匯聚,故該點須握持。非等匯聚點一般是不對稱的,對稱只是個例(見圖2)。三軸系有2個匯聚點,且多不在同一水平線上,本文只介紹三軸系不對稱紡紗,四軸系紡紗亦有對稱和不對稱之分,本文只討論四軸系對稱紡紗。對大于六軸系的復合紡紗技術可以采用二到四軸系組合。
3.1 三軸系的不對稱紡紗
非等匯聚點的軸系不對稱復合紡紗技術是復合紡紗技術的基本形式,國內外亦有相關研究。樊理山等[26]研究了三組分長絲與短纖維復合紗線的生產原理;陳征兵等[27]研究了毛紡織行業新型環錠紡紗技術中加捻三角區的改進問題;Matsumoto等[28]提出了環錠紡細紗機上的三短纖維須條復合成紗方法。于偉東等[13-14]研究環錠紡非等匯聚點復合紡紗技術,如非對稱分束展絲的非等匯聚點紡復合紗及其應用,可用于對超短、易掉屑、易飛花纖維和偏短、偏弱回用纖維的保護式、柔軟光潔、高支化的復合紡紗。三軸系不對稱復合紡紗方法如圖4所示。
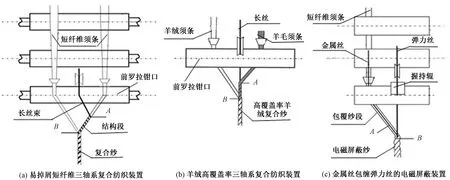
圖4 三軸系不對稱復合紡紗方法
圖4(a)為一種易掉屑短纖維的三軸系非等匯聚點復合紡紗裝置及呵護式紡紗方法[29],易掉屑木棉須條與長絲束在前羅拉鉗口輸出后的第1匯聚點A處加捻復合形成加捻結構段,再在第2匯聚點B處與棉須條加捻復合而減少毛羽并增強紗體,形成三軸系復合紗。該技術有效控制了木棉掉屑量。
圖4(b)三軸系不對稱復合紡紗方法[30]用于羊絨、羊毛二須條和氨綸絲的三軸系非等匯聚點(A、B)的復合紡紗,最終形成羊絨覆蓋率高且羊絨不易剝離,又具有高彈形狀記憶的復合紗。由于羊毛纖維既與氨綸絲有很好的抱合力,又與羊絨有優異的交互作用,故可穩定成紗結構,又可在羊絨含量較低時充分展現羊絨特性。同理,該機構也可用于木棉紡紗,外層是棉,中間層是木棉,芯紗是彈力絲或彈力紗,這樣既完全呵護木棉纖維,達到成紗的完全防掉屑,又增加了成紗彈性。
圖4(c)三軸系不對稱復合紡紗方法[31]是將剛性的金屬絲通過螺旋軌跡轉變為彈性纖維,并在其外層包覆舒適的天然纖維,形成包芯結構的有捻須條,并包纏在彈力絲上,形成2根長絲1根短纖維的高彈形狀記憶的復合紗。其第1匯聚點A較為隱蔽,須條的加捻三角區;第2匯聚點B為包纏成紗點。紡制的智能功能復合紗可用于聲子吸收、反波原理的電磁屏蔽、產業用、服裝、家用紡織品、可穿戴柔性傳感器等[31-33]。
3.2 四軸系的對稱紡紗
四軸系對稱復合紡紗,最典型的是徐衛林等[34]研究的“嵌入紡”技術,四軸系非等匯聚點對稱(嵌入式)復合紡原理圖見圖5。第1級復合匯聚點為C1、C2;第2級即最終復合匯聚點為C,該技術設計合理,但在C1、C2點必須具有握持機構,若無握持機構,四軸系會遵循自然匯聚原則變為等匯聚點,即只有1個匯聚點C,這也是該復合紗綜合性能難以提升的根本原因。另外,在無握持機構情況下,最有效方式是提升C1、C2的位置,須條進入三角區,即變為包芯紡。
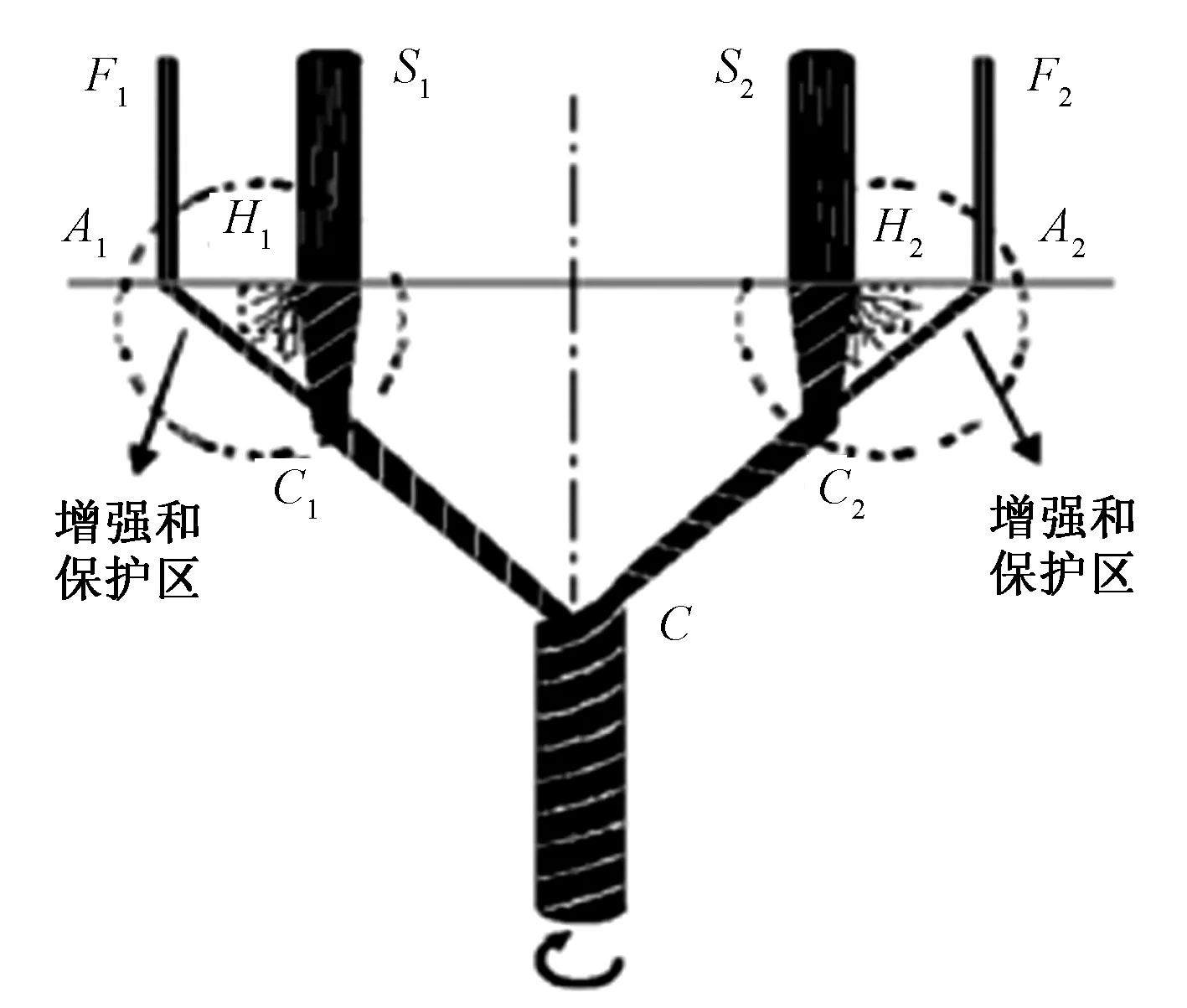
圖5 四軸系非等匯聚點對稱(嵌入式)復合紡原理圖
3.3 大于等于五軸系的復合紡紗

4 結 論
本文所涉及的專利技術可為短纖維的高效、低耗、高品質成紗和復合紡紗技術發展提供技術支撐;為紗線多樣化、功能化、智能化提供依據;為不可紡纖維,尤其是偏短、偏弱、高彈、剛性纖維提供技術參考與思路。