曲面鋁合金錘擊平整技術研究*
2021-01-06 04:49:46杜曼殊林曉輝
制造技術與機床 2021年1期
關鍵詞:實驗
楊 帆 杜曼殊 林曉輝
(廈門理工學院機械與汽車工程學院,福建 廈門 361024)
鋁合金材料因其具有密度小、質量輕、延展性好等優點,廣泛應用于汽車輕量化制造、列車車體結構制造、航空航天等領域[1-2],然而普通鋁合金材料表面硬度遠低于鋼、鐵等金屬材料,在一定程度上限制了其應用。為了提高鋁合金表面的硬度,噴丸及陽極氧化是較為常見的工藝方式,表面噴丸處理雖能提高表面硬度,但噴丸后會使零件表面的粗糙度增大,陽極氧化雖能在零件表面生成一層氧化膜提高零件表面硬度及耐腐蝕性,但難以控制零件面形精度[3-6],另一方面拋光雖然可以較好地控制加工后零件表面的面形精度,但是卻難以改變零件表面的硬度,同時由于鋁合金易氧化、硬度低等特點導致其拋光性也較差,拋光加工較為困難[7]。
機械錘擊是一種機械式的通過不去除零件表面材料的方式來提高零件表面硬度、降低表面粗糙度的加工方法,最早由德國KWL公司提出[8],其基本原理是利用錘擊工具頭以一定的頻率往復直線運動的方式撞擊零件表面以達到對零件表面的平整作用。Bleicher F通過對鋼材料表面進行錘擊加工,研究了主要錘擊參數對表面性能的作用效果,并在此基礎上通過機械錘擊的方式將碳化鎢顆粒附著到鋼材料表面使其摩擦性能得到提高[9-10]。Mannens R研究了機械錘擊的錘擊力,錘擊角度及錘擊行程對X3CrNiMo13-4表面完整性的影響,認為與噴丸技術相比,機械錘擊加工技術可獲得表面更光滑、殘余應力更高的加工表面[11]。Schulze V將機械錘擊用于對材料表面的改性處理,分析了對材料表面錘擊壓模后的殘余應力,討論了機械錘擊在材料表面改性處理方面的應用[12]。S Krall將機械錘擊技術與工業機器人技術相結合實現了錘擊的自動化加工,并對鋼材料表面進行了錘擊加工,研究了錘擊過程中對機器人運動路徑的確定性及穩定性的影響[13]。
由上述研究可知,機械錘擊可以用于提升零件表面的平順性及力學性能,是一種有效的零件表面平整方式。但是其研究的對象多是平面鋼材料,而對于鋁合金材料,尤其是曲面鋁合金材料表面的錘擊平整加工,未見相關報道。因此本文將機械錘擊平整技術應用在工業機器人上,對凸形曲面鋁合金材料表面進行錘擊平整,并對錘擊后零件表面的粗糙度、表面硬度及表面形貌進行了測量觀察,探究各錘擊工藝參數對曲面鋁合金表面平整質量的影響規律。
1 實驗準備
1.1 實驗平臺搭建
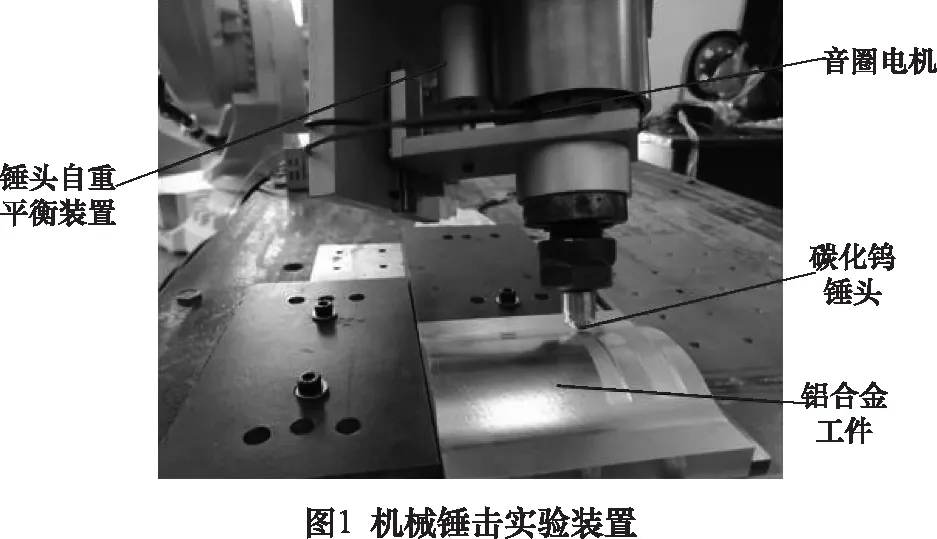
實驗平臺環境主要包括實驗加工樣品,錘擊裝置,工業機器人IRB6700。實驗加工樣品為牌號6061銑削加工后的凸形曲面鋁合金,曲面半徑R=25 mm,表面經過銑削加工可見明顯刀痕,并對樣品表面粗糙度、硬度及初始表面形貌進行了測量觀察便于后期加工結果的對比分析。錘擊裝置主要由音圈電機及其控制軟件,碳化鎢球形錘頭,重力平衡裝置及其用于將裝置安裝到機器人法蘭上的附屬結構,如圖1所示。其中音圈電機的型號為XVLC180-005-00N,其主要性能參數如表1所示。重力平衡裝置用于平衡錘頭在未使能狀態下的自身重力,保證錘擊過程中錘頭與工件之間的加工間距。
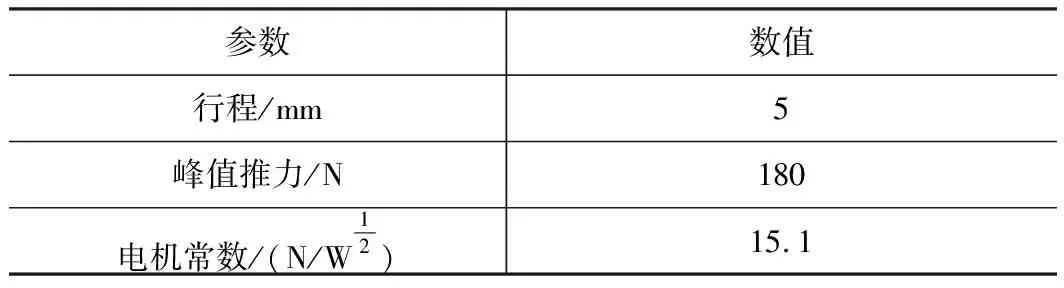
表1 音圈電機主要參數
實驗中采用的工業機器人型號為IRB6700,其最大負載為200 kg,重復定位精度為0.05 mm,工作的最大范圍為2.6 m。錘擊裝置通過螺栓固定連接到機器人法蘭盤上,可隨機器人一起運動。實驗工件裝夾在試驗臺上,并對工件進行標定,由電腦端控制機器人末端運動路徑,實現工業機器人對實驗工件表面的錘擊加工。
1.2 實驗測量
錘擊后的曲面鋁合金表面粗糙度采用Mitutoyo手持式粗糙度檢測儀進行測量,分別沿著錘擊進給方向和垂直錘擊進給方向進行測量,測量3次后取平均值,取粗糙度數值較大的作為測量結果。表面形貌采用基恩士3D激光共聚焦顯微鏡VK-X100K/X200K進行觀測(分辨率:5 nm,放大倍數:100~24 000倍),主要觀測錘擊前后工件表面的形貌及完整性。表面硬度采用顯微硬度計HX-1000TMC(測量范圍:5~3 000 HV,硬度示值誤差:小于3%)進行測量,加載力為5 N,保荷時間為15 s,通過顯微觀察和測量棱形壓痕的對角線長度計算出測量的硬度值。
2 實驗參數設置
本次實驗研究的主要參數包括錘擊的電流、錘擊頻率、錘擊節距以及進給速度,錘擊移動路徑采用經典的矩形光柵式路徑,錘擊電流及錘擊頻率通過錘擊裝置中的音圈電機系統來控制,進給速度及錘擊節距通過控制機器人末端運動速度及矩形式光柵路徑間隔來實現。各參數具體數值的設定如表2所示。

表2 錘擊實驗參數
采用單因素實驗,分別研究各個單錘擊參數對錘擊后的鋁合金表面粗糙度、硬度及表面形貌的影響,根據參數設定分為4組實驗,每組實驗設置3個參數梯度,每個參數梯度下的錘擊區域為30 mm×10 mm。
3 實驗結果分析
3.1 表面粗糙度
對實驗工件進行單一影響因素實驗,得到各錘擊工藝參數下的鋁合金表面粗糙度值。圖2為不同錘擊節距及錘擊頻率下的鋁合金表面粗糙度測量值。由圖2可以看出,錘擊后鋁合金表面粗糙度受錘擊加工節距的影響較大,其測量值隨著錘擊節距的增大而急劇增大。錘擊頻率對其表面粗糙度的影響較為有限,增大錘擊頻率可降低錘擊后鋁合金表面的粗糙度值。
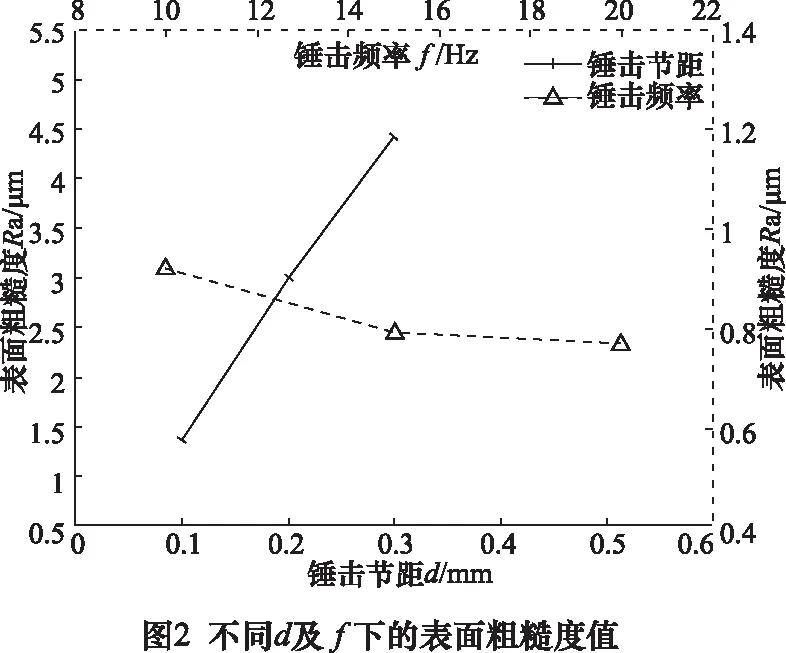
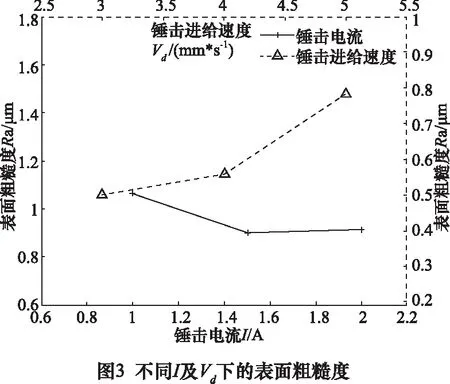
圖3為不同錘擊電流及錘擊進給速度下的鋁合金表面粗糙度測量值,由圖可知相比于錘擊節距,錘擊電流及錘擊進給速度對粗糙度影響較小。隨著錘擊進給速度的增大,表面粗糙度值會出現較大幅度的增加。而增大錘擊電流雖可在一定程度下減小表面粗糙度值,但是影響較為有限。因此可知采用小錘擊節距、高錘擊頻率及低的錘擊進給速度可有效減小錘擊后鋁合金表面的粗糙度。
3.2 表面形貌
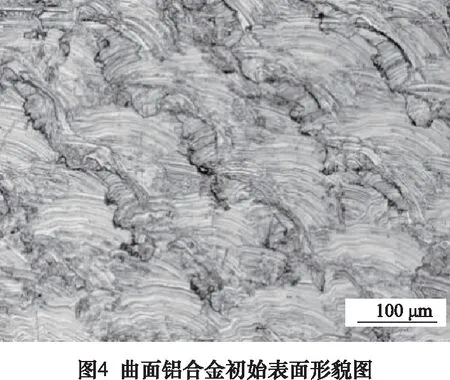
如圖4所示,為曲面鋁合金經銑削加工后的表面形貌,可見上面分布有較為明顯的銑削刀痕。
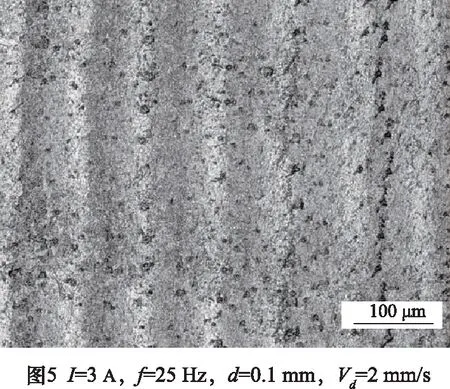

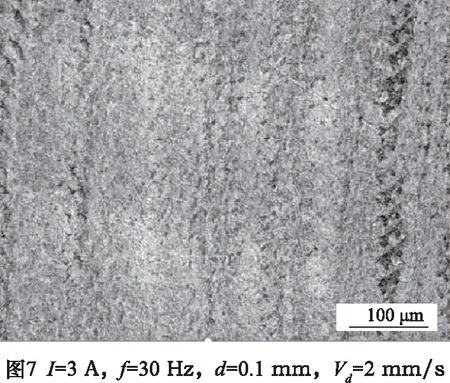
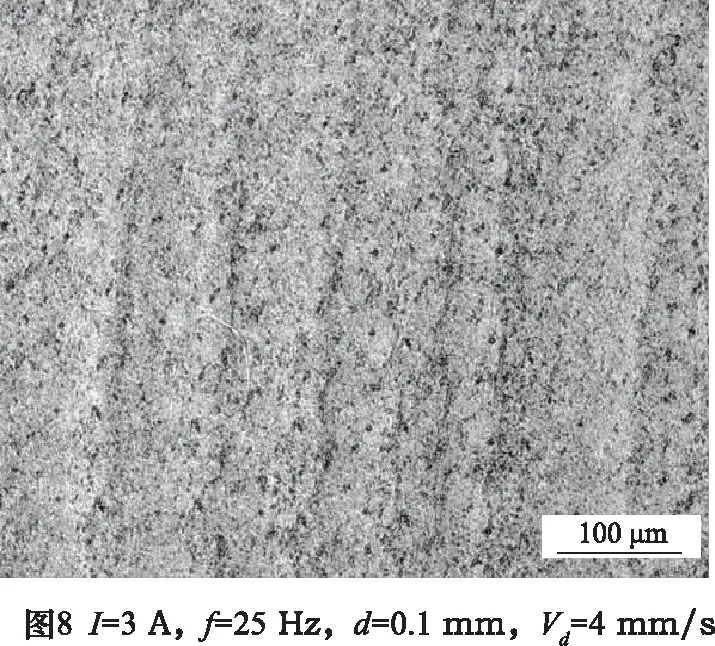
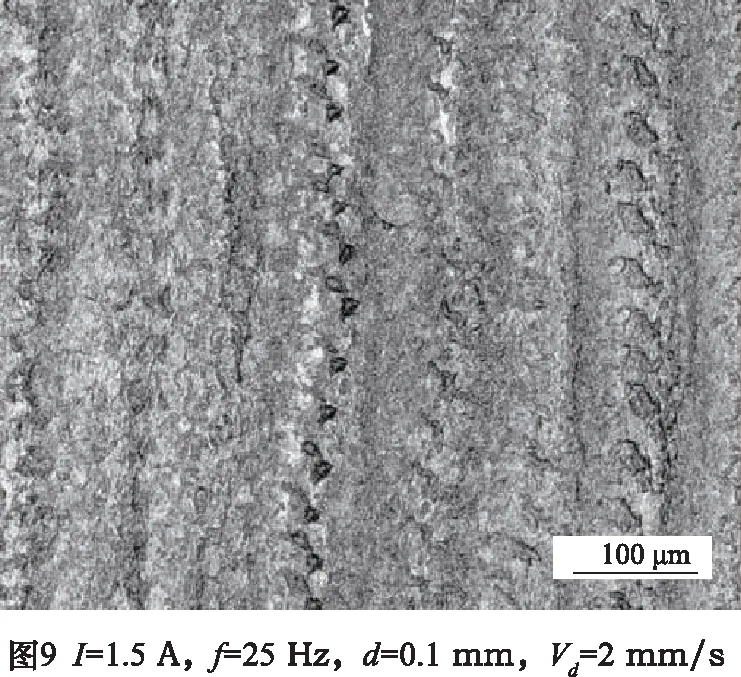
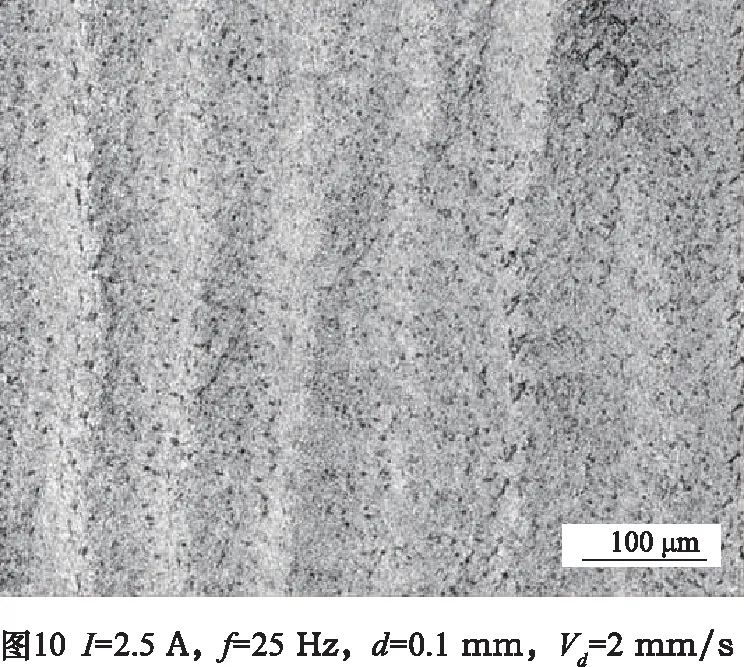
由圖5可知,當錘擊節距d=0.1 mm,錘擊頻率f=25 Hz時,鋁合金表面的銑削刀痕被消除,但表面上留下了明顯的錘擊痕跡及小凹坑,錘擊痕跡的方向與機器人錘擊進給方向一致。與圖5相比,圖6為增大錘擊節距至d=0.2 mm時,錘擊后的鋁合金表面形貌圖,圖中可見沿錘擊進給方向分布的錘擊痕跡加深,錘痕兩側區域被進一步平整。與圖5相比,圖7為增大錘擊頻率至f=30 Hz錘擊后的鋁合金表面形貌圖,可以看出由于錘擊節距影響而產生的錘擊痕跡被明顯消除,同時在圖5中表面形貌所呈現出的小凹坑缺陷也被平整,由此可以看出錘擊后表面形貌的平整性很大程度上受到錘擊節距及錘擊頻率的影響。與圖5相比,圖8為在保證錘擊電流I、錘擊頻率f及錘擊節距d不變的情況下,加快錘擊進給速度至Vd=4 mm/s,錘擊后的鋁合金表面形貌圖,由圖可知,加快錘擊進給速度后,表面被進一步平整,錘擊痕跡變淺。圖9及圖10分別為錘擊電流I=1.5 A及I=2.5 A時錘擊后的鋁合金表面形貌圖,通過對比圖5可知當錘擊電流I=2.5 A時可獲得平整性較好、表面缺陷較少的錘擊表面,當錘擊電流I=3 A時錘擊后的表面出現較為明顯的缺陷,因此增大錘擊電流并不能提升表面平整性。從整個觀測的形貌圖來看,錘擊后鋁合金表面形貌除會產生錘擊痕跡之外,還會偶爾伴隨出現錘擊痕跡彎曲,有可能是在錘擊過程中錘擊裝置的高頻振動引起機器人末端抖動及機器人工件坐標建立存在誤差等原因產生的,通過選擇合理的錘擊參數,可以修正上述影響獲得如圖10所示的平整效果較好的錘擊加工表面。
3.3 表面硬度
如圖11所示,為機器人錘擊后曲面鋁合金表面硬度值,經銑削加工后的曲面鋁合金表面硬度值為89 HV,由圖可知,經機器人錘擊加工后,曲面鋁合金表面的硬度值有明顯提升。
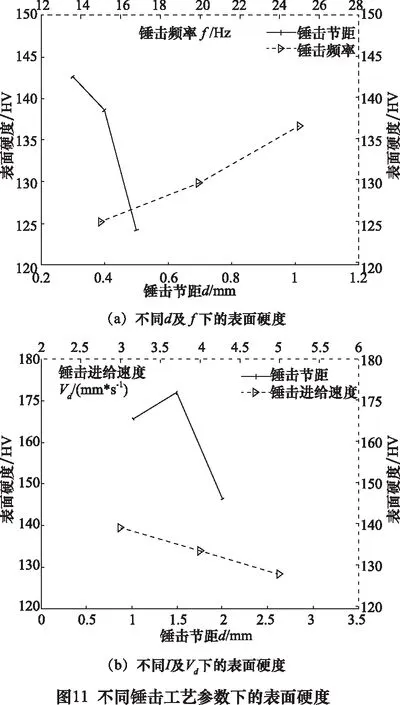
由圖11a可知錘擊加工后鋁合金表面的硬度受錘擊加工節距影響較大,錘擊加工節距的小幅增加,表面硬度值呈現出急劇下降趨勢。同時隨著錘擊頻率的提高,表面硬度值呈現逐步上升的趨勢。由圖11b可知,錘擊電流I在1~1.5 A變化時,表面硬度測量值呈上升趨勢。在1.5~2 A變化時,表面硬度測量值呈下降趨勢,但是相對于錘擊頻率及錘擊進給速度而言,錘擊電流對表面硬度的提升更為明顯。表面硬度測量值隨錘擊進給速度的變化趨勢相對較為平緩,小錘擊進給速度、表面硬度測量值相對較高。
綜上分析可知,提高錘擊頻率、減小錘擊進給速度及錘擊節距可提升表面硬度,但受到音圈電機的峰值推力的限制。實驗時所采用的頻率大小及工業機器人末端剛度等因素的影響,限制了錘擊電流對錘擊后表面硬度的進一步提升。
3.4 錘擊參數影響規律
綜上分析可知,錘擊節距d=0.3~0.5 mm,錘擊頻率f=15~25 Hz,錘擊電流I=1~2 A,錘擊進給速度Vd=3~5 mm/s的實驗數值范圍內,表面粗糙度值隨著錘擊頻率及錘擊電流的增大而減小,隨著錘擊節距及錘擊進給速度的增大而減小,表面硬度的測量值隨著錘擊節距及錘擊進給速度的增大而減小 、隨著頻率的增大而增大。采用小的錘擊節距、低錘擊進給速度和高錘擊頻率可減小表面粗糙度值的同時提高表面硬度,但是低錘擊進給速度及小的錘擊節距會導致錘擊效率較低,所以應合理安排錘擊參數。
4 結語
利用工業機器人對曲面鋁合金表面進行了錘擊平整,并討論了主要錘擊參數對錘擊后曲面鋁合金表面粗糙度,表面形貌及表面硬度的影響,探究了該方法在減小零件表面粗糙度的同時提升其表面強度的可行性。可以得到如下結論:
(1) 工業機器人錘擊平整技術對曲面零件表面具有明顯的平整效果,錘擊后的曲面鋁合金表面粗糙度值可達0.5 μm,表面硬度可提升約91%。
(2) 通過對錘擊后曲面鋁合金表面形貌的觀察,鋁合金表面的銑削刀痕被完全消除,且采用小錘擊節距、低錘擊進給速度及高錘擊頻率進行錘擊平整,可獲得平整質量較好的錘擊表面。
(3) 錘擊后的鋁合金表面粗糙度及表面硬度對錘擊節距較為敏感,小錘擊節距錘擊平整后的鋁合金表面粗糙度低、硬度高。表面粗糙度隨著錘擊頻率及錘擊進給速度的增大而減小。表面硬度隨著錘擊頻率的增大而增大,隨著錘擊進給速度的提高而減小。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
