
工藝參數(shù)對(duì)GH4169壁厚漸變錐形回轉(zhuǎn)件熱強(qiáng)旋成形壁厚均勻性的影響
2021-01-08 00:30:54岑澤偉束學(xué)道葉博海徐振威
寧波大學(xué)學(xué)報(bào)(理工版) 2021年1期
岑澤偉, 束學(xué)道*, 葉博海,徐振威
工藝參數(shù)對(duì)GH4169壁厚漸變錐形回轉(zhuǎn)件熱強(qiáng)旋成形壁厚均勻性的影響
岑澤偉1,2, 束學(xué)道1,2*, 葉博海1,2,徐振威3
(1.寧波大學(xué) 機(jī)械工程與力學(xué)學(xué)院, 浙江 寧波 315211; 2.浙江省零件軋制成形技術(shù)研究重點(diǎn)實(shí)驗(yàn)室, 浙江 寧波 315211; 3.寧波雄獅機(jī)械制造有限公司, 浙江 寧波 315400)
以GH4169高溫合金為材料, 在Deform-3D軟件中建立了壁厚漸變錐形回轉(zhuǎn)件熱強(qiáng)力旋壓有限元模型. 通過(guò)正交試驗(yàn)法, 研究分析各工藝參數(shù)對(duì)工件整體壁厚偏差影響程度的先后次序, 并得到最優(yōu)工藝參數(shù)組合. 結(jié)果表明, 各工藝參數(shù)對(duì)工件整體的壁厚偏差影響的主次關(guān)系依次為: 旋輪圓角半徑、旋壓溫度、旋輪進(jìn)給比、芯模轉(zhuǎn)速; 最優(yōu)工藝參數(shù)組合為: 旋壓溫度1000℃, 旋輪圓角半徑4mm, 芯模轉(zhuǎn)速240r·min-1, 旋輪進(jìn)給比0.3mm·r-1. 通過(guò)熱強(qiáng)力旋壓實(shí)驗(yàn), 對(duì)比分析實(shí)驗(yàn)結(jié)果和仿真結(jié)果發(fā)現(xiàn), 兩者趨勢(shì)相同, 整體壁厚偏差平均值誤差為14%, 表明仿真模擬可靠, 可為壁厚漸變錐形回轉(zhuǎn)件精確成形提供參考.
GH4169; 熱強(qiáng)力旋壓; 壁厚漸變錐形回轉(zhuǎn)件; 壁厚均勻性
航空發(fā)動(dòng)機(jī)鈑金機(jī)匣作為發(fā)動(dòng)機(jī)的外部承載件, 具有結(jié)構(gòu)復(fù)雜、加工難、壁薄等特點(diǎn)[1], 制約著航空發(fā)動(dòng)機(jī)的發(fā)展, 故對(duì)鈑金機(jī)匣成形工藝和質(zhì)量的研究一直是業(yè)界研究的熱點(diǎn)之一. 壁厚漸變錐形回轉(zhuǎn)件作為航空發(fā)動(dòng)鈑金機(jī)匣零件的一種, 其材料多為鈦鎂合金、高溫合金, 這些材料在常溫下存在屈服比高、彈性模量低、回彈嚴(yán)重、材料彎曲能力差、受壓時(shí)穩(wěn)定性差等缺點(diǎn), 而熱強(qiáng)力旋壓技術(shù)可提高室溫下難成形材料的塑性, 改善其加工性能, 減小旋壓力, 提高產(chǎn)品的表面質(zhì)量及生產(chǎn)效率[2]. 為了有效地控制壁厚漸變錐形回轉(zhuǎn)件的精確成形, 滿足航空航天工業(yè)發(fā)展的需求, 有必要展開工藝參數(shù)對(duì)成形質(zhì)量影響及其優(yōu)化等研究.
目前, Fazeli等[3]通過(guò)方差分析(Anova)研究實(shí)驗(yàn)數(shù)據(jù), 建立了表面粗糙度的經(jīng)驗(yàn)?zāi)P? 研究了熱機(jī)管旋壓工藝參數(shù)對(duì)2024鋁細(xì)管制造表面粗糙度的影響. 張晉輝等[4]基于ABAQUS有限元仿真軟件, 研究了工藝參數(shù)對(duì)錐形件強(qiáng)力旋壓壁厚差和旋壓力的影響, 得到了工藝參數(shù)的影響規(guī)律. 杜勇等[5]通過(guò)有限元仿真模擬, 研究了工藝參數(shù)對(duì)鋁合金輪轂內(nèi)徑和壁厚偏差的影響, 結(jié)果表明旋輪圓角半徑對(duì)壁厚偏差和輪轂內(nèi)徑的影響最大. 束學(xué)道等[6]利用有限元仿真模擬, 分析了旋輪進(jìn)給比、芯模轉(zhuǎn)速、摩擦系數(shù)對(duì)5CrNiMo18變截面錐形薄壁回轉(zhuǎn)件的壁厚均勻性的影響. 夏琴香等[7]通過(guò)ABAQUS軟件對(duì)PD600高強(qiáng)度鋼進(jìn)行剪切旋壓的有限元仿真模擬, 分析了旋輪進(jìn)給比和芯模與旋輪間的間隙對(duì)PD600高強(qiáng)鋼圓度和壁厚偏差的影響. 蘇楠等[8]對(duì)工業(yè)純鈦管筒件進(jìn)行了熱強(qiáng)力旋壓試驗(yàn), 分析了芯模轉(zhuǎn)速和溫度對(duì)成形質(zhì)量的影響, 優(yōu)化了工藝參數(shù)組合. Long等[9]通過(guò)對(duì)鎳基高溫合金進(jìn)行高溫平面應(yīng)變壓縮試驗(yàn)和熱旋壓試驗(yàn), 證明模擬的平均晶粒尺寸與理論計(jì)算值吻合較好. Molladavoudi等[10]研究了減小工件厚度對(duì)7075-O鋁管的旋壓成形質(zhì)量、伸長(zhǎng)率、屈服強(qiáng)度等影響規(guī)律. Luo等[11]對(duì)帶有橫向內(nèi)筋的大型薄壁工件提出了新的旋壓工藝, 探明了工藝參數(shù)對(duì)橢圓度的影響. 現(xiàn)階段熱強(qiáng)力旋壓技術(shù)的研究主要集中在鈦鎂合金、鋁合金及高碳鋼上, 對(duì)高溫合金的熱旋壓成形研究較少. 在熱強(qiáng)旋過(guò)程中, 研究工藝參數(shù)對(duì)旋壓件成形質(zhì)量的影響大多只考慮單因素變量, 而工藝參數(shù)對(duì)旋壓件成形質(zhì)量的影響是交互的.
本文以GH4169高溫合金為研究材料, 在Deform-3D有限元軟件中建立壁厚漸變錐形回轉(zhuǎn)件熱強(qiáng)力旋壓成形的有限元模型, 通過(guò)正交試驗(yàn)法, 研究各工藝參數(shù)對(duì)工件整體壁厚偏差影響程度的主次順序, 并得到了最優(yōu)工藝參數(shù)組合, 可為變壁厚回轉(zhuǎn)件的精確成形提供參考.
1 GH4169高溫合金壁厚漸變錐形回轉(zhuǎn)件熱強(qiáng)旋模型的建立
1.1 GH4169合金材料模型的建立
由于Deform-3D有限元仿真軟件的材料庫(kù)中沒(méi)有GH4169高溫合金的材料模型, 因此需要建立GH4169高溫合金的材料模型, 并將其key文件保存后導(dǎo)入Deform-3D軟件進(jìn)行前處理, 然后用于工件熱強(qiáng)力旋壓仿真模擬. 本文選取的GH4169高溫合金本構(gòu)方程的計(jì)算公式為[12]:


1.2 坯料的設(shè)計(jì)計(jì)算
確定合理的工件和毛坯尺寸有助于改善工件在旋壓成形過(guò)程中等效應(yīng)力和應(yīng)變的分布, 避免出現(xiàn)破裂、卷邊、起皺等成形缺陷, 達(dá)到節(jié)能、高效、工件成形質(zhì)量?jī)?yōu)化等目的. 本文以設(shè)計(jì)壁厚漸變錐形回轉(zhuǎn)件為目標(biāo), 其成形件結(jié)構(gòu)如圖1所示.
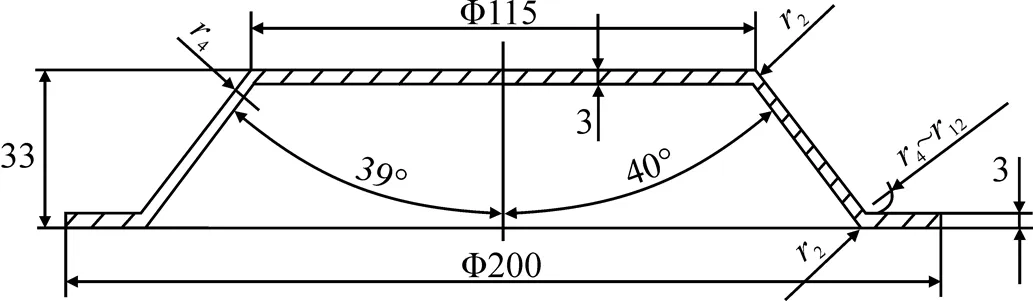
圖1 目標(biāo)成形件結(jié)構(gòu)簡(jiǎn)圖(單位: mm)
變壁厚錐形回轉(zhuǎn)件在不同直徑上的軸向壁厚都不相同, 變壁厚板坯在各直徑上的壁厚計(jì)算公式為:
由于變壁厚錐形回轉(zhuǎn)件的形狀復(fù)雜, 計(jì)算坯料體積困難, 因此采用ProE軟件自帶的體積測(cè)量工具, 通過(guò)在軟件中建立目標(biāo)成形件的三維數(shù)模, 結(jié)合體積計(jì)算法, 得到毛坯尺寸. 坯料理論直徑的計(jì)算公式為:
坯料尺寸計(jì)算完成后, 適當(dāng)增加了加工余量, 坯料實(shí)際直徑計(jì)算公式為:


1.3 有限元模型建立
根據(jù)目標(biāo)成形件結(jié)構(gòu), 在ProE軟件中建立有坯料、芯模、尾頂、旋輪1和旋輪2共5部分的三維模型, 完成模型的裝配工作. 選取工藝參數(shù)為: 溫度1050℃, 旋輪圓角半徑6mm, 旋輪進(jìn)給比0.6mm·r-1, 芯模轉(zhuǎn)速300r·min-1.
根據(jù)上述工藝參數(shù), 在有限元軟件前處理中進(jìn)行設(shè)置: 坯料和芯模的初始溫度分別為1050、500℃; 坯料網(wǎng)格采用四面體相對(duì)網(wǎng)格劃分, 網(wǎng)格數(shù)60000; 模擬步數(shù)1000步, 每步運(yùn)動(dòng)時(shí)間0.013 s; 補(bǔ)償體積15706.9mm3; 平均應(yīng)變率1, 限制應(yīng)變率0.01; 芯模和尾頂?shù)慕撬俣?r·s-1, 旋輪與坯料的摩擦類型為剪切摩擦, 摩擦系數(shù)0.12; 坯料與模具的熱傳導(dǎo)率2.5×104W·(m2·K)-1.
導(dǎo)入材料模型和裝配模型, 在Deform-3D有限元仿真軟件中完成仿真參數(shù)設(shè)置, 建立GH4169高溫合金變壁厚漸變錐形回轉(zhuǎn)件熱強(qiáng)力旋壓成形的有限元仿真模型(圖2).
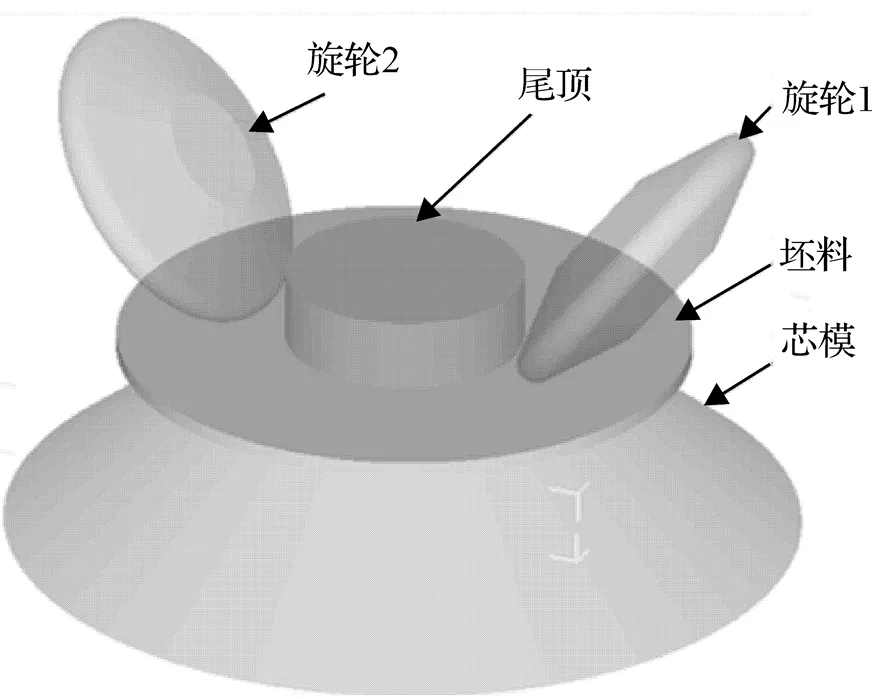
圖2 熱強(qiáng)力旋壓成形有限元仿真模型
2 正交試驗(yàn)方案設(shè)計(jì)
正交試驗(yàn)設(shè)計(jì)是利用正交表科學(xué)地安排和分析多因素試驗(yàn)的方法[13-14]. 考慮到各工藝參數(shù)之間的交互作用對(duì)各質(zhì)量評(píng)價(jià)指標(biāo)的影響, 因此采用正交試驗(yàn)法.
2.1 正交表因素水平與試驗(yàn)指標(biāo)的選定
考慮到芯模轉(zhuǎn)速、旋壓溫度、旋輪圓角半徑和旋輪進(jìn)給比可能對(duì)壁厚漸變回轉(zhuǎn)件的成形質(zhì)量產(chǎn)生影響, 故選取這4個(gè)工藝參數(shù)作為影響因素, 每個(gè)因素選取4個(gè)水平進(jìn)行有限元仿真模擬. 將工件整體壁厚偏差作為評(píng)價(jià)錐形回轉(zhuǎn)件成形質(zhì)量好壞的指標(biāo). 試驗(yàn)選取的因素水平見(jiàn)表1.
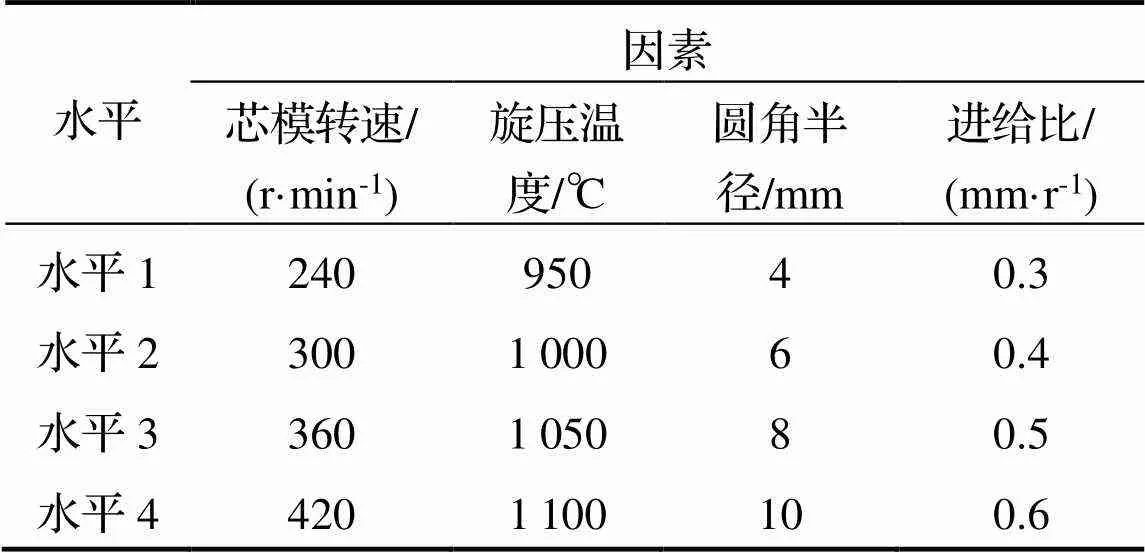
表1 正交試驗(yàn)因素水平
2.2 試驗(yàn)指標(biāo)測(cè)量方法


工件整體壁厚偏差測(cè)量取點(diǎn)方案如圖3所示. 在成形的旋壓件錐形筒身處沿旋壓件軸線方向等距離選取20個(gè)截面, 通過(guò)有限元軟件后處理可以得到每個(gè)圓截面內(nèi)外壁交點(diǎn)的軸坐標(biāo)值, 根據(jù)內(nèi)外壁交點(diǎn)坐標(biāo)值的差, 可以得到各圓截面的實(shí)際壁厚尺寸.

圖3 工件壁厚偏差評(píng)估的圓截面布局
2.3 正交試驗(yàn)方案設(shè)計(jì)
根據(jù)4因素4水平設(shè)置正交試驗(yàn)[16], 正交試驗(yàn)方案和結(jié)果見(jiàn)表2.
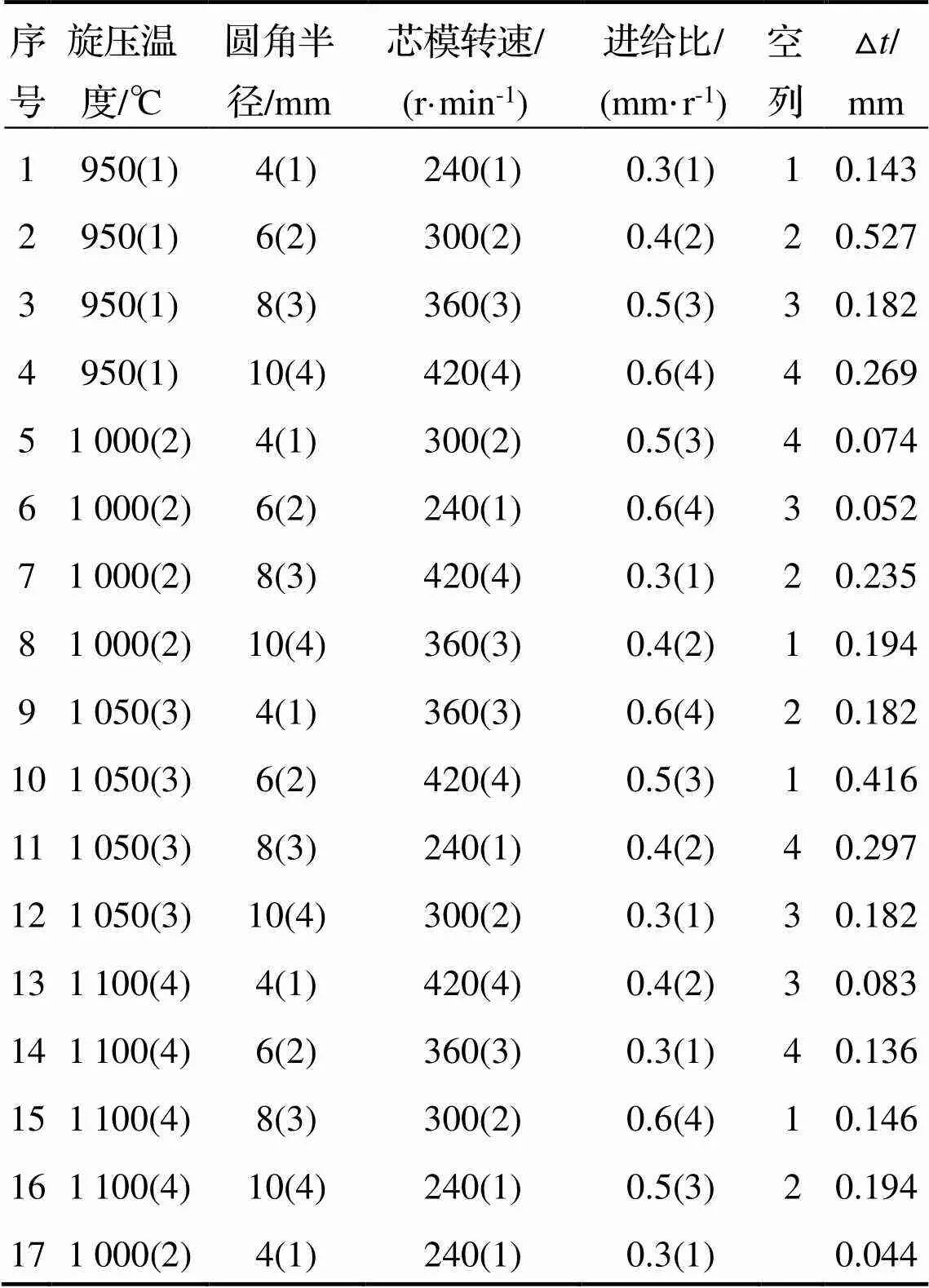
表2 正交試驗(yàn)方案和試驗(yàn)結(jié)果
表2中多設(shè)1列空列是為了避免重復(fù)試驗(yàn); 括號(hào)中數(shù)字代表因素各水平.
2.4 極差分析
對(duì)正交試驗(yàn)方案表中的直線度偏差進(jìn)行分析計(jì)算, 得到錐筒外表面直線度的極差結(jié)果(表3), 計(jì)算公式為:
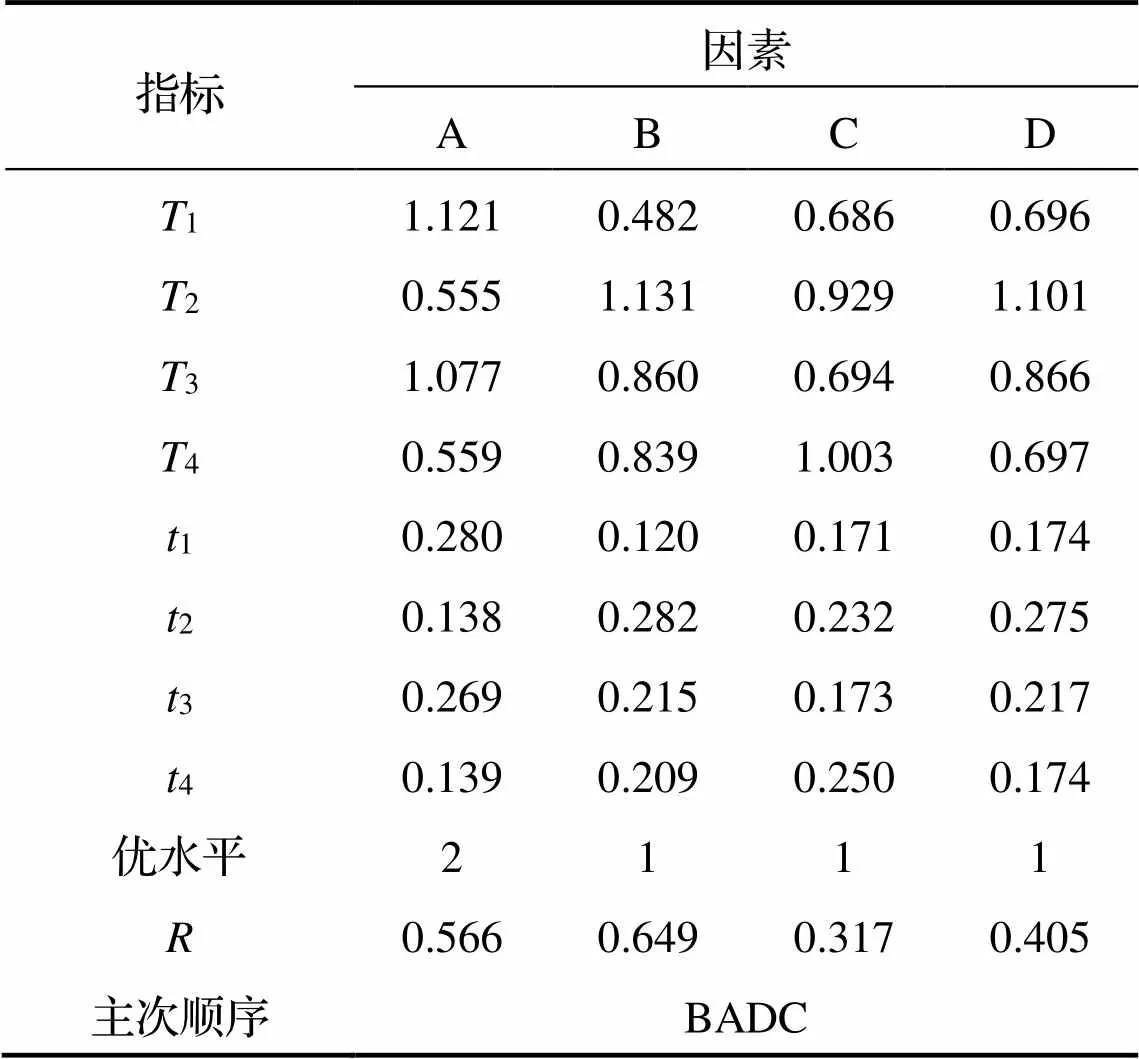
表3 工件整體壁厚偏差的極差分析
由T的大小可以判斷因素的優(yōu)水平, 本次試驗(yàn)指標(biāo)為工件整體的壁厚類標(biāo)準(zhǔn)差, 指標(biāo)越小, 工件整體的壁厚偏差越小, 故應(yīng)選取每個(gè)因素的1、2、3、4中最小值所對(duì)應(yīng)的水平. 由于A因素列2<4<3<1, 所以可以判斷A2是A因素的優(yōu)水平. 同理, 可以計(jì)算并判斷B1是B因素的優(yōu)水平, C1是C因素的優(yōu)水平, D1是D因素的優(yōu)水平. 因此, A、B、C、D的4個(gè)因素的優(yōu)水平組合為A2B1C1D1,是本試驗(yàn)的最優(yōu)水平組合, 即旋壓溫度1000℃, 旋輪圓角半徑4mm, 芯模轉(zhuǎn)速240r·min-1, 旋輪進(jìn)給比0.3mm·r-1時(shí), GH4169高溫合金壁厚漸變錐形回轉(zhuǎn)件的工件整體的壁厚類標(biāo)準(zhǔn)差最小, 工件整體的壁厚偏差最小, 尺寸精度高.
極差反映了各列因素水平變動(dòng)時(shí), 試驗(yàn)指標(biāo)的變動(dòng)幅度,值越大, 說(shuō)明該因素對(duì)試驗(yàn)指標(biāo)的影響越大, 因此也越重要. 由表3中各因素值可知,B>A>D>C, 所以各因素對(duì)錐筒外表面直線度的影響主次順序?yàn)锽、A、D、C, 即旋輪圓角半徑對(duì)工件整體壁厚偏差的影響最大, 其次是旋壓溫度, 然后是旋輪進(jìn)給比, 芯模轉(zhuǎn)速對(duì)錐筒外表面直線度的影響最小.
2.5 優(yōu)化效果對(duì)比
由極差分析法得到工件整體壁厚偏差評(píng)價(jià)指標(biāo)的優(yōu)化工藝參數(shù)組合方案(表2中序號(hào)17)為: 旋壓溫度1000℃, 旋輪圓角半徑4mm, 芯模轉(zhuǎn)速240 r·min-1, 旋輪進(jìn)給比0.3mm·r-1. 優(yōu)化方案與原正交試驗(yàn)方案的結(jié)果對(duì)比如圖4所示, 圖4中序號(hào)1~16是原正交試驗(yàn)方案的仿真模擬, 序號(hào)17是工件整體壁厚偏差的優(yōu)化方案.
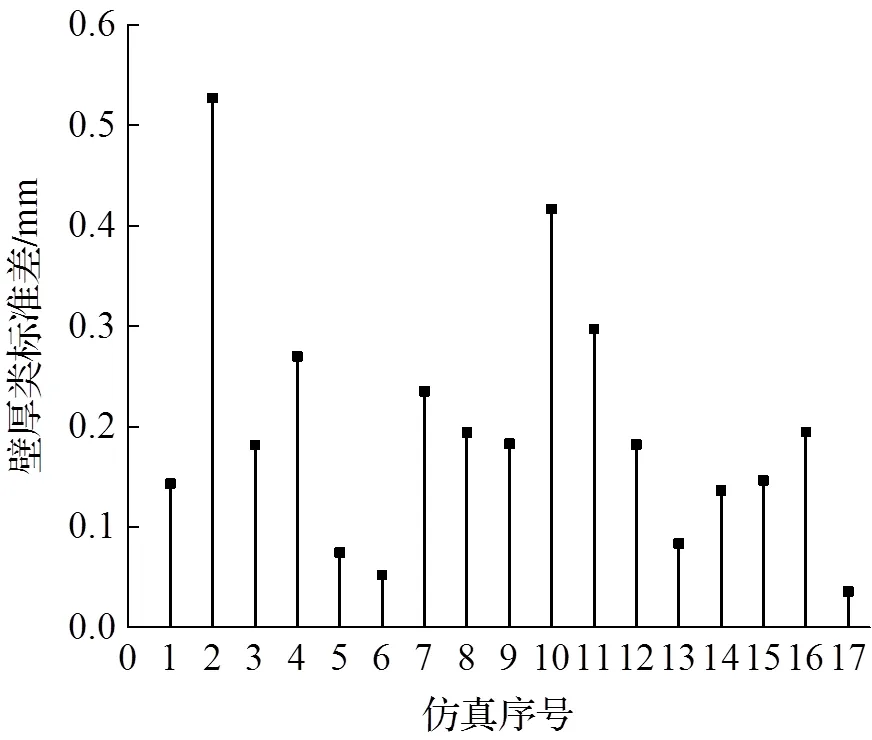
圖4 優(yōu)化效果對(duì)比
由圖4可知, 正交試驗(yàn)方案中工件壁厚類標(biāo)準(zhǔn)差最大值為0.527mm, 最小值為0.052mm, 而優(yōu)化方案得到的工件壁厚類標(biāo)準(zhǔn)差為0.044mm, 說(shuō)明采用正交試驗(yàn)對(duì)工件整體壁厚偏差的工藝參數(shù)優(yōu)化效果較好, 最優(yōu)工藝參數(shù)組合具備借鑒意義.
3 旋壓實(shí)驗(yàn)及分析
3.1 實(shí)驗(yàn)過(guò)程
將旋輪的運(yùn)動(dòng)軌跡導(dǎo)入數(shù)控機(jī)床中并設(shè)置好芯模轉(zhuǎn)速、旋輪進(jìn)給速度等工藝參數(shù), 在成形過(guò)程中用火焰噴槍對(duì)坯料和芯模進(jìn)行加熱, 直至坯料溫度滿足實(shí)驗(yàn)方案需求, 成形結(jié)束后將旋壓件置于常溫下冷卻, 并進(jìn)行編號(hào), 實(shí)驗(yàn)過(guò)程如圖5所示.

圖5 旋壓成形實(shí)驗(yàn)過(guò)程
3.2 實(shí)驗(yàn)與仿真結(jié)果對(duì)比
為了驗(yàn)證錐形回轉(zhuǎn)件熱強(qiáng)力旋壓成形有限元仿真的可靠性, 選取相同工藝參數(shù)(旋壓溫度1000℃, 旋輪圓角半徑4mm, 芯模轉(zhuǎn)速300 r·min-1, 旋輪進(jìn)給比0.5mm·r-1)對(duì)比分析有限元的模擬結(jié)果與旋壓實(shí)驗(yàn)件的成形質(zhì)量, 仿真模擬件與實(shí)驗(yàn)件如圖6所示. 從圖6可看出, 仿真模擬件和實(shí)驗(yàn)件的成形大致相符.

圖6 旋壓成形仿真模擬件和實(shí)驗(yàn)件
為了方便實(shí)驗(yàn)件壁厚尺寸的測(cè)量, 通過(guò)線切割機(jī)沿實(shí)驗(yàn)件的直徑方向切割出旋壓件的縱截面, 切割件如圖7所示.

圖7 線切割實(shí)驗(yàn)件
通過(guò)帶表外卡規(guī)測(cè)量各截面的壁厚尺寸, 計(jì)算得到序號(hào)17實(shí)驗(yàn)件的壁厚偏差. 工件整體壁厚偏差的實(shí)驗(yàn)結(jié)果和仿真結(jié)果的對(duì)比如圖8所示(實(shí)驗(yàn)件采樣點(diǎn)位置與仿真模擬采樣點(diǎn)位置相同).
從圖8可看出, 在錐筒上半部分壁厚偏差較大, 這是因?yàn)殄F筒小端減薄率較大, 金屬變形量較大, 金屬流動(dòng)不均勻. 此外, 旋輪開始與坯料接觸時(shí), 受到坯料阻力較大, 旋輪會(huì)有一定的退讓量, 使得壁厚偏差較大. 工件整體壁厚偏差平均值實(shí)驗(yàn)結(jié)果與仿真結(jié)果誤差為14%, 這是因?yàn)楣ぜw壁厚類標(biāo)準(zhǔn)差本身較小, 測(cè)量誤差以及實(shí)驗(yàn)工況和仿真模擬的工況之間的差異對(duì)其影響較大. 而實(shí)驗(yàn)件各采樣點(diǎn)壁厚偏差實(shí)驗(yàn)結(jié)果和仿真模擬結(jié)果變化趨勢(shì)相同, 表明有限元仿真結(jié)果可靠.
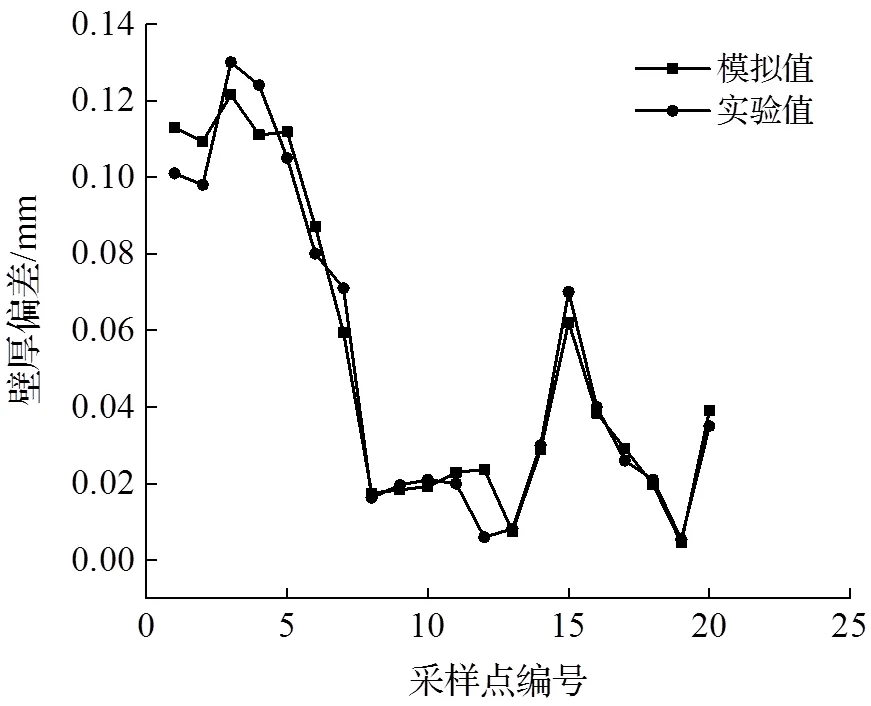
圖8 工件各采樣點(diǎn)壁厚偏差實(shí)驗(yàn)結(jié)果與仿真結(jié)果對(duì)比
4 結(jié)論
(1)各工藝參數(shù)對(duì)工件整體的壁厚偏差的影響主次依次為: 旋輪圓角半徑、旋壓溫度、旋輪進(jìn)給比、芯模轉(zhuǎn)速; 最優(yōu)工藝參數(shù)組合為: 旋壓溫度1000℃, 旋輪圓角半徑4mm, 芯模轉(zhuǎn)速240 r·min-1, 旋輪進(jìn)給比0.3mm·r-1.
(2)通過(guò)對(duì)比分析工件各采樣點(diǎn)壁厚偏差的實(shí)驗(yàn)結(jié)果和仿真結(jié)果發(fā)現(xiàn), 兩者變化趨勢(shì)基本相同; 工件整體壁厚偏差平均值誤差為14%, 表明有限元仿真結(jié)果可靠.
[1] 王成和, 劉克璋, 周路. 旋壓技術(shù)[M]. 福州: 福建科學(xué)技術(shù)出版社, 2017.
[2] 徐恒秋, 樊桂森, 張銳, 等. 旋壓設(shè)備及工藝技術(shù)的應(yīng)用與發(fā)展[J]. 新技術(shù)新工藝, 2007(2):6-8.
[3] Fazeli A R, Ghoreishi M. Investigation of effective parameters on surface roughness in thermomechanical tube spinning process[J]. International Journal of Material Forming, 2009, 2(4):261-270.
[4] 張晉輝, 詹梅, 楊合, 等. 工藝參數(shù)對(duì)剪切旋壓旋壓力和壁厚差的影響[J]. 材料科學(xué)與工藝, 2007(2):182- 185; 191.
[5] 杜勇, 田野, 劉雨生, 等. 工藝參數(shù)對(duì)汽車輪轂內(nèi)徑與壁厚偏差的影響[J]. 精密成形工程, 2016, 8(3):45-51.
[6] 束學(xué)道, 朱穎. 工藝參數(shù)對(duì)5CrNiMo18變截面錐形薄壁回轉(zhuǎn)件強(qiáng)力旋壓成形壁厚均勻性影響[J]. 寧波大學(xué)學(xué)報(bào)(理工版), 2018, 31(1):8-12.
[7] 夏琴香, 周立奎, 肖剛鋒, 等. 工藝參數(shù)對(duì)高強(qiáng)鋼錐形件剪切旋壓成形質(zhì)量的影響[J]. 鍛壓技術(shù), 2017, 42(2): 77-81.
[8] 蘇楠, 趙敬濤, 胡景春. 工業(yè)純鈦強(qiáng)力熱旋壓數(shù)值模擬及工藝參數(shù)研究[J]. 鍛壓裝備與制造技術(shù), 2016, 51(2):104-106.
[9] Long J C, Zhu N Y, Xia Q X, et al. A study of the dynamic recrystallization behavior of Ni-based superalloy during hot power spinning based on cellular automaton[J]. Advanced Engineering Materials, 2019, 21(7):1801022.
[10] Molladavoudi H R, Djavanroodi F. Experimental study of thickness reduction effects on mechanical properties and spinning accuracy of aluminum 7075-O, during flow forming[J]. The International Journal of Advanced Manufacturing Technology, 2011, 52(9/10/11/12):949- 957.
[11] Luo W, Chen F, Xu B B, et al. Study on compound spinning technology of large thin-walled parts with ring inner ribs and curvilinear generatrix[J]. The International Journal of Advanced Manufacturing Technology, 2018, 98(5/6/7/8):1199-1216.
[12] 王浩宇, 趙薇, 董建新, 等. 基于Deform-3D和正交實(shí)驗(yàn)法的GH4169合金渦輪盤熱模鍛工藝優(yōu)化[J]. 鍛壓技術(shù), 2013, 38(5):13-19.
[13] 李云雁, 胡傳榮. 試驗(yàn)設(shè)計(jì)與數(shù)據(jù)處理[M]. 北京: 化學(xué)工業(yè)出版社, 2005.
[14] 王巖, 隋思漣. 試驗(yàn)設(shè)計(jì)與MATLAB數(shù)據(jù)分析[M]. 北京: 清華大學(xué)出版社, 2012.
[15] 黃富貴. 平面度誤差各種評(píng)定方法的比較[J]. 工具技術(shù), 2007, 41(8):107-109.
[16] 張國(guó)秋, 王文璇. 均勻試驗(yàn)設(shè)計(jì)方法應(yīng)用綜述[J]. 數(shù)理統(tǒng)計(jì)與管理, 2013, 32(1):89-99.
The influence of process parameters on the uniformity of wall thickness of GH4169 tapered rotary parts with gradual wall thickness
CEN Zewei1,2, SHU Xuedao1,2*, YE Bohai1,2, XU Zhenwei3
( 1.Faculty of Mechanical Engineering & Mechanics, Ningbo University, Ningbo 315211, China; 2.Zhejiang Provincial Key Laboratory of Part Rolling Technology, Ningbo 315211, China; 3.Ningbo Xiongshi Machinery Manufacturing Co., Ltd., Ningbo 315400, China )
Using GH4169 superalloy as material, the finite element model of hot and strong spinning of tapered rotating parts with gradual wall thickness is established in Deform-3D software. Through the orthogonal test method, the order of the influence of various process parameters on the overall wall thickness deviation of the workpiece is studied and analyzed, and the optimal combination of process parameters is obtained. The results show that the influence of various process parameters on the overall wall thickness deviation of the workpiece is in the order as follows: the radius of the spinning wheel, the spinning temperature, the feed ratio of the spinning wheel, and the speed of the mandre. The optimal combination of process parameters is that the spinning temperature is 1000℃, the radius of the spinning wheel is 4mm, the speed of the mandre is 240r·min-1, and the feed ratio of the spinning wheel is 0.3mm·r-1. The hot strong spinning experiment is conducted to compare to the simulation results. The experiment results agree with the simulation results in trend. The average deviation error of the overall wall thickness is 14%, which verified the reliability of the simulation and provided a reference for the accurate forming of tapered rotary parts with gradual wall thickness.
GH4169; hot strong spinning; tapered rotary parts with gradual wall thickness; uniformity of wall thickness
TG335.19
A
1001-5132(2021)01-0033-06
2020?05?09.
寧波大學(xué)學(xué)報(bào)(理工版)網(wǎng)址: http://journallg.nbu.edu.cn/
國(guó)家自然科學(xué)基金(51475247); 浙江省自然科學(xué)基金重點(diǎn)項(xiàng)目(LZ17E050001).
岑澤偉(1995-), 男, 浙江慈溪人, 在讀碩士研究生, 主要研究方向: 金屬塑性成形技術(shù). E-mail: 308221204@qq.com
束學(xué)道(1968-), 男, 安徽舒城人, 博導(dǎo)/教授, 主要研究方向: 零件軋制成形技術(shù). E-mail: shuxuedao@nbu.edu.cn
(責(zé)任編輯 史小麗)
猜你喜歡
上海節(jié)能(2020年3期)2020-04-13 13:16:16
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:00
天津醫(yī)科大學(xué)學(xué)報(bào)(2019年6期)2019-08-13 07:04:32
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
 寧波大學(xué)學(xué)報(bào)(理工版)2021年1期
寧波大學(xué)學(xué)報(bào)(理工版)2021年1期
- 寧波大學(xué)學(xué)報(bào)(理工版)的其它文章
- 中國(guó)獨(dú)角獸企業(yè)空間分布特征及驅(qū)動(dòng)要素研究
- 環(huán)境治理績(jī)效評(píng)估研究綜述
- 海鏈藻定向培養(yǎng)對(duì)凡納濱對(duì)蝦生長(zhǎng)、存活及養(yǎng)殖水質(zhì)的影響
- 基于最小速比偏差的注塑機(jī)雙曲肘合模機(jī)構(gòu)優(yōu)化設(shè)計(jì)
- 龍須菜中硼的化學(xué)形態(tài)分析
- Exact analytical propagators for anisotropic quantum dots under magnetic field with atomic spin-orbital coupling