碳纖維基體高速CBN砂輪的應用研究
2021-01-10 12:22:52高會強穆龍閣胡晨輝
內燃機與配件 2021年24期
關鍵詞:碳纖維
高會強 穆龍閣 胡晨輝

摘要:在汽車、船舶內燃機用曲軸、凸輪軸等關鍵零部件磨削加工方面,高速陶瓷CBN砂輪有廣泛的應用。采用碳纖維增強樹脂基復合材料制作高速CBN砂輪基體,可使CBN砂輪的高速磨削性能得到提升和改善。經磨削應用驗證,碳纖維基體陶瓷CBN砂輪能夠在磨削速度80m/s條件下安全使用,機床主軸負荷降低60%,磨削凸輪軸徑偏差小于0.02mm,表面粗糙度小于Ra0.4,獲得穩定的磨削質量效果。
Abstract: High-speed CBN grinding wheel is widely used in the grinding of key parts for engine such as crankshaft and camshaft. The high-speed grinding performance of CBN wheel can be improved by using carbon fiber to make the body of CBN wheel. The grinding application shows that the carbon fiber body CBN grinding wheel can run stably at the grinding speed of 80m/s, the spindle load of the machine tool is reduced by 60%, the grinding camshaft diameter deviation is less than 0.02mm, and the surface roughness is less than Ra0.4, and obtain a stable grinding quality effect.
關鍵詞:CBN砂輪;碳纖維;凸輪軸;磨削
Key words: CBN grinding wheel;carbon fiber;camshaft;grinding
中圖分類號:TH161;TH145? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)24-0091-03
0? 引言
高速磨削技術是現代新材料技術、制造技術、機床設備、生產應用工藝技術的高度集成,是優質與高效的完美結合,是磨削加工工藝的革命性變革。在汽車、船舶用內燃機關鍵零部件加工方面,高速磨削成為不可或缺的關鍵技術。各類內燃機的曲軸、凸輪軸核心零件,產品生產批量大、精度要求高,需要進行磨削加工,產品對磨削質量穩定性、磨削效率有特別高的要求,在此類生產領域陶瓷CBN砂輪有廣泛的應用。
陶瓷CBN砂輪在高速速磨削應用中,表現出更長的修整周期間隔、高效的磨削去除率,并且這些優勢會隨陶瓷CBN砂輪使用速度的提高而進一步提升。但是隨著砂輪使用速度的不斷提高,對砂輪的總重量、自身強度、機床功率、機床系統剛性都提出了更高的要求。采用金屬材料基體制作的CBN砂輪,質量大、比強度低、比模量低,在高速磨削時砂輪徑向彈性變形大、主軸負荷大、易引起磨削系統振動,會造成磨削工件尺寸波動大,機床功耗高,主軸壽命減低等影響。碳纖維材料抗拉強度3.5GPa,模量230GPa、密度1.76g/cm3性能優于普通金屬材料,是砂輪基體的理想材料。碳纖維基體CBN砂輪的應用,具有高效精密加工與良好的經濟效益相統一的特性,采用樹脂基碳纖維增強復合材料(CFRP)制作砂輪基體能夠使CBN砂輪減重80%,達到良好的減重增效效果。
1? 力學分析
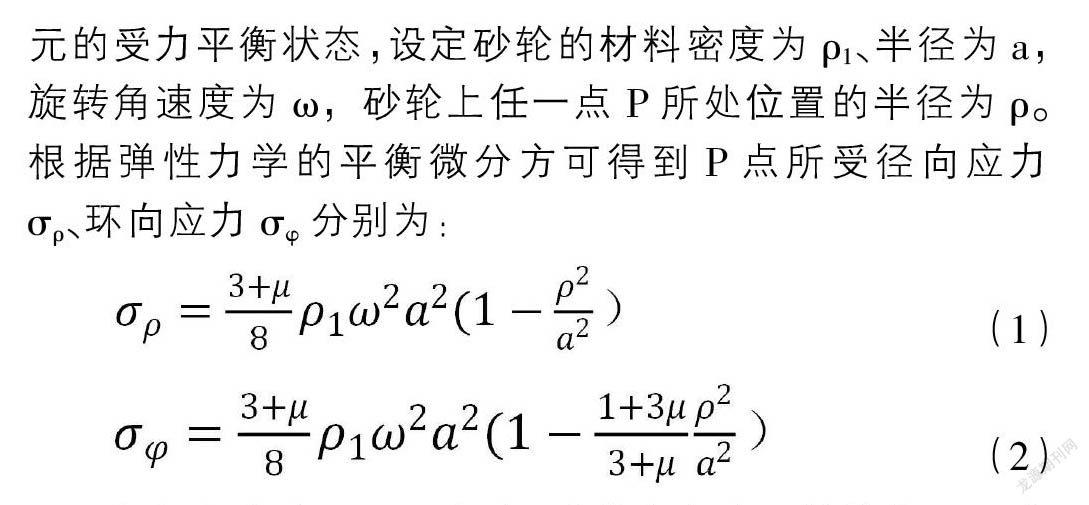
砂輪為典型的軸對稱回轉型盤類零件,且旋轉過程中只受回轉軸的約束,砂輪受軸對稱的體力,內部應力軸對稱分布,內部各點的彈性位移是軸對稱分布。對砂輪內部的受力分析進行二維平面簡化,在極坐標系中砂輪內部微元的受力平衡狀態,設定砂輪的材料密度為?籽1、半徑為a,旋轉角速度為?棕,砂輪上任一點P所處位置的半徑為?籽。根據彈性力學的平衡微分方可得到P點所受徑向應力?滓?籽、環向應力?滓?漬分別為:
根據應力方程可以得出,砂輪在高速回轉狀態下最大應力出現在半徑?籽最小的位置,即砂輪中心內孔邊緣;由應力方程,可推導得出砂輪的彈性位移形變出現在外圓周最大半徑a的位置,即砂輪外圓周。
按照3A1 400×53×100×24.5尺寸規格建立CBN砂輪三維模型,設定砂輪基體為40Cr鋼,密度7.8g/cm3,以旋轉角速度420rad/s(4000rpm)旋轉。得到砂輪內部最大應力出現在內孔孔壁邊緣位置,為拉應力147.5MPa;最位移變形出現在外圓邊緣位置,膨脹位移為側斜方向位移量0.024mm,其中沿徑向位移0.011mm,沿軸向位移0.0209mm。
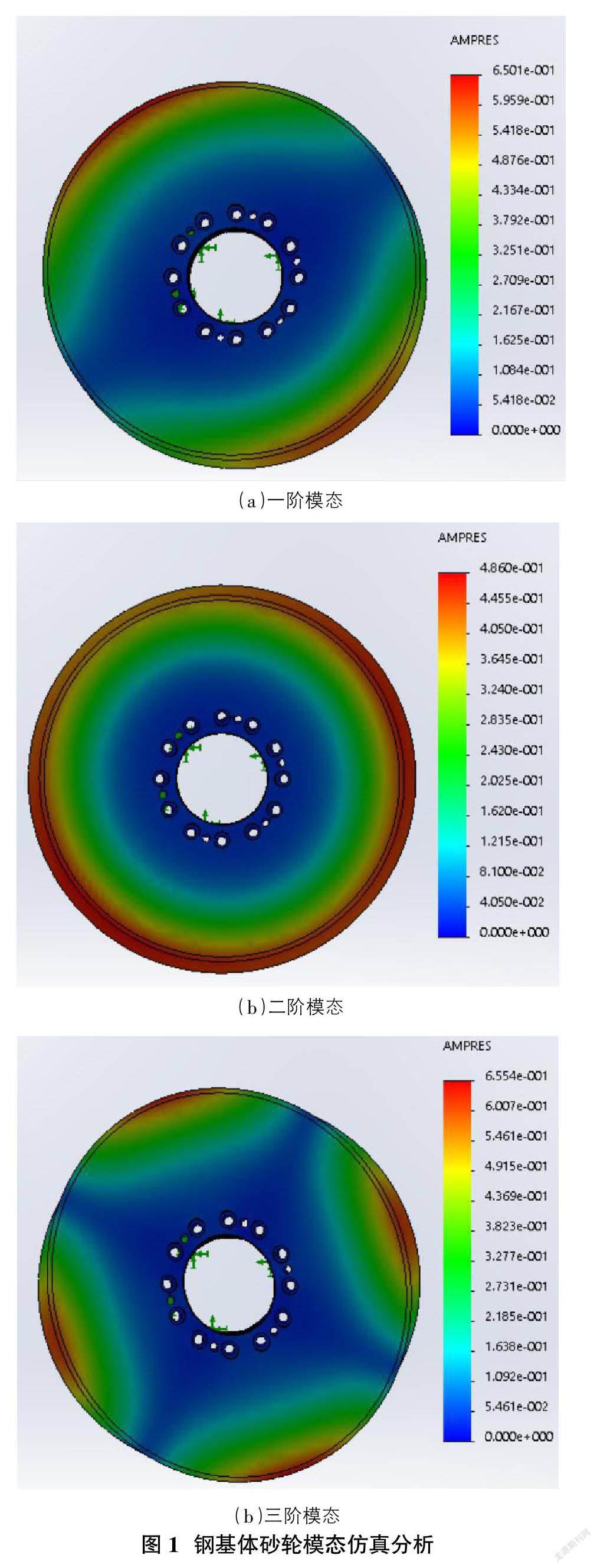
對模型進行動力學仿真分析,得到砂輪三維模型的各階模態振型如圖1。其中,一階模態仿真結果為砂輪整體外圓呈橢圓形,振動頻率2610Hz,振幅0.65mm(圖1(a));二階模態仿真結果為砂輪整體外圓恢復為圓形,振動頻率2710Hz,振幅0.48mm(圖1(b));三階模態仿真結果為砂輪整體外圓呈四角凸輪型,振動頻率2770Hz,振幅0.65mm(圖1(c))。
同樣,建立碳纖維復合材料(CFRP)砂輪基體模型進行仿真分析。得到碳纖維基體砂輪內部最大應力出現在內孔孔壁邊緣位置,為拉應力126.8MPa,較鋼基體砂輪模擬結果降低15%;砂輪整體最位移變形出現在外圓邊緣位置,為側斜方向膨脹位移量1.466mm,較鋼基體砂輪模擬結果增大50倍,其中徑向位移1.148mm,軸向位移1.408mm。碳纖基體砂輪各階模態仿真得到:一階模態仿真結果為砂輪整體外圓呈橢圓形,振動頻率152Hz,振幅1.109mm;二階模態仿真結果砂輪整體外圓呈四角凸輪型,振動頻率183Hz,振幅1.284mm;三階模態仿真結果為砂輪整體外圓恢復為圓形,振動頻率195Hz,振幅7.942mm。
說明碳纖維基體砂輪在高速回轉中所受內應力更小,較鋼基體砂輪降低15%,能夠適用更高轉速;但纖維基體砂輪較鋼基體砂輪變形量大、固有振動頻率低,更易出現振動變形,更應做好碳纖基體砂輪的結構設計,在磨削應用中需配合調整各項磨削參數嚴防砂輪高頻自激振動的產生。
2? 動態實驗測試
搭建砂輪振動變形測試平臺,將砂輪與機床主軸安裝固定,高精度位移傳感器固定安裝在機床工作臺面。位移傳感器可高精度檢測砂輪外圓位移變動,檢測數據實時傳輸到遠端計算機進行數據的存儲和處理。按照3A1 400×53×100×24.5型砂輪規格尺寸,分別制作40Cr鋼基體砂輪、碳纖維基體砂輪。測得在不同轉速條件下鋼基體砂輪與碳纖維砂輪回轉位移變動量偏差小于0.002mm,說明碳纖維基體砂輪與鋼基體砂輪具備相當的運轉動態特性,可滿足砂輪基體的使用要求。
實際磨削應用中,3A1 400×53×100×24.5型砂輪要完成某型凸輪軸頸磨削需要進行7次磨削動作,磨削效率難以滿足加工節拍要求。采用碳纖維材料設計3A1 400×250×100×(24.5+24.5+24.5+24.5)型4工位組合砂輪,可實現單次磨削循環動作完成工件4個部位的磨削,凸輪軸只需運行2次磨削動作即可完成加工,能有效減磨削生產用時。
在1000rpm、2000rpm、3000rpm、4000rpm條件下,對鋼基體砂輪、碳纖基體砂輪、4工位組合型碳纖基體砂輪的外圓位移均值及波動偏差進行測量統計,見表1。
由外圓位移變形及振動偏差測量結果可以得出:鋼基體砂輪回轉變形量相對穩定,隨回轉速度的增加而線性增大;碳纖基體砂輪回轉變形量呈現出小幅波動,但與回轉速度基本保持線性關系;4工位組合型碳纖基體砂輪的外圓位移變動量出現較大幅度的波動,與回轉速度的線性關系不明顯。
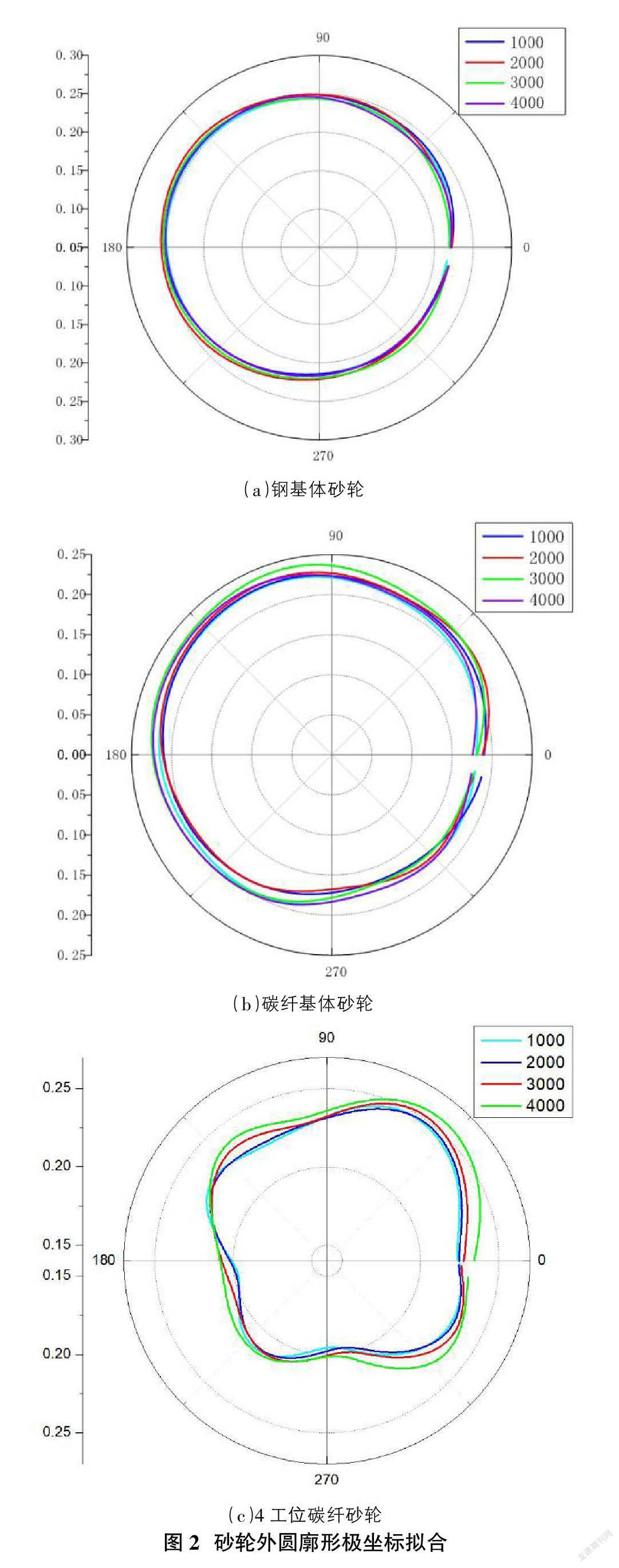
對鋼基體砂輪、碳纖基體砂輪、4工位組合型碳纖基體砂輪測量外圓輪廓進行極坐標條件擬合如圖2所示。鋼基體砂輪擬合外圓為標準的圓形輪廓(圖2(a));碳纖基體砂輪擬合外圓輪廓出現0.024mm非圓畸變,表現出了一定的振動形態(圖2(b));4工位碳纖基體砂輪出現四角凸輪型畸變,變形量達到0.098mm,結合砂輪模擬仿真分析,明確表現出了高階振動形態(圖2(c))。
3? 磨削應用驗證
以某型7軸徑凸輪為磨削對象,軸徑磨削加工要求尺寸23mm、表面光潔度小于Ra0.4、軸徑表面圓度振紋小于0.004mm(4um)。在相同的工藝參數條件下,分別使用鋼基體CBN砂輪、碳纖CBN基體砂輪、4工位組合型碳纖基體CBN砂輪進行磨削加工測試驗證。各砂輪磨削加工50組工件,對加工后的工件進行各項加工指標檢驗,得到以下結果:
3.1 磨削軸徑尺寸精度
磨削加工軸徑尺寸均能滿足要求技術指標要求,但在加工穩定性方面表現出一定的差異。鋼基體砂輪加軸徑尺寸控制能力指數CPK=11.3,可以實施以提效降本為目標的工藝改善措施;碳纖維基體砂輪加工軸徑尺寸控制能力指數CPK=2.01,可以穩定保證加工尺寸質量。頭碳纖維基體砂輪加工軸徑尺寸控制能力指數CPK=1.28,應進行改進提升。碳纖維基體砂輪加工軸徑尺寸波動大于鋼基體砂輪加工件,且4工位組合型碳纖基體砂輪表現更加明顯,說明碳纖維基體砂輪高速磨削狀態整體剛性不足,外圓振動會造成磨削尺寸波動。
3.2 磨削軸徑表面粗糙度
各砂輪磨削加工軸徑表面粗糙度測量值均在Ra0.2-0.4之間波動,未表現出顯著的差異,磨削工件均能滿足要求技術指標要求。
3.3 磨削軸徑表面振紋
各砂輪磨削加工軸徑表面圓度振紋值略有大小差異,但均能滿足產品技術標準要求,磨削軸徑圓度振紋典型測量。鋼基體砂輪磨削工件表面振紋為1.176um、碳纖基體砂輪磨削工件表面振紋為2.689um、4工位組合型碳纖基體砂輪磨削工件表面振紋為3.361um。進一步說明了碳纖維基體砂輪在高速磨削狀態的振動更加明顯,造成了磨削軸徑外圓圓度振紋增大。
4? 結論
①碳纖維復合材料基體CBN砂輪,能夠滿足80m/s的高速磨削使用要求,可以得到滿足凸輪軸軸徑磨削質量指標要求的磨削加工質量;②采用多工位組合型設計的碳纖維基體CBN砂輪,可在不改變磨削設備條件下使磨削生產效率翻倍提高,具有重大的實際應用價值;③采用碳纖維復合材料制造高速CBN砂輪基體后,砂輪制品平均密降低70%,能顯著降低機床主軸受力,將有利于效延長機床使用壽命;④碳纖維復合材料基體CBN砂輪整體強度高、重量小,有利于進一步提升磨削速度,發揮CBN砂輪的磨削優勢,獲得更高的磨削效率和加工質量;⑤要實現碳纖維復合材料基體CBN砂輪高質量的磨削應用,還應根據實驗分析及磨削驗證效果,不斷優化砂輪結構和磨削加工參數,控制砂輪振動變形的產生,從而獲得優質的磨削質量效果。
參考文獻:
[1]徐芝綸.彈性力學[M].北京:高等教育出版社,2016,3:82-85.
[2]劉勇濤.高速超高速磨削用CFRP砂輪的設計與制造[D].南京航空航天大學,2016.
[3]李蓓智.高速高質量磨削理論、工藝、裝備與應用[M].上海:上海科學技術出版社,2012,3:230-252.
猜你喜歡
紡織科學研究(2021年6期)2021-12-02 20:32:56
建材發展導向(2021年14期)2021-08-23 00:56:58
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年1期)2018-12-07 00:40:26
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年4期)2018-02-18 19:02:51
纖維復合材料(2018年4期)2018-02-18 19:02:51
中國塑料(2016年6期)2016-06-27 06:34:16
機械工程師(2015年10期)2015-02-02 01:14:08
