不銹鋼管螺紋分層車削的宏程序編程方法
2021-01-12 07:37:54黃冬英
農業技術與裝備 2020年12期
彭 正,黃冬英
(江蘇省江陰中等專業學校,江蘇 江陰 214433)
不銹鋼材料強度高且具有優異的耐蝕性,所以在重工業、輕工業、生活用品行業以及建筑裝飾等行業中獲得廣泛的應用。在國外,不銹鋼由于無異味、無有害物質析出、保持水質純凈、對人體健康無害,已廣泛應用于水暖管件設備中。不銹鋼材料的切削加工具有了一定的難度。對于不銹鋼材質的螺紋加工更是難上加難。
相對于普通材質螺紋的車削,不銹鋼螺紋車削有每刀切削量要小、保證單刃切削等更高的要求,這也導致了不銹鋼螺紋車削的程序編制增加了很大的難度。采用普通方法編寫數控加工程序已不適合,需采用高級編程方法——宏程序來實現循環車削加工。
在不銹鋼水暖管件、液體管道應用中的接頭基本都采用帶有錐度的管螺紋,其相關尺寸的計算、宏程序的編程等相對于普通三角螺紋更復雜。本文立足于解決大型不銹鋼管螺紋接頭數控車削加工中的實際問題,重點討論利用分層切削法車削錐螺紋,并以FANUC數控車削系統為例,利用宏程序編寫數控車削加工程序,從而實現不銹鋼管螺紋接頭的數控自動加工。
1 管螺紋分層切削法分析
對于螺紋分層切削法在其他文獻及本人曾發表文章《大螺距三角形螺紋分層車削的宏程序編程方法》中都有詳細的論述,這里將不再贅述。
2 不銹鋼管螺紋宏程序編程分析
本文以美制3-8 NPT管螺紋(見圖1)為例,對外螺紋的宏程序編程進行分析。
2.1 刀具的正確選擇
在數控車床上一般都采用數控機夾刀桿和刀片進行車削加工。對于螺紋,主要根據螺紋的具體牙型和螺距、切削材質等合理選擇數控機夾刀片。美制3-8NPT不銹鋼管螺紋的牙型角為60°,螺距為3.175 mm,市場上很容易就能買到加工此型號螺紋的數控刀片,如果不是整盒購買,最好記錄下刀片盒子上由廠家提供的切削用量參數,以便編程時據此合理確定切削參數。(例如:廠家提供的加工不銹鋼材質推薦的切削速度為Vc=120 m/min,以本管螺紋基準平面內的中徑直經86.068 mm為參照來計算車削時的主軸轉速為:n=1 000×120/(3.14×86.068)≈444,加工時取400 r/min)。
美制NPT管螺紋的牙型面的對稱中心線應垂直于螺紋軸線(圖2所示),在裝夾刀具時應注意。應保證螺紋刀頭兩刀刃的對稱中心線與螺紋軸線垂直。
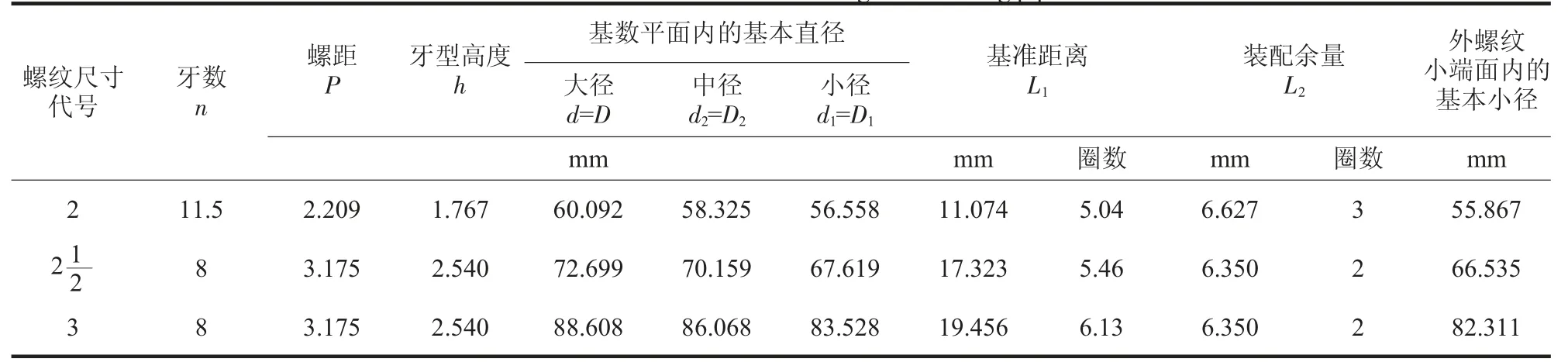
表1 美制一般密封管螺紋的基本尺寸Tab.1 The basic dimensions of American general sealing pipe thread
2.2 根據螺紋代號,計算確定管螺紋各主要尺寸
相對于普通三角形外螺紋,管螺紋各部分尺寸計算比較復雜。
根據表1和圖3內相關尺寸示意圖得知,管螺紋的錐度為1∶16,在基準平面內(距離端面19.456 mm的理論平面)螺紋的大徑、中徑、小徑分別為:φ88.608,φ86.068,φ83.528。考慮到便于尺寸計算及螺紋車削時的空刀導入段和退出段,把螺紋車削的Z向起始點選擇在離端面4.544處、終點選擇在離端面27.456處,然后采用45°斜向退刀。綜合以上分析,通過計算得到管螺紋編程起始點(Z4.544)的大徑、中徑、小徑分別為:φ87.108,φ84.568,φ82.028;管螺紋編程結束點(Z-27.456)的大徑、中徑、小徑分別為:φ89.108,φ86.568,φ84.028。
2.3 采用分層切削法粗車時,刀具最大偏移量的確定
如圖4所示,本螺紋加工將采用分層借刀法加工。在每個切削層,車刀刀尖將從牙型右側面向左逐漸逼進左側面。由于該螺紋牙型為左右對稱,故在每個切削層,刀尖相對牙型凹槽正中間的左右最大偏移量相等、方向相反。
由于采用分層切削加工后在牙型面上會留下明顯的多刀車削痕跡、影響螺紋表面質量,因此需采用粗、精加工兩個步驟。
粗加工時在某一切削層內刀尖相對牙型凹槽正中間的右側最大偏移量Zcpyzy可按以下公式計算:
其中:h——牙型高度;hc——粗車后的牙型高度;n——加工至第n層;ap——每層切削深度。
左側最大偏移量Zcpyzz=-Zcpyzy.
2.4 精車螺紋
采用分層借刀完成螺紋粗車后,為了保證Z向精度,可采用換下粗車刀片然后裝上精車刀頭進行螺紋的精加工。由于該螺紋螺距為3.175 mm,牙型高度值適中,故精車時不采用分層加工,左右兩牙側面采用少量多刀的方法完成精修,但在完成精車后在牙型的最底部會產生一個小三角形余量,由于余量值很小,故采用直進法去除牙底余量并車至螺紋小徑處。
3 管螺紋粗、精加工的宏程序編程
根據以上分析,本文以FANUC0i-TD數控系統為例,對圖1所示管螺紋進行宏程序編程。
O3001(粗車程序)
M03 S300
T0303 M08
#1=87.108(螺紋起點處的大徑)
#2=3.175(螺紋的螺距)
#3=2.54(螺紋牙型高度)
#4=2.4(粗車后的牙型高度,留精車余量)
#5=0.6(徑向每層切削深度值,此值要能被#4整除)
#7=0.3(粗車時,在每層上的每刀軸向借刀量)
#8=4.544(螺紋編程起點的Z向坐標值)
#9=-27.456(螺紋編程終點的Z向坐標值)
#10=89.109(螺紋編程終點處的大徑)
G00 X[#1+20]Z[#8]
#14=#4(從粗車牙型高度開始分層)
N1#14=#14-#5
#6=#14*TAN[30](計算出某切削層中刀尖向右側的最大借刀量)
#16=#6
N2 G00 Z[#8+#16]
G00 X[#1-2*#4+2*#14]
G32 X[#10-2*#4+2*#14]Z[#9+#16]F#2
G32 U6 W-3 F#2
G00 X[#1+20]
IF[#6 EQ 0]GOTO4(車了牙底最后一刀后退出螺紋車削)
IF[#16 EQ-#6]GOTO3(在某層上車了最左側一刀后準備車下一層)
#16=#16-#7(軸向每次向左側借刀0.3 mm)
IF[#16 GE-#6]GOTO2(在某層上循環借刀車削)
IF[#16 LT-#6]THEN#16=-#6
GOTO2(計算出的借刀量超出最左側時,重新賦值后再車1刀)
N3 IF[#14 GT 0]GOTO1
N4 G00 X200
Z100
M05
M09
M30
%
O3002(精車程序)
M03 S300
T0303 M08
#1=87.108(螺紋編程起點處的大徑)
175(螺紋的螺距)
#3=2.54(螺紋牙型高度)
#4=2.4(粗車后的牙型高度,留精車余量)
#5=0.08(螺紋牙型側面的Z向總精車余量)
#6=0.02(精車每刀Z向精車余量,能被#5整除)
#8=4.544(螺紋編程起點的Z向坐標值)
#9=-27.456(螺紋編程終點的Z向坐標值)
#10=89.109(螺紋編程終點處的大徑)
G00 X[#1+20]Z[#8]
#16=0
N1#16=#16+#6(每刀軸向精車0.02 mm)
N2 G00 Z[#8+#16]
G00 X[#1-2*#4]
G32 X[#10-2*#4]Z[#9+#16]F#2
G32 U6 W-3 F#2
G00 X[#1+20]
IF[#16 LT 0]GOTO3
IF[#16 GT 0]THEN#16=-#16(精車右側后精車左側)
GOTO2
N3#16=-#16
IF[#16 LT#5]GOTO1(共循環精車4刀)
G00 Z[#8]
G00 X[#1-2*#3]
G32 X[#10-2*#3]Z[#9]F#2(精車牙底余量)
G32 U6 W-3 F#2
G00 X[#1+20]
G00 X200
Z100
M05
M09
M30
%
4 結語
以上是一種不銹鋼管螺紋的數控車削粗、精加工程序,對于同類型但不同規格的管螺紋,只需修改其中的變量參數值就可直接使用。