基于PVC 塑料異型材性能分析以優化斷面結構*
2021-01-12 12:24:26耿金良劉麗萍
科技創新與應用 2021年1期
耿金良,孟 凱,姜 宇,劉麗萍
(1.廣東職業技術學院,廣東 佛山 528041;2.寧波職業技術學院,浙江 寧波 315800)
我國在型材數量上位居全球之首,對塑料異型材的研究與工業發達國家還存在設計經驗不足、缺理論支持。在當前形勢下PVC 型材行業和塑料門窗行業要抓住機遇,實現快速發展。但目前還存在諸多問題。
現象1:PVC 塑料門窗在焊角強度方面存在質量問題。現象2:塑料門窗焊角強度合格與否檢測不完善,缺少相應的質量制約機制。現象3:消費者對PVC 的質量產生懷疑。現象4:型材斷面結構優化系統直接影響PVC 產品未來發展。
國內尚無真正意義上的PVC 塑料異型材斷面結構優化系統,直接影響PVC 產品性能質量與行業發展[1]。如何求解真實產品的慣性矩與型材斷面結構關系的特征,建立型材性能與焊角強度與型材結構三者關系的函數方程理論模型,旨在解決主動設計合理優化型材斷面結構的瓶頸與核心技術問題。
1 慣性矩函數方程
1.1 建立數學模型
理論依據是在荷載作用下,構件的變形為彎曲變形。彎曲過程中,當坯料上作用有外彎曲力矩時,坯料的曲率半徑發生變化[2]。因此,可利用簡支梁原理導出型材慣性矩與焊角強度的函數方程的理論模型建立型材性能(應力σc)與焊角強度(最大力值Fc)與型材結構(慣性矩I)三者關系的函數方程理論模型。如圖1 所示。
1.2 推導慣性矩方程
(1)如圖(a)所示,由變形幾何方程可知變形量為:

其中:ρ 為純梁彎曲的曲率半徑,y 為到中性軸的距離。
(2)胡克定律知正應力:

其中:E 為彈性模量。
(3)彎曲應力一般取最大值進行強度校核[3]。位于XY 平面內的彎矩 M 如圖(b)所示。
由靜力學關系知彎矩M 為:

公式(1)和(2)代入公式(3)可得:

(4)如圖(c)所示,由型材受力分析可知,型材受力的彎矩力臂(受力點到通過C 點的正截面)為:

則型材受力的彎矩:

(5)由圖(d)應力分布圖可知,型材焊角斷裂時,發生在 y=e,即 C 點處[4],見圖(c)。
綜上可得出慣性矩函數方程:
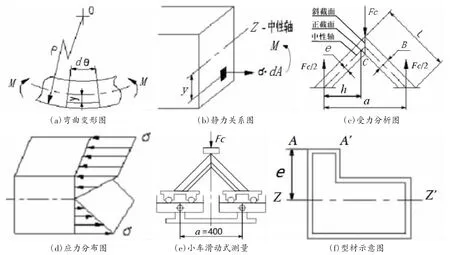
圖1 數學模型

式中:
σc-受壓彎曲應力(MPa);
Fc-受壓彎曲的最大力值(N),即經測角儀檢測的最大力值(N);
ɑ-試樣支撐面的中心長度(mm);
e-臨界線AA'與中性軸ZZ'的距離(mm);
I-型材橫斷面ZZ'軸的慣性矩(mm4);
2 確定數學模型參數
根據型材剖面的外形尺寸和壁厚計算出型材慣性矩與實際生產出來的真實型材存在一定的誤差。如圖2 所示。

圖2 真實型材斷面與矢量化型材斷面對比
利用Vpstuio/Scan2Dwg 量化軟件對型材真實斷面進行精確測量[5],在 Autocad 軟件中應用“面域/質量特性”工具(命令)求解慣性矩[6]。
(1)首先按實際比例精確繪出型材的斷面圖
(2)Command:region
(3)Command:Subtract
(4)Command:massprop
可將質心移動到坐標原點,可得:
e=35.2930mm,I=199048.0488mm4
3 系統開發
3.1 焊角強度檢測系統
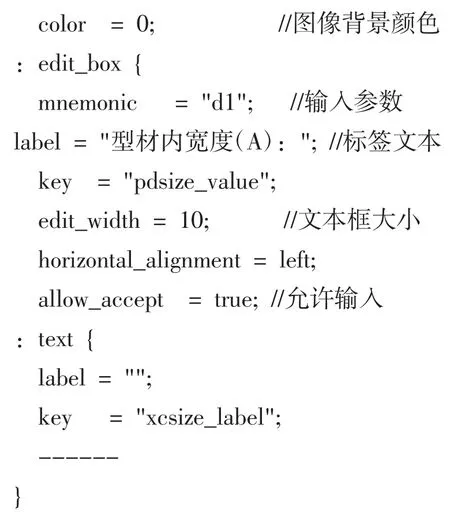
開發系統軟件,如圖3 所示。型材斷面圖可自動顯示;輸入測角儀上顯示的力值(Fc),系統自動顯示與之對應的彎曲應力值(σc),進而確定參數導入真實產品的慣性矩值。

圖3 焊角強度測試對話框
部分源代碼如下:

3.2 PVC 型材斷面優化系統
利用AutoLISP 語言、對話框控制DCL 語言進行參數算法與數據傳遞[7],可視化對話框如圖4 所示。
通過輸入型材斷面結構參數尺寸,系統自行顯示該規格型材的慣性矩值。因此在滿足型材性能與焊角強度的前提下,從而確定了型材斷面結構參數尺寸,達到優化斷面結構的目的。

圖4 尺寸驅動法對話框
部分源代碼程序如下:

4 結束語
通過驗證焊角強度合格的慣性矩所優化PVC 型材斷面結構必滿足型材性能要求的結論,與過去從斷面設計-生產準備-小批量試生產-型材性能檢驗-正式生產的循環往復的工作過程相反,無需試生產。通過“焊角強度-慣性矩-型材斷面結構三者內在機理”的研究,得出優化后的型材結構必滿足合格焊角強度的理論。實現型材生產行業與門窗制造行業開發新產品需求,為PVC 型材行業和門窗制作行業的發展提供理論基礎與應用價值,具有重大的社會效益和現實意義。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50