
基于PLC的數控設備工業三色警示燈控制的設計與實現*
2021-01-12 10:49:56沈鉆科
機電工程技術 2020年11期
沈鉆科
(常州劉國鈞高等職業技術學校,江蘇常州 213000)
0 引言
在數控設備上,安裝警示燈的作用是提示設備當前運行狀態以及提醒相關工作人員集中注意力,防止做出損壞設備的誤操作等。目前大多數控機床上安裝的警示燈基本都是帶有集成控制電路的三色LED 光源警示燈。這種警示燈集成控制電路普遍容易出現故障,一旦該電路損壞,雖然LED 燈源良好,但后期維修時普遍采取的做法是直接更換整個警示燈,造成的浪費比較大。如果選擇維修控制集成電路,沒有專業的電工、電子知識,則無法維修。即使維修人員具備維修能力,但購買更換電子元件,耗時耗力,所以上述方法不推薦使用。本文中工業三色警示燈控制設計,采用修改梯形圖程序[1]的方法,改造警示燈,使其能實現警示燈以設定的時間為周期亮起和熄滅的閃爍功能。
1 控制系統設計思路
工業三色警示燈硬件選用不帶有集成控制功能模塊的普通三色警示燈,或者將集成控制模塊發生故障的工業三色警示燈進行改造,拆除故障控制模塊,采用串聯的連接方式,將主電路和燈源進行連接。具體設計要求應實現以下控制功能:(1)當系統處于待機狀態時,三色警示燈中黃燈以2 s為周期閃爍;(2)當系統有報警時,三色警示燈中紅燈以1 s為周期閃爍;(3)當系統正常工作時,三色警示燈中綠燈保持常亮;(4)三色警示燈中紅、黃、綠3種顏色,不能同時有2種及以上顏色同時亮起,即一種顏色亮起,其他2種顏色熄滅。
2 控制系統設計
2.1 控制電路設計
根據設計要求,工業三色警示燈不能同時有2 種及以上顏色同時亮起,電路設計思路有2種方案。方案一,在電路設計中加入互鎖控制,通過硬件實現三種顏色燈不能同時亮起;方案二,不考慮硬件實現互鎖,采用控制信號實現互鎖的方式。經過2種方案比較,方案二減少了原器件已經線路的連接,節約了設計成本,方法更優,所以選擇方案二。
主電路如圖1所示,紅燈串聯中間繼電器KA10常開觸點,黃燈串聯中間繼電器KA11 常開觸點、綠燈串聯KA12 常開觸點。工作原理:中間繼電器KA10、KA11、KA12常開觸點其中一個閉合,主電路中與閉合觸點串聯的紅燈、黃燈或綠燈得電。
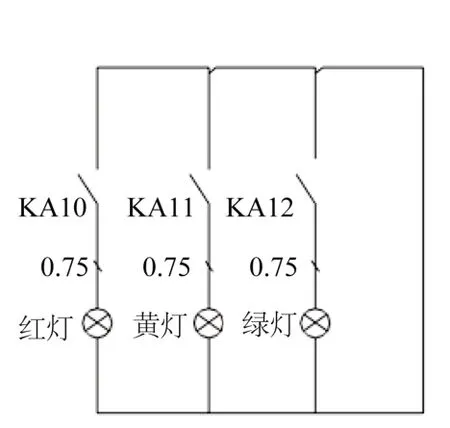
圖1 主電路
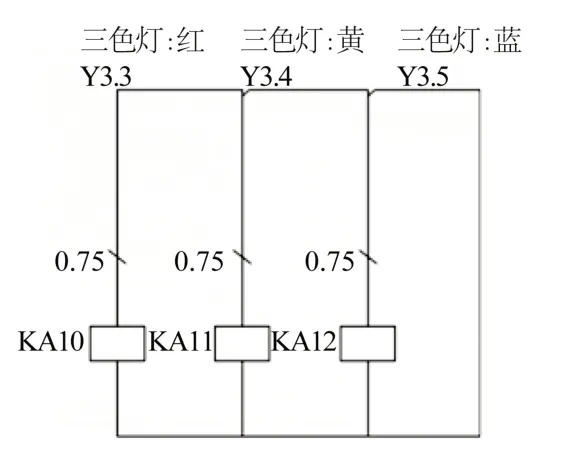
圖2 控制電路
工業三色警示燈控制電路如圖2 所示,中點繼電器KA10、KA11、KA12 的線圈和梯形圖輸出信號Y3.3、Y3.4、Y3.5、串聯。工作原理:數控系統輸出[2]信號Y3.3、Y3.4、Y3.5 使其中一個得電,與得電輸出信號串聯的中間繼電器KA10、KA11或KA12線圈得電。中間繼電器線圈得電,主電路常開觸點閉合,最后信號燈得電。
2.2 控制信號設計
根據電氣原理圖以及控制系統設計思路需要實現的控制功能,本次設計在編寫梯形圖[3]程序時用的控制信號主要有4種類型。第一類:A 信號,設備信息提示和報警信號,作為輸入信號使用。第二類:F 信號,本次編寫的梯形圖程序是FANUCOi-TF 數控系統,F 信號是FANUC 公司自定義信號[4],由系統發出輸出梯形圖,作為輸入信號使用。第三類:R 信號,中間寄存器信號,FANUC梯形圖程序中輸出信號不允出現雙線圈地址,即相同的地址信號不能夠在一個梯形圖程序中出現兩個,可以作為輸入和輸出信號使用。第四類:Y 信號,梯形圖發送至數控設備的信號,作為輸出型號使用。表1所示為本次梯形圖中需要使用的輸入和輸出信號。
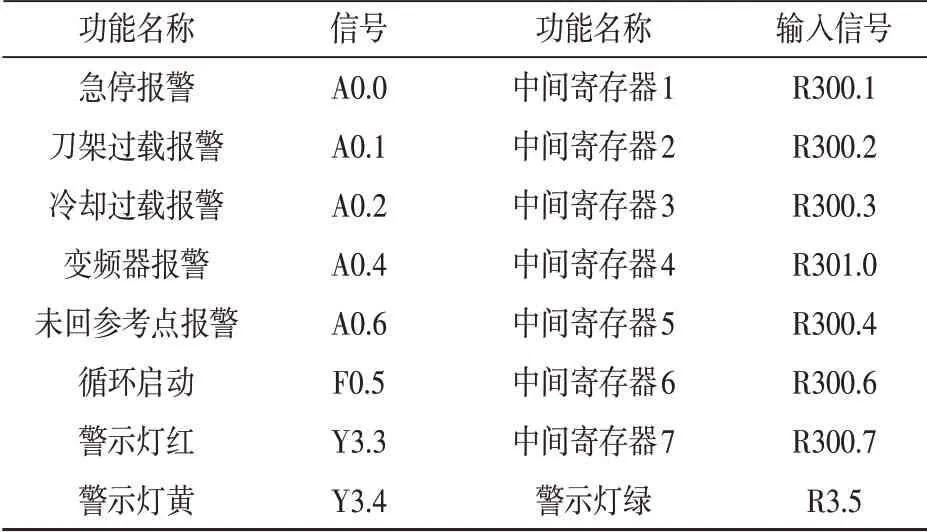
表1 信號地址分配表
2.3 PLC程序設計
根據電氣原理圖以及控制系統設計思路需要實現的控制功能,本次梯形圖程序的設計以FANUCOi-TF 數控系統為例,使用FANUC-LADDER-III 軟件[5]進行開發編寫。根據設計要求,程序設計思路如下:(1)使用機床信息提示和報警信號導通三色警示燈紅燈信號,即設備出現報警或者形體提示,三色警示燈紅燈立即亮起;(2)三色警示燈紅燈和綠燈不亮時,黃燈才能亮起;(3)三色警示燈綠燈在數控系統正常工作時或執行數控加工程序時亮起;(4)三色警示燈中紅、黃、綠3種顏色輸出信號Y3.3、Y3.4、Y3.5互鎖,不能同時導通;(5)三色警示燈紅燈以1 s 為周期閃爍,黃燈以2 s為周期閃爍,綠燈保持常亮,使用定時器模塊編寫程序。本次設計梯形圖程序如圖3~4所示。
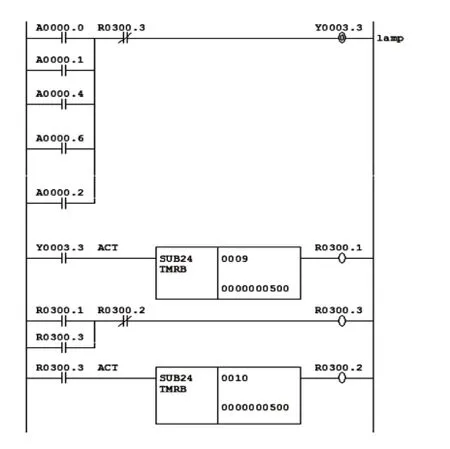
圖3 紅色警示燈燈梯形圖
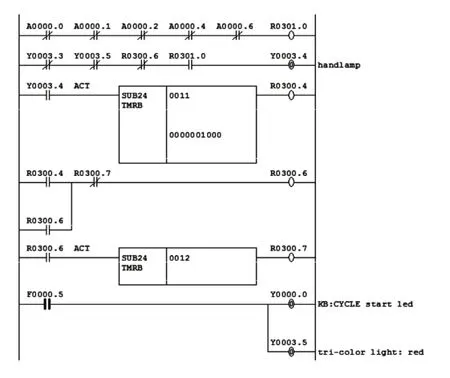
圖4 黃色、綠色警示燈燈梯形圖
梯形圖功能分析如下。
如圖3 所示,當數控機床發出報警信號[6],A0.0、A0.1、A0.2、A0.4、A0.6 常開觸點閉合,導通Y3.3 線圈,Y3.3 線圈機床紅色警示燈亮,Y3.3 常開觸點閉合,通過SUB24 定時器模塊9 延時500 ms 后導通R300.1 線圈,R300.1 常開觸點閉合,導通中間寄存器R300.3 線圈,R300.3 線圈得電,R300.3常開觸點閉合,R300.3 線圈得電保持自鎖,同時R300.3 常閉觸點斷開,系統在進行第二次掃描時,實現機床紅色警示燈延時500 ms 后滅。SUB24 定時器模塊10 延時500 ms 后導通R300.2 線圈,R300.2 常閉觸點變為常開觸點,R300.3 線圈斷開,R300.3常閉觸點復位,實現機床紅色警示燈延時500 ms后再次亮起。通過SUB24定時器模塊9和10延時互鎖,最終實現機床紅色警示燈以1 s為周期亮0.5 s,滅0.5 s的循環通斷過程。
如圖4 所示,當數控機床紅色警示燈輸出信號Y3.3 和綠色警示燈輸出信號Y3.5 沒有輸出時,黃色警示燈輸出信號Y3.4 得電,黃色警示燈常亮,Y3.4 觸點閉合,SUB24 定時器模塊11 延時500 ms 后導通R300.4 線圈,R300.4 常開觸點閉合,導通中間寄存器R300.6 線圈,R300.6 線圈得電,R300.6常開觸點閉合,R300.6線圈得電保持自鎖,同時R300.6常閉觸點斷開,系統在進行第二次掃描時,實現機床黃色警示燈延時500 ms后滅。SUB24 定時器模塊12 延時500 ms后導通R300.7線圈,R300.7 常閉觸點變為常開觸點,R300.6 線圈斷開,R300.6 常閉觸點復位,實現機床黃色警示燈延時500 ms 后再次亮起。通過SUB24定時器模塊11和12延時互鎖,最終實現了機床黃色警示燈以2 s為周期亮1 s,滅1 s的循環通斷過程。
如圖4 所示,數控機床綠色警示燈輸出信號Y3.5,當數控機床執加工程序,數控系統按下循環啟動時,加工指令在執行過程中數控系統向梯形圖發出F0.5 循環啟動信號,導通綠色警示燈輸出信號Y3.5,綠色警示燈保持常亮。數控系統在執行過程中只要終止程序運行,F0.5 循環啟動信號立刻斷開,綠色警示燈保持熄滅。
3 結束語
本文所設計的基于PLC 程序的數控設備工業三色警示燈程序,可以解決數控機床警示燈集成控制模塊出現故障后,需要更換整個燈具的問題。只需要拆除出現故障的控制模塊,將警示燈燈泡與主電路直接連接,并對現有設備的梯形圖程序進行修改設計,即可實現三色警示燈原有的閃爍時間頻率。在國家提倡綠色制造的要求下,可以將三色警示燈循環再利用,既節約了維修成本,同時也提高了數控設備維修人員的維修水平。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
人大建設(2019年12期)2019-05-21 02:55:44
藝術啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年11期)2018-08-04 03:25:42
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
環球時報(2017-03-30)2017-03-30 06:44:45
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
