工藝參數對弧齒錐齒輪精鍛成形過程的影響分析
2021-01-14 12:53:58蔡瑜瑜周著學
裝備制造技術 2020年8期
蔡瑜瑜,周著學,王 偉
(閩南理工學院光電與機電工程學院,福建 石獅362700)
現代社會工藝技術水平得到很大的提升,齒輪加工技術也有了很大的發展,凈成形與接近凈成形成為人們研究的目標,并取得了很大的進步,極大的推動齒輪領域的發展。研究學者加強金屬塑性的研究,使得精鍛成形必然成為發展趨勢,其可以提高材料使用率、提升加工速度,且產品的質量好,是目前國際社會進行制造領域研究的重大突破[1-4]。
張清萍[5-7]在研究中指出了兩部成形的方式來進行直齒圓柱齒輪的加工,以“閉式模鍛—向內分流”作為重要加工方式,研發出模具成形方式,能夠有效地控制工藝技術參數;利用分流方案的調整,就能夠確定具體的變形規律與角隅充填飽滿度,能夠有效的緩解載荷過大的問題,可以提升產品質量水平。張琳[8]在研究中主要使用的是分流鍛造方式,總結出具體的直齒圓錐齒輪的中心分流精鍛作業方式,并且應用DEFORM-3D 分軟件來進行中心分流精鍛成形與傳統的開式精鍛展開了必要的技術分析和對比。當前的加工制造領域內,直齒輪、直齒圓錐齒輪在進行制作中,精密成形已經全面的使用,但是弧齒錐齒輪的外形部分有彎曲的形狀,內部的空間組成相對比較復雜,精密成形難度很高且材料復雜,成形載荷也相對比較大,稍有不慎就會導致質量不合格,并且弧齒錐齒輪的各個方面尺寸要求精度都比較高,所以當前該類的尺寸并未有精密成形技術可以使用,還是在研發與試驗的環節中[9]。弧齒錐齒輪齒廓形狀有著較高復雜性,并且成形難度高、載荷大,所以這樣會直接造成加工精度難以保證,使用壽命也比較短。因此,深入研究成形載荷以及工藝參數有著非常重要的意義。
基于此,本文重點分析坯料溫度、變形速度和摩擦系數等參數對于弧齒錐齒輪精鍛加工階段所造成的影響,以及各個參數給成形載荷產生的變化規律。
1 成形工藝
選擇應用閉式預鍛-分流終鍛工藝進行弧齒錐齒輪加工工藝可見圖1 所示。首先是能夠閉式模鍛預鍛成形的處理,因為上下結構部分中都有相同的凸臺結構,所以應該從上到下進行凹腔的預鍛處理;終鍛階段,應該做好凹腔的分流處理,在給內部進行填充作業環節,也會直接向凹腔開展充填作業,從而可以更好的做分流處理,提升坯料的性能水平。在加工中進行坯料體積的控制,可以在齒形充填結束之后,凹腔沒有完成充滿,這樣可以避免端部齒形充填壓力陡增,要有效地避免載荷過大的情況出現,能夠保證齒廓的精度符合要求。

圖1 閉式預鍛-分流終鍛工藝簡圖
2 數值模擬
2.1 有限元模型的建立
為了能夠有效的掌握工藝參數給成形階段所產生的影響,圖2 中能夠反映出模型形式,然后將弧齒錐齒輪閉式模塊部分的加工工藝進行研究,具體技術參數可見表1。根據設計要求,把這些參數全部輸入到DEFORM 中,上凹模、上凸模、齒形凹模、下凸模定義為剛性體,工件則看做是塑性體的結構,坯料的離散單元數52 936,然后就可以根據實際需要設計成為模型作出分析,如圖3 所示。工藝參數如下所示:齒數 Z = 18,模數 m = 4 mm,螺旋角 β = 31°,壓力角α = 20°,齒頂高系數ha* = 1,法面頂隙系數c= 0.2,旋向為左旋。

圖2 弧齒錐齒輪模型
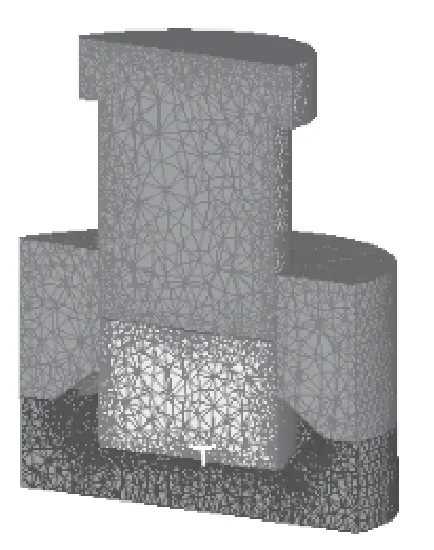
圖3 弧齒錐齒輪閉式模鍛有限元模型

表1 弧齒錐齒輪閉塞式模鍛工藝參數
2.2 坯料溫度對成形過程的影響
坯料溫度對于精鍛的影響是最為直接的,其主要是關系到成形效果、變形力大小、產品性能與表面質量等方面。為了能夠使得20Cr 鍛造加工階段有著較高的可鍛性,且成品中有非常好的內部結構組織形態,這就需要做好鍛造溫度的管控。
因為弧齒錐齒輪在進行精鍛加工階段,鍛坯部件所出現的彈性變形會比塑性變形要小很多,所以在分析中就不會再分析彈性變形方面,本次在分析中,模型中主要是進行流動應力與材料狀態函數展開分析,同時應該考慮到應變、溫度、應力等多個因素。考慮到剛性材料的特點,其流動應力可考慮為應變、應變速率以及溫度的函數:

為了能夠保證坯料鍛造開始階段能夠消除溫度所產生的影響,所以應該做好溫度的控制,一般確定始鍛溫度為 600 ℃、700 ℃、800 ℃,因為各個部分的初始狀態會有比較大的不同,那么在進行閉式模鍛加工環節就會形成如下的載荷-行程曲線如圖4 所示。從圖內分析可以發現,溫度的增加,相應的行程位置所承受的荷載是很小的。800 ℃時的最大成形載荷比600 ℃時的最大成形載荷降低了39.8%。結合該規律進行分析,主要的原因就是溫度的增大,會出現軟化明顯的情況,材料的屈服極限逐漸降低,塑性則會升高,那么此時的變形量會相應的減小。因此,弧齒錐齒輪開展精鍛加工時,應該做好溫度的調整,以保證金屬流動性合理,從而可以保證成形載荷更加的科學合理。
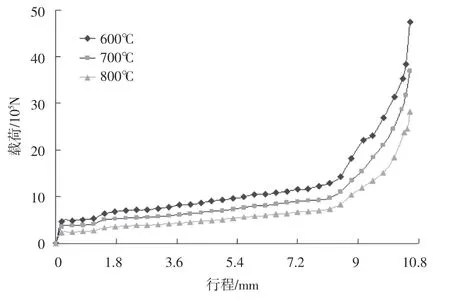
圖4 不同坯料溫度條件下載荷-行程曲線
2.3 變形速度對成形過程的影響
從實際加工的情況分析能夠發現,材料變形抗力會由于溫度的增大而產生比較大的變形,而反過來,變形速度也會給溫度造成比較大的影響,從這個方面出發,變形速度分析尤為關鍵。為了可以有效地計算出鍛造溫度給成型所存在的影響,分別取變形速度為 1 mm/s、10 mm/s 和 20 mm/s 三種情況,其他因素全部一致,此時就能夠繪制出行程-載荷曲線如圖5 所示。從變化趨勢分析發現,變形速度從1 mm/s增加到10 mm/s 時,成形載荷是比較低的,而從10 mm/s 到20 mm/s 時,此時最終荷載變化趨勢是很小的。雖然在某種程度上會導致變形速度比較高,金屬應變速率應該得到提升,所以導致變形抗力也很大,而坯料溫度也會是影響較大的因素,鍛造速度超高會造成坯料與模具方面的熱交換量是很小的。
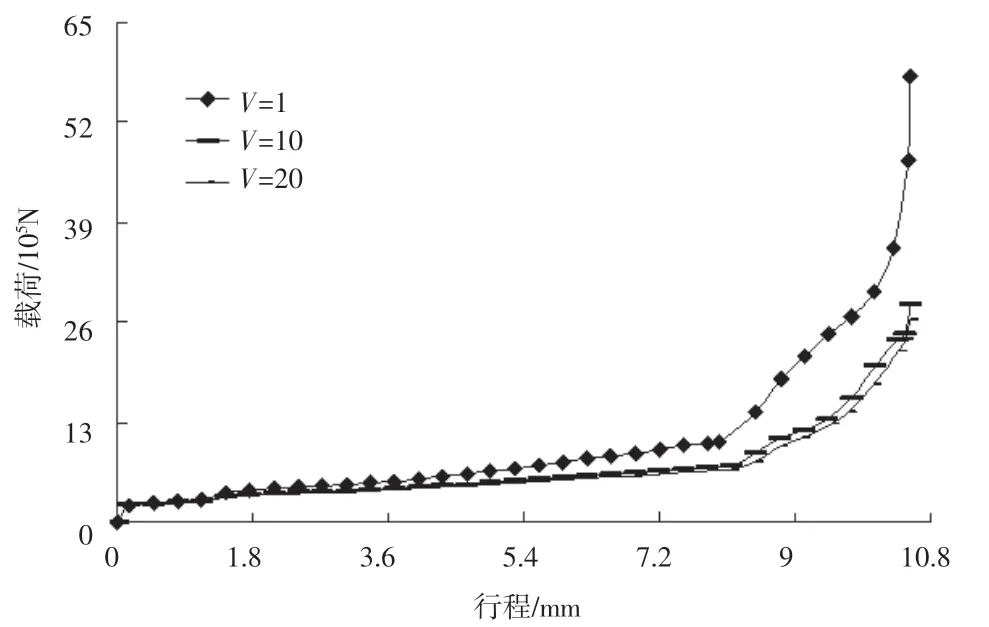
圖5 不同變形速度條件下載荷-行程曲線
2.4 摩擦系數對成形過程的影響
摩擦系數主要是影響充填速度。塑性成形時,摩擦的變化有著很高的復雜性,此時所產生的影響也比較大,但是目前機理尚未進行研究,但是多種摩擦模型已經能夠展開模擬分析確定,比如進行庫倫摩擦模型分析、 常數模型分析等等。當前在成形分析中,具體就是通過常數系數剪切模型的方式作出深入分析,具體摩擦力參數通過下式(2)計算:

其中fs是摩擦應力,k 是剪切屈服應力,m 是摩擦系數。
為了能夠綜合分析具體的摩擦系數會給弧齒錐齒輪鍛造成形載荷所造成的較大影響,在其他初始條件完全相同條件下,確定取摩擦系數為0.15、0.25、0.35 的條件下模擬分析精鍛過程,其載荷-行程曲線如圖6 所示。
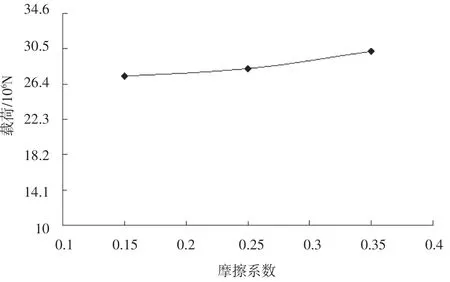
圖6 不同摩擦系數下的最大載荷
從圖6 的載荷-行程曲線方面分析能夠確定,在其他條件完全一致的條件下,摩擦系數如果持續的增大,會造成成形載荷也會變大。因此,在齒形填充符合技術要求時,要通過合適潤滑劑來進行潤滑處理,此時可以有效的降低摩擦系數,然后進行成形載荷的下降,從而不會給設備造成任何的影響,避免造成使用壽命下降的情況。
3 結論
選用閉式模鍛工藝作為研究對象,分析了工藝參數對成形的影響,然后得到如下結論:
(1) 成形載荷會因為坯料模鍛溫度而下降。因此,對于材料符合要求的基礎下,應該促進溫度的上升以保證金屬流動性,成形載荷達到標準。
(2)變形速度如果持續上升,金屬流動速度也會相應提升,載荷會下降,但是變化趨勢并不明顯。因此,要合理控制鍛造速度,會出現載荷增大的情況。
(3)摩擦系數變大也會導致載荷增加。因此,齒形充填符合要求的條件下,要選擇合適潤滑劑進行潤滑處理,能夠保證載荷下降,延長模具使用壽命。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2020年1期)2020-09-21 09:24:52
電子制作(2018年18期)2018-11-14 01:48:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
山東工業技術(2016年15期)2016-12-01 05:31:22
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06